| Ilford Colour Films, 1948-1968 |
|
|
|
||||||||||||||||||||
|
The following notes are
taken from an article Percy W Harris, FIBP, Hon.FRPS, FPSA, entitled: All colour films depend for their effect on the same principle and all colour films are made up of several (light sensitive emulsion) layers. One layer is made sensitive to blue light, a second to green, and a third to red. It is comparatively easy to make a film sensitive to blue light and nothing else, and to make one sensitive to blue and green but not to red, and also one sensitive to blue and red but not to green. However it has not been possible, so far, to make emulsions sensitive to red alone and to green alone - every one is sensitive to blue as well. The colour film maker overcomes this difficulty by placing just below the blue-sensitive layer in the (emulsion layer) "sandwich" a yellow dye layer. The blue light, falling on the film in the camera exposes the top (blue light sensitive) layer, but this does not pick up any green or red light. The following yellow dye layer (which dissolves away in processing) then absorbs any blue that gets through (the top emulsion layer) but it does not obstruct the green and red. Thus, the middle (emulsion) layer receives only green and red light and, as this middle layer is sensitive to only green and not to red, and since no blue is reaching it (because of the preceeding yellow dye layer), it responds to green light and lets the (residual) green and all the red light go through to the next (bottom) layer. This layer is sensitive to blue and red but as no blue light can reach it, only the red light registers because this final layer is sensitive only to red light i.e. it is not sensitive to the residual green. That, then, is the state of the film after it has been exposed in the camera. We shall now see what happens to it in the processing. Colour film is of two general types, the reversal (i.e. transparency) film, in which the actual film exposed in the camera is turned into a positive slide for projection, and the negative, colour film, which is used for making colour prints. Most film manufacturers make both types. Reversal (transparency) film can be divided under two headings: in one, the colour-forming materials are actually "built into" the emulsions during manufacture and the processing of these is comparatively simple. (These are called substantive colour films). Secondly, there is the type in which the colour-forming materials are not built into the film itself but are incorporated in the developing solutions. (These are called non-substantive films). Each of these two types has its advantage. Those in which the colour-forming chemicals are incorporated in the emulsions themselves are generally termed the "Agfacolor" type, because it was Agfa who first put on the market this kind of reversal film. The "know how" for making such film was revealed to all the Allied Nations after the war (World War 2; 1939-1945) as part of the war reparations. This type of reversal film technology is now (1962) used in Adox reversal, Agfacolor reversal, Ansco-chrome reversal, Ektachrome, Ferraniacolor reversal, Kranzcolor reversal, Perutz color reversal and some others. There are only two reversal films on sale in this country (the UK) in which the colour couplers are in the developers and not in the emulsions (i.e non-substantive). These are Kodachrome and Ilfochrome. (Not entirely true, as in 1961 the Gratispool acquired sole rights for the supply and processing of the non-substantive Dynachrome colour transparency film in the UK and rebranded it 'Gratispool'). The "Agfa" (substantive) type of film presents no difficulties in processing and, if the chemicals are available or the formulae are published, the amateur can process his own films of this type to the same standard as the professional processing stations. The most popular film for home processing is undoubtedly Ferraniacolor for which kits are sold by Johnsons (of Hendon) and chemical kits are also obtainable for Ektachrome. However, when it comes to the processing of (non-substantive reversal) films in which the colour formers are in the developers, these are beyond the possibility of home processing, as they require elaborate and expensive machinery. Substantive film processing simply consists of a first black-and-white developer (which affects) all the three superimposed emulsions, followed by re-exposure of the film to light, then colour development, a bleach, a fix, and a stabiliser. This simplified sequence omits such things as stop baths, rinses, and washes. However, (non-substantive) films which have their colour-forming chemicals in the individual emulsion layer developers, require many more processes, including no less than four different developers and three different exposures, so that it can only be done by the most expensive automatic machinery. In the case of colour negatives (film), it so happens that every manufacturer incorporates the colour-forming materials in the emulsions themselves (all are substantive), so all colour negative films are fairly easy to develop when the necessary chemicals are available. These negatives are used for making prints and a certain amount of correction of colour is made by incorporating a special masking dye in the emulsions which makes them look very yellow or orange. The colour print papers are also made with the colour forming substances in the layers and the processing of them is practically the same as for the colour negative material. Whereas in the colour negatives the colours are reversed, i.e a blue sky comes out yellow (the complementary colour of blue), green grass comes out magenta which is the complementary of green, and red comes out cyan which is the complementary of red, if now you project yellow on to a similar colour print paper, this paper, when developed, comes out the complementary of yellow which is blue, magenta as green and cyan as red, so it all comes right again. Mr Harris' article continues (below) after the following description of Ilford's colour film range, 1948-1968. |
