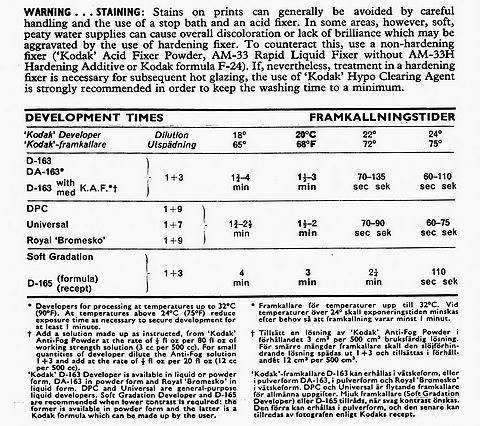
| Kodak Black & White Printing Paper, Films and Chemistry - by Michael Talbert |
| The images immediately below have been sent by Emmett Francois in Vermont, USA. They are scans from the January 1905 edition (Vol.VIII, No.1) of 'Camera & Darkroom Magazine', published monthly by The American Photographic Publishing Co; 361 Broadway, New York. The first image, left below, is the cover. The other three images are Eastman Kodak adverts which appeared in this edition. | |||
.jpg) |
.jpg) |
.jpg) |
.jpg) |
|
|
|
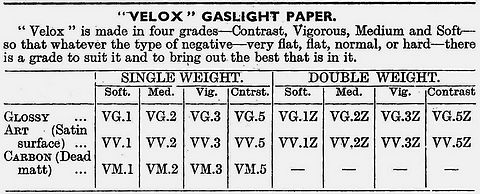
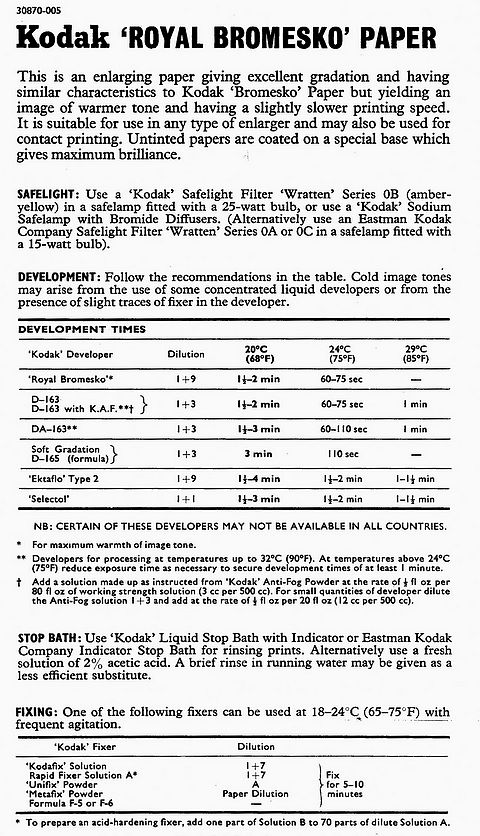
In the early 1970s Michael Talbert had worked as a black and white/colour printer/general studio assistant for a photographer who had used Kodak bromide papers since around the time of the 1946 paper codes changeover. He had a bookcase full of old Kodak paper boxes in which he stored his negatives, some of which had both codes printed on the labels. That’s what got him interested in the old codes for paper, and he decided to find out more. Kodak VELOX paper was a very slow printing paper, producing a blue-black image, suitable for contact printing only, where the negative is placed in contact with the paper to produce a print of the same size. Kodak discontinued the manufacture of Velox paper in 1968. By way of example of its coding names, before & after 1946: Velox WVL 3 S = White Velvet Lustre, Hard, Single weight. Pre 1946: V V 3 = Velox Velvet Vigorous, single weight. Kodak BROMIDE, BROMESKO
and ROYAL BROMESKO papers
were fast enlarging papers, suitable for use with any type of
black and white enlarger. They could also be used for contact
printing. Bromesko produced a warm-black image. Its first
mention is in the British Journal Of Photography Almanac for
1938, within the Kodak Adverts. About 1940 it was available in
6 surfaces, and by 1946, when Kodak changed their coding
system (see below), it was available in Glossy, Velvet, Matt,
Rough Lustre, and Fine Lustre. Later there was a Cream base,
coded CFL 3D; a brownish red colour base, like a sepia toned
print. The paper was also made on White and Ivory (a yellowish
white) bases. Kodesko is another paper Michael Talbert has found reference to. It was a warm toned paper manufactured by Kodak in the 1930s, before Bromesko. It was unusual in that it had a parchment-like quality and was semi-translucent. The 1933 Kodak Professional Catalogue states that prints could be mounted onto a light coloured backing paper. When the print was held over a light, it “glowed”, taking on the tones of the backing paper. Maybe that is where the name Bromesko originated. Royal Bromesko paper was introduced in 1962 and discontinued in the late 1970s. It was an enlarging paper giving a warmer image tone by direct development in Kodak D-163 developer than Bromesko paper processed in the same developer. For maximum warmth, Kodak “Royal Bromesko” developer produced an almost brown and white image on Royal Bromesko paper. It had a slightly lower printing speed than Kodak Bromide or Bromesko papers. It could be handled under a Wratten Safelight filter Series OB. VELOX, BROMIDE and BROMESKO; Naming & Grading Pre-1946 Prior to 1946, Kodak’s grading system and paper
nomenclature were a complete muddle ! By way of example of coding
names, before & after 1946: Bromesko CFL 2 D = Cream Fine
Lustre, Normal, Double weight. Pre-1946: 47 Z = Cream Lustre,
Medium, Double weight. NIKKO is an early trade name for Kodak Glossy Bromide paper (in the UK). It is uncertain when the name Nikko dates from, but it is listed under Bromide papers in a Kodak 1923 catalogue. It is believed the name is pre-WW1, if not earlier. For example; Nikko BG2 = Bromide Glossy Grade 2 (medium) single weight. Contrast Grades for Kodak
Bromide papers, early 1940s
(as far as Michael Talbert can establish) were: Contrast Grades after 1946. Kodak changed their coding system relating to paper grades, types of paper surfaces, for Bromide, Bromesko, and Velox papers in 1946. Nikko BG2 then became Bromide WSG 2S = White, Smooth ,Glossy, 2 (Normal Grade), Singleweight. The new coding system for Bromide, Bromesko and Velox papers stated Tint, Texture, Surface, Contrast Grade No. and Weight, in that order. Extra Soft = Grade 0; Only
made in Velox Paper at this time. In 1948-9 paper packing quantities were standardized
to 10s, 25s, 50s and 100s (rather than by weight or in dozens
or half-dozens of sheets) and Kodak changed their system so that
all surfaces and grades matched for Bromesko, Bromide and Velox
papers. The coding system
was e.g. Bromide, White Velvet Lustre, Normal Double Weight =
Bromide WVL 2D. The pre-1946 code was BV 2Z, Bromide Velvet Medium
Double Weight (the letter Z was used to indicate Double Weight). |
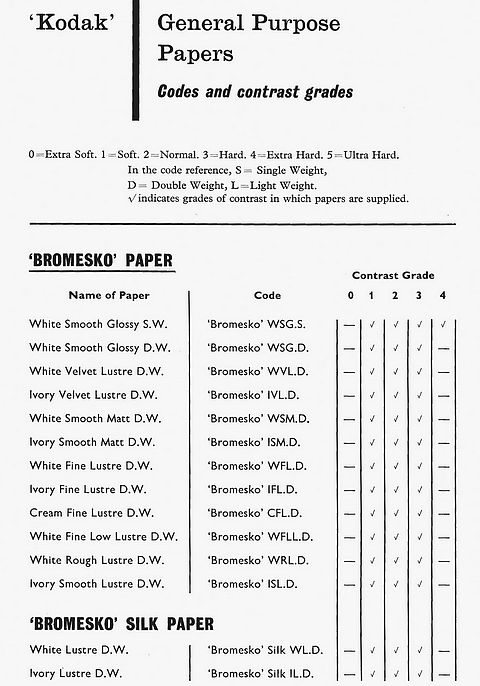
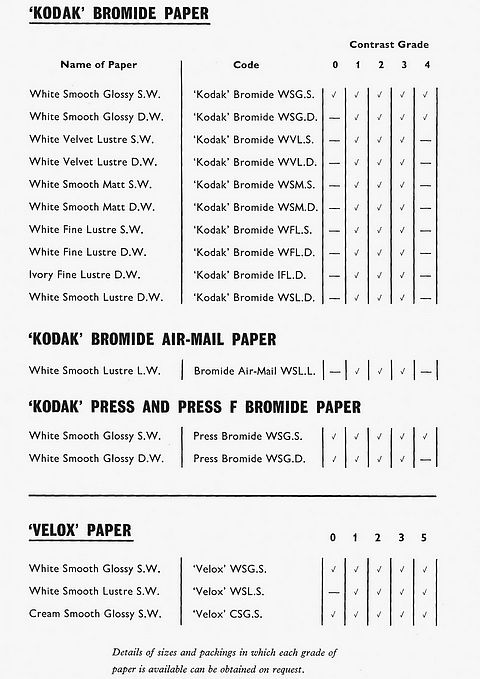
| Below are charts
showing the availability of Kodak black and white papers in February
1959. They are from a 22 page booklet 'Kodak Papers – for
every photographic purpose'. The surface 'White Fine Low Lustre' in the Bromesko range, was likely an identical surface to 'White Fine Pearl' in the Royal Bromesko range. |
|
 |
 |
.jpg) This