|||||||||||||||||||||
| The following notes are taken from the Competition Commission Report published in 1966 | |||||||||||||||||||||
|
The supply and processing
of colour films About 1935, Ilford acquired an interest in Dufay-Chromex Ltd. (later Dufay Ltd.) for whom it started to manufacture a reversal colour film of the additive type, which was marketed under the brand name Dufaycolor and sold at prices exclusive of processing; instructions for processing, which was relatively simple, were published. In 1938 Ilford began its own research on the subtractive type of colour film and filed a number of minor patents. On the outbreak of war in 1939 the company's activities came wholly under the control of the Ministry of Aircraft Production and research on colour photography was discontinued; it was not resumed until 1944. The period since 1945
~ The development of Ilfochrome In 1948 Ilford introduced a non-substantive colour film, Ilford Colour ' D', in the 35mm size at a price inclusive of processing. The film, which was otherwise of the standard three-layer structure, had a colloidal silver barrier layer between the red-sensitive and green-sensitive emulsion layers. This enabled Ilford to employ a different processing system from that covered by Eastman Kodak patents then in force. An improved form of the film, which also contained the special barrier layer, was marketed in 1960 in the same 35mm size, under the brand name 'Ilfachrome'. In 1962 Ilford introduced a new and faster non-substantive reversal film under the brand name 'Ilfochrome' in 35mm and 8mm sizes; this film did not contain the special barrier layer as the relevant Eastman Kodak patents had by then expired and Ilford had accordingly been able to simplify the processing system. Agreement with Imperial
Chemical Industries Ltd. (ICI) Ilfocolor Early in 1962 Ilford introduced Ilfocolor in the 35mm size at a price inclusive of processing and of a set of contact prints in the form of a proof strip. The purpose of the proof strip was to encourage the sale of this film by enabling the user to select from the strip the negatives which the user considered worth printing and thus save them the expense of having enlargements made from unsuitable negatives. About the same time as it introduced Ilfocolor in the 35mm size, Ilford released the processing of Ilfocolor roll films to a small number of selected photo finishers who were authorised to describe themselves as 'approved' by Ilford. One of these, the Rank Organisation, was given exclusive rights for the year 1962 for the processing of the films in a specified area in the south of England, without prejudice to the continuation of Ilford's own processing activities. Ilford gave Rank technical assistance, including the processing formulae (apart from that of the colour developing agent, which could only be bought from Ilford). The other selected finishers were not supplied with formulae but purchased pre-packed processing chemicals from Ilford. From the beginning of 1963 Ilford made pre-packed chemicals and technical assistance generally available to all finishers, and by 1964 a number of independent finishers were processing Ilfocolor roll films. Agreement with CIBA New colour films |
|||||||||||||||||||||
|
A visit to Ilford's new factory at Basildon, Essex, by Percy W. Harris (July 1962) With my interest in colour, you can imagine how glad I was to receive an invitation from Ilford Limited to visit their brand new factory at Basildon, Essex, which is devoted entirely to colour processing. Processing 35mm (and
8mm cine film) Ilfochrome reversal film. The processing machines themselves consist of tanks through which the film proceeds in a series of loops, i.e. the entering film goes over a roller, down to the bottom of the tank, up again to another roller, down again, and right through the machine at a steady speed until it comes out at the other end washed and ready to pass into similar loops in a drying cabinet. At the end, the film, now fully processed, washed and dried, is fed on to large reels, and when each large reel is taken off, each individual film with its identification mark is separated and again fed into automatic machines which mount the individual frames in the well-known cardboard ready-mounts. The processing machine obviously occupies a good deal of space and is most elaborate. The first thing that fascinated me was the arrangement by which new film rolls could be spliced on, or breaks repaired, or rolls taken off, without interrupting the steady continuous processing of the films already in the machine. A moment's thought will reveal that if you stopped the whole machine every one of the hundreds of films already spliced up and passing through the solutions would be ruined. It is difficult to explain the interrupting method in a few words but you will get the idea when I tell you that a number of the loops can be lengthened or shortened progressively so as to "take up" a delay of as long as a couple of minutes while the join, or cut, is made. But now let us examine the actual processing procedure and find out why it requires such elaborate machinery. We follow the path of the film, which begins with the large spool into which a large number of exposed films have been spliced. In going through the continuous procedure, this article omits reference to such generic processes as stop baths, rinses, and washes. |