very early packet of Velox paper has been manufactured by either
“The Nepera Chemical Company” or by “Eastman Kodak
Company” of Rochester, New York.
This
very early packet of Velox paper has been manufactured by either
“The Nepera Chemical Company” or by “Eastman Kodak
Company” of Rochester, New York.
.jpg)
 Four packets of Velox paper dating
from the early 1920s. The Nepera trade mark has been replaced
by a Velox trade mark.
Four packets of Velox paper dating
from the early 1920s. The Nepera trade mark has been replaced
by a Velox trade mark.



 Packets
of VV-3 Velox Velvet Grade 3 Vigorous and VG-3 Velox Glossy Grade
3 Vigorous.
Packets
of VV-3 Velox Velvet Grade 3 Vigorous and VG-3 Velox Glossy Grade
3 Vigorous. By
1946, VV-3 became known as “Velox, White, Velvet, Lustre,
3 (hard grade) single weight”. Code: WVL 3 S
By
1946, VV-3 became known as “Velox, White, Velvet, Lustre,
3 (hard grade) single weight”. Code: WVL 3 S









|
|
|||
|
Bromide Paper; 1905-1910 Quoting from the Introduction to Brian Coe's excellent book 'Kodak Cameras - The First Hundred Years': "The Kodak presence in Britain had developed from the wholesale importing agency set up in 1885 (under William H.Walker). (This led to) .....the formation of the Eastman Photographic Materials Company in 1889, set up to manufacture and market (George) Eastman's products, (and) taking over the business and markets of the Company outside north and south America. At the factory at Harrow, then outside London, photographic film and paper were manufactured, and the developing and printing of customers' films was carried out". The Kodak Limited was formed in November 1898 and acquired the business of Eastman Photographic Materials Company, Limited. Interestingly, Kodak Limited still exists (May 2020). Gavin Ritchie tells me it is company number 59535, incorporated on 15th November 1898. Its original registered office was 43 Clerkenwell Road, London EC but by 6th June 1972 the registered office was Kodak House, Station Road, Hemel Hempstead, Herts. The present day registered office is Building 8, Croxley Green Business Park, Hatters Lane, Watford, Herts, WD18 8PX. Michael Talbert has an 8-page leaflet dating from the early 20th century (he estimates 1905-1910), not long after Kodak Limited had acquired the business of the Eastman Photographic Material Company. The first two pages of that leaflet are shown to the right. It contains information about Eastman's Bromide, Royal Bromide and Nikko papers, by then being sold under the Kodak, Limited name. it proclaims: |
 |
||
|
To the right is a bromide paper price list, taken from the same leaflet.