|||||||||||||||||||||
|
The vertical glass tubes are called rotameters. They give a direct visual indication of the liquid flowrate. Within each tube is a metal float which is suspended in the upwarded flowing liquid, at a position where it is in equilibrium between its weight and the upward frictional drag of the liquid. As the liquid flow increases, the float rises to a new equilibrium position. When there is no flow, the float returns to the bottom of the tube. The circular charts record the flow for record purposes. They possibly operate by sensing the pressure drop of the liquid as it flows across an orifice plate or venturi. |
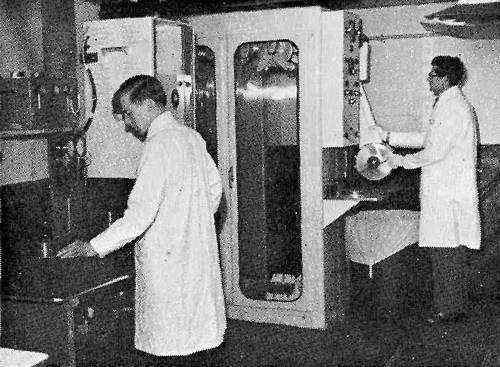 35mm Ilfochrome processing: This picture shows the drying cabinet and machine controls. |
||||||||||||||||||||
|
First of all the film goes through a (specially formulated black and white type) developer, which develops all three images in the three (light sensitive emulsion) layers into black-and-white negative images. After this b&w development, the film passes under a strong blue light which exposes the remaining silver in the top, i.e. blue, sensitive layer. This makes all of the remaining silver in this layer developable but the blue light does not go through into the lower layers because the yellow separating layer prevents the transmission of blue light any further through than the top layer. Immediately afterwards the film goes through (the first) colour developer, which acts upon the previously undeveloped (top layer) silver to produce a combined silver and yellow dye image in the top layer. The areas of emuslison in the top layer that were not blackened during the first development, now develop to form a combined silver and dye image, the color of the dye being yellow in the top layer. At this stage, then, our three layers all have black negative images in them without any colour associated with them except in the top blue sensitive layer, which now is completely black, plus it has a yellow dye image. Next, after the necessary stop bath, the film is exposed to a bright red light, this time on the underside of the film, and not on the top. The film is then passed through a (the second) colour developer which produces a combined black silver image in the bottom layer, together with a cyan dye image. At this stage, both the top layer and the bottom layer are completely black, but each has its associated dye image, i.e. yellow on top and cyan at the bottom. We now have remaining only the middle layer, which was not affected by the blue light which was filtered off by the yellow layer from above, and certainly not by the red light, because the middle layer is not sensitive to red. The next stage is to expose the film to a very strong white light which gets through to the middle layer and exposes the remaining silver in that. From this the film goes through a further (the third) colour developer which blackens the remaining silver in the middle layer while also producing an associated magenta dye image. Hence, we have now got to a point where all of the silver in the whole film, all three layers, is completely black, but in the three layers we have respectively (from the top) yellow, magenta and cyan dye images in proportion to the positive image in each of those layers. After this the film is passed through a bleach which bleaches away all the blackened silver, making it fixable without affecting the three dye images. And after the film has been fixed (i.e. after the bleached silver has been dissolved away) we have a completley transparency film with the three layers carrying their appropriate colour dyes. Naturally the film has to be thoroughly washed and is finally passed through drying chambers, at the end of which it is rolled up and taken off as soon as the big reel is full and of course a new empty reel is substituted for it. By way of further explanation of how these 3 dye images combine to form the original photographed scene when the transparency is projected, consider an area of solely blue light in the original scene (as from a cloudless sky). The blue light will have fully exposed the appropriate area of film in the top layer. That area will then have been bleached to the clear film base within the above processing sequence - i.e. there will be no residual yellow dye image. Hence, when the transparency is projected, the projection white light will pass through the area of clear film in the top layer but will then be partly 'stopped' (subtractively absorbed) by the magenta and cyan dye images within the lower two layers of film. The white light will effectively have its red and green light removed as it passes through the magenta and cyan dye image layers, leaving just blue light to reach the screen. See the table below (taken from the website here) for other subtractive colour combinations.