Likely dating from around the same time as the above, the leaflet below (left and right) is by courtesy of Staurt Allen. Apart from Bromide papers, it also gives information on Solio P.O.P and Transferotype papers. |
 |
||
 |
|
||
|
|
|||
| Kodak Platino Matt Rapid Smooth Bromide; pre-1911 | |||
|
An image of a Bromide paper packet sent to the author from Auckland Memorial War Museum, New Zealand. Kodak Platino Matt Bromide Paper. Auckland War Memorial Museum Tamati Paenga Hira. EPH-ARTS-2-3. The image has the Kodak address of 'Clerkenwell Road, London EC'. This was the address of Kodak Limited before the company moved to Kingsway (between Aldwych and High Holborn, London). It seems the building Kodak inhabited at No.63 Kingsway, London was built in 1911. Ref: The Construction Index from May 2021 reads “It was built in 1911 to house offices, store rooms, darkrooms, printing rooms, a shop and warehouse”. It was refurbished by Gilbert–Ash in 2021–22 and is known as “The Kodak” with an entrance from Keeley Street. Platino Matt Rapid Smooth paper is included in the 1905 – 10 price list (see above) at 3 shillings and three old pence (3s.3d = about 16p). It is not clear if the paper weight is single or double, or if it is the same paper as 'Platino Bromide' paper mentioned in the 1905-10 leaflet (above, right). It is listed in the 1922 catalogue (see below, left) as Platino-Matte, Rapid Smooth. Due to it showing the Clerkenwell address, it is probably safe to assume that this packet dates pre-1911. The date 4.21 on the packet which follows (see below) may mean it dates from April 1921 as this has the Kingsway address on it. Perhaps Kodak started printing the code dates on the labels when they were at Kingsway. |
|||
 |
|||
| Nikko Paper; c1921 | |||
|
The image below of a packet of a Kodak Nikko Bromide paper packet came from the 'Canterbury Museum' Canterbury, New Zealand. Michael Talbert saw the image amongst other pictures of Bromide packets and the museum agreed it could be reproduced on Photomemorabilia but required it to be acknowledged by way of the reference "Kodak Nikko Bromide Paper, Eastman Kodak Company. Canterbury Museum. Ref: PH/78.19. NZ. The packet may date from 1921 by virtue of it having B.P.134.10m 4.21 on the label. The numerals 1/3 written on the packet presumably refers to its price when new, being 1s/3d = 15 old UK pence; 6.25 new pence). This is 1.875d (old UK pence) per sheet. The 1905-10 price list (above, right) shows the same size Nikko paper (6½ x 4¾ inch=½ plate) but offers a dozen, i.e. 12 sheets, for 1s/6d (18 old UK pence). This is the equivalent of 1.5d (old UK pence) per sheet, hence cheaper than the 1s/3d pcket price. The 1922 price list, below right, shows 7 sheets being sold for 1s (no differentiation between Nikko and standard bromide), which is the equivalent of 1.714d (old UK pence) per sheet; still cheaper than the packet price, but much closer. Since Nikko is listed as being more expensive in the 1905-10 price list than standard bromide (maybe dependent on the amount of silver bromide used when coating the paper), its possible the 1922 price list of bromide papers under-estimates the price for Nikko paper. Also, since there is no indication of the weight of paper that was in the Nikko packet, there is little point in trying for too fine a comparison. The best that can be concluded is that the packet shown here most likely dates from the early 1920s and the (already suggested) 1921 date may be correct. The 1922 price list (on page 60; see below, left) describes Nikko paper as being "a glossy bromide with a highly enamelled surface. Gives very soft effects. Made in Mauve-White and Pink". The 'Enamel' surface type and 'Mauve-White' colouration, both fit the packet illustrated. The bracketed term (Rapid) after the Nikko name in the 1922 information, suggests a higher silver bromide content. |
|||
 |
|||
| Information and Prices of Bromide Papers in 1922 (Ref: Photographic Catalogue; W.Middleton Ashman & Co; 12a Old Bond Street, Bath; pages 60 and 61) |
|||
 |
 |
||
| Nikko Soft Grade Paper; c1930 | |||
  |
A box of Kodak single weight 'Nikko' Bromide paper in 'Soft' contrast grade. In the early 1920s the Kodak Professional catalogues described Nikko Bromide paper as “A glossy surface paper for rendering of fine detail. Specially suitable for Press work.” At this time, Nikko paper was made in one contrast grade only and the paper had a slightly mauve tint to the base. A separate Bromide paper with the name of 'Contrast' was obtainable in glossy, velvet, matt, and 'Permanent Smooth', being a semi-matt surface. Contrast paper was suitable for soft, under exposed negatives. By 1930, three contrast grades of Nikko were available in Soft, Medium and Contrast. The Contrast paper mentioned above was then included within these grades. It is thought that this box
of Nikko paper dates from when Kodak UK bromide papers were first
available in three grades and the introduction of sealing labels
showing a code for the type of paper surface together with a
grade number. Nikko had always been known as a glossy paper and
in the late 1930s this paper would have been known as 'Nikko
Soft BG-1'. Kodak bromide paper may have been produced in three
contrast grades from the late 1920s (perhaps 1929), and sealing
labels for papers printed with descriptions and grade numbers
may have originated around 1934.  References: Kodak Professional Photographic Apparatus
and Materials, catalogues 1923 and 1933. |
||
| Bromide Paper Code Table, 1939 (and 1935) | |||
|
Below is shown a table of Kodak UK Bromide Papers which could be purchased from Kodak in 1939. The table gives all the surfaces, paper contrast grades and codes with the grade numbers in single and double weight paper. This table is rare because the Kodak UK catalogues give no indication of any codes in the Bromide paper availability lists of the surfaces and contrast grades. The table equally applies to the Kodak Bromide paper availability in 1935, but in 1935 there were no Grade 5 (extra Contrast) papers obtainable apart from 'Nikko' BG-5 and BG-5Z. (Reference: Westminster Annual of Photographic Accessories 1939.) |
|||
 Contrast Grades: |
|||
| Kodak Bromide Papers BV-4 and BRW-4 Z; c1937 | |||
  |
  |
||
| Kodak Bromide Papers BRTF-1 Z, BRIWF-2 Z, BG-2, BV-2, BBS-2; c1938 to c1946 | |||
| Although these sealing labels are stuck onto 1940s design packets, they may be identical to late 1930s sealing labels. | |||
 |
Kodak Bromide enlarging paper BRTF-1 Z A bromide paper label dating from the 1940s. Bromide Royal Tinted Fine (grain) – Soft (1) Double Weight (Z). The base of the paper was a yellowish brown, and gave the impression of a sepia toned print. 'Tinted' and 'Cream' had almost the same coloured base, although the 'Cream' was slightly more red. The 'Tinted' base was only suitable for certain subjects, such as photographs taken under interior room lighting, sunsets, portraiture. Cream base paper began to look old fashioned by the late-1960s and Kodak withdrew their cream base papers about 1967. |
||
 |
Kodak Bromide enlarging paper BRIWF–2 Z A bromide paper dating from the 1940s. Bromide Royal Ivory White Fine (grain) – Medium (2) Double Weight (Z). This paper was available in
double weight only, in sheet sizes up to 20 x 24 inches,
and in bulk postcards. Manufacture ceased after 1946, but the 'Snow White Fine (grain)' and the 'Tinted Fine (grain)' tints and surfaces were obtainable in certain sheet sizes for a few years after 1946. 'Ivory White' was described as a paper “…………..between a cream and a white, and imparts just that warmth of tone to the average enlargement that is sometimes lacking in papers with a mauve-white base”. The Kodak glossy bromide paper
manufactured pre-1946, known as 'Nikko' paper, had a mauve-white
base. |
||
 |
Three labels from packets of Kodak Bromide paper dating from the late 1940s. The top label, BG-2, is Bromide Glossy (2), Medium contrast, single weight, known after 1946 as WSG 2S. (White Smooth Glossy, Normal, single weight).
The middle label, BV-2, is Bromide Velvet (2), Medium contrast, single weight, known after 1946 as WVL 2S. (White Velvet Lustre, Normal, single weight). This label has been altered from a label denoting “Double weight” paper, as the “Z” and “Double weight” has been crossed out. This is typical of paper manufactured during the “change over” period of labeling and quantities.