Percy Harris continues: |
|||||||||||||||||||||
| A similar article
on the processing of Ilfochrome and, in this case, Ilfocolor,
appeared in 'Colour Photography' magazine, for May
1963. Entitled: What happens when YOUR COLOUR FILM GOES FOR PROCESSING? Your film arrives at the manufacturers . . . what then? ILFORD Limited tell you! |
|||||||||||||||||||||
|
REVERSAL
PROCESSING Films are removed from their
cassettes in total darkness because after the number is perforated
films are joined up into one continuous length to make a roll
several hundred feet long, ready for processing. The long rolls
are placed on the processing machine, drawn through its length
in total darkness until they emerge through a light trap at the
drying end, pass through the drying cabinet, and are spooled
up again into rolls. Although the actual length of the machine
is only 50 ft. or so, the film travels several thousand feet
because All solutions are temperature-controlled to ¼°C. and the time the film spends in each solution is equally closely controlled. At the end of the processing machine the rolls of colour transparencies — as they are now — are taken off and passed to the mounting and packing department. In the mounting and packing department the girls take a roll of film and feed the leading end into an automatic mounter which chops off the individual transparencies and seals them into card mounts faster than you can see the individual actions. When she gets to the end of a film — either twenty or thirty-six transparencies — she checks that the number perforated into the leading end of the film and the number of the next return address label in the stack delivered from the spooling department agree. She puts a rubber band round the complete set of pictures and the label, and puts them on a moving conveyor belt. At the next station along the belt, the transparencies are boxed and slipped into a cardboard postal carton which shows the address side of the label you filled out before you posted the film. And off it goes back to you! NEGATIVE-POSITIVE PROCESSING Colour negative rollfilms are not processed in a continuous length — although they are processed, in total darkness, on an automatic machine on which temperatures and times are controlled just as accurately as on the reversal machines. Five films at a time are hung on large racks, clipped at both ends, and these racks pass through half a dozen different solutions and intermediate washing steps in a pre-timed sequence. The racks are moved from solution to solution mechanically and after passing through a drying tunnel arrive at the take-off end of the machine. The racks are then removed by an operator who hangs them over an illuminator, carefully checks every negative, and makes two small notches on the margin of any which for one reason or another will not make good prints. The films are then passed, in batches of ten, to the printing department. Here girls working in a subdued orange light operate printers which make standard size enlargements from the negatives. These printers automatically assess the colour balance of the negatives and the correct exposure to give a print of the correct density and make the exposure at the same time as the assessment. All the operator has to do is to locate the negatives, in turn, in the correct position under the negative mask and press a foot switch which starts the exposure. The printer does the rest and winds on the paper in between exposures. 1,000 at a time! The exposed colour paper is
wound up into a roll by the printing machine and when 500 ft.
(more than a thousand prints) has been exposed it is taken to
the paper processing machine. Like reversal film, the colour
paper is also processed in a continuous strip and the machines
which do this job are even longer than the reversal film processor.
These |
|||||||||||||||||||||
 |
The rolls of colour prints are then taken from the machine and — still in the roll — checked by skilled examiners who look at every print and reject any which are not up to standard. The picture alongside, showing this checking procedure, is taken from 'Practical Photography' magazine, November 1962. Rejected prints are remade and married up with the rest of the order by the girls who cut the prints from the roll and insert them into the wallets with their negatives. All that remains is for the price of the work — which will depend on the number of prints in the order — to be imprinted on the original order form and for an Azoflex copy of this order to be made. This copy accompanies your negatives and prints back to you. Ilfocolor 35 mm. film requires a different procedure because in this case the exposed film is posted back to Basildon by the user for processing. Each Ilfocolor 35mm. film has a prepaid reply label attached to the linen bag so that there is no postage to be paid. One of the immense advantages of Ilfocolor 35 mm. is the provision of the contact print strip included in the purchase price. These miniature prints enable you to see which of your exposures are most successful, so you will be able to order enprints or enlargements with complete confidence. After processing, the 35 mm. negatives are fed into the machine in 300-400 ft. rolls. The strips are printed on a roll of Ilfocolor paper which is processed in the normal way, on a giant continuous processing machine and passed to an assembly area. Here the strips are married up with the negatives, which by now have been separated and individually mounted in card mounts similar to those normally used for 35 mm. transparencies. Each of the mounts is numbered consecutively to match a similar number photographically printed against the appropriate frame on the contact print strip. The mounted negatives, together with a neat coil of prints, is then sealed in a robust box, little larger than that used for thirty-six transparencies, and posted back to the sender. |
||||||||||||||||||||
|
|
|
||||||||||||||||||||
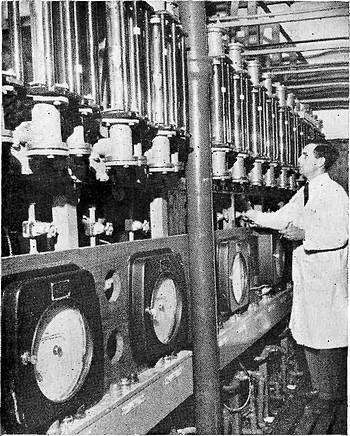 An Ilford technician checking the recirculation
and replenishment rates of the Ilfochrome processing machines.
An Ilford technician checking the recirculation
and replenishment rates of the Ilfochrome processing machines.|
|