The bottom label, BBS-2, is Bromide Black Smooth, (2), Medium contrast, single weight, known after 1946 as WSM 2S, (White Smooth Matt, Normal, single weight). Below (scroll down six images) is a photograph of a later label, post 1946, of this surface in Soft grade, WSM 1S.
As best can be determined, Kodak “Crayon Black” Bromide paper was introduced in 1940 in Smooth, Natural, and Rough surfaces. The British Journal of Photography Almanac for 1941 describes the smooth surface as “An excellent material for medium sized prints which are to be handled a good deal”. Pre-1940, the paper was known as “Platino Matt Smooth”. In 1946, the name of the paper was changed to “White Smooth Matt” and was available on a single or double weight base in three contrast grades. Bromide White Smooth Matt and Bromide White Velvet Lustre were replaced by a new surface, “White Semi-Matt”, (WSemiM), in 1971. |
||
| Kodak 'Nikko' Bromide Paper, Extra Contrast, BG-5; c1940 | |||
 |
'Nikko' Bromide glossy paper, in single and double weights, became available in the 'Extra Contrast' grade shown left, here, in 1934. Extra Contrast was suitable for making prints from very soft, or under exposed negatives. Initially, the grade was available in 'Nikko' paper only, but by 1938 it had been extended to four other double weight Bromide papers (see Kodak Bromide Code Table, above). In 1946 the paper was renamed Bromide 'White Smooth Glossy, Extra Hard', (Grade 4) in single and double weights, with the codes WSG-4S or WSG-4D. This packet may date from 1940, the rear sealing label gives a number – 'P2 15540', possibly referring to May 1940. All types of Bromide paper were replaced by 'Kodabrome II RC' paper, a resin coated paper, in 1982. References: |
||
 |
|||
| Sealing Labels From Packaging Showing Code Changes; 1946 - 1950 | |||
 |
For a time after 1946, most Kodak Bromide and Bromesko papers carried labels with both the new codes and the old codes relating to the various surfaces. These pictures (left and below) show three such labels. The Bromide box shown to the left has the new code WSM 1.S – White Smooth Matt, 1 (grade) S (Single Weight). But its label also shows that, pre-1946, it was known as - Bromide Crayon Black, Soft, Single Weight. The old code gives it as BBS 1 - Bromide Black Smooth 1 (grade). The 'Smooth' is added to differentiate this particular surface between 'Crayon Black Natural' and 'Crayon Black Rough', two surfaces of Bromide paper sold pre-1946. Bromide papers made prior to 1946 were never made in Grade 3 Vigorous. Hence, e.g. when the new codes for Bromide paper were introduced in 1946, 'Nikko' Bromide paper BG 4 Contrast (see below) became WSG 3.S (White Smooth Glossy, Hard, Single Weight). There was never a code of Bromide BG 3 or BG 3.Z |
||
 |
 |
||
| Bromide Instruction Sheets, 1938 to late 1940s | |||
 |
The instruction sheet to the left dates from 1938. This instruction sheet comes from a Kodak Bromide paper packet 'Bromide Royal White, Grade 4, (Contrast) Double Weight' (BRW-4Z). It was printed in January 1938, by reference to the number printed at the bottom left of the sheet – P.F. 300138. The instruction sheet unfolds to reveal instructions printed in 12 languages. The Kodak D-157, which is recommended for developing Kodak bromide paper, was an early version of the Kodak Bromide paper Developer D-163, also known as Kodak 'Special' Developer. The sheet shows the Kodak formulae
for Developers D-157 and D-162. |
||
|
It shows the Kodak formula for Kodak D-163 Developer, which has slight chemical changes compared to the previous D-157 developer. It also give the Kodak formula for D-170. The sheet is printed in four languages.  |
|||
|
Below is shown a 3rd Bromide
paper instruction sheet. It has been divided into two halves
(below left and right) for convenience of display. The uncertainty about the printing
date of this sheet arises from the last paragraph, which reads:
Glazing. 'Nikko' (glossy) bromide paper ........etc. Hence the difficulty in dating this instruction sheet accurately. |
|||
 |
 |
||
| Kodak Bromide Paper WSL 1.S; 1947-1949 | |||
 |
This box design, with its red and black parallel lines, dates from 1946. The two pictures (left) show a box of WSL 1.S paper, White Smooth Lustre, Soft Grade, Single Weight, made by Kodak Ltd; UK. It was available in this form from 1947 to 1949. The surface may have been identical to a Bromide paper known as “Permanent Smooth” single weight, manufactured with this name at least since the 1930s. In the UK Kodak Professional Catalogue for 1923 the paper was listed as “Permanent”, obtainable in “Rapid and Slow Smooth” and “Rapid Rough” surfaces and speeds. By 1930, the paper was known as “Permanent Smooth”, described as a “rapid natural surface paper with a slight sheen, made in single weight only”. At some time between 1943 and 1946 the paper was marketed as “Bromide Velvet Smooth”, as shown on the packet's rear label (see left; lower of the two) as “Previously known as:- Bromide Velvet Smooth, Soft BVS 1" The name of the paper changed again in 1946 to “White Smooth Lustre” obtainable in single weight only. The paper was also marketed from 1946 as "Bromide Royal White Smooth Lustre” (WSL) in double weight only plus two more paper base tints, Ivory (ISL) and Cream (CSL), and there was an “Air Mail” version, “Bromide White Smooth Lustre, Light Weight”, made with an extra thin base to save on weight and the photographs could be folded without damage. By 1949, the single weight version was no longer manufactured. In 1951, the paper became known as “Bromide White Smooth Lustre”, the “Bromide Royal” series of papers and the Ivory and Cream base tints having been withdrawn. “Bromide White Smooth Lustre” in double weight remained on the market until 1970 when replaced by “Bromide White Semi Matt” (WSemiM), a paper with an almost matt surface with a very slight sheen. Velox paper was obtainable in “White Smooth Lustre” surface from 1959 to 1961, and Bromesko paper, “Ivory Smooth Lustre” (ISL) was manufactured in mainly continental sizes from 1958 to 1961. In 1962, the new “Royal Bromesko” paper was obtainable in “Smooth Lustre” surface in White and Ivory base tints (WSL and ISL). |
||
 |
|||
| Packaging Change From Brown/Grey to Yellow, WSG 2.S and IFL 2.D; c1953 | |||
  |
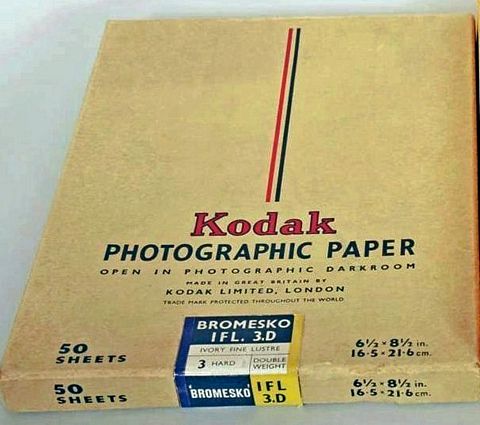
The Bromide WSG 2.S box (the left most of the two shown alongside; the upper of the two in the enlarged section) is of a design that dates from 1946. The box shown must be an early box of this design as the sealing label (underneath the box) still has the 'change over' code printed on it – 'Nikko' Medium – BG-2. It is believed that 1953 was the year that Kodak, London, introduced the yellow packaging for their black and white printing papers. Thus, the Bromide IFL 2.D box (Ivory Fine Lustre; the right most of the two shown alongside; the lower of the two in the enlarged section) dates from approximately 1953 to 1958. The red and black vertical line design was changed in 1959 to two offset rectangles that read 'Kodak' and 'Photographic Paper' (see the box of Bromide WSG 1.S further below). In the 1950s and 1960s, Kodak Bromide paper was generally made with a white base. The 'Fine Lustre' surface was the only surface in the Bromide range made with an Ivory tinted base. By 1969, the Ivory tinted paper was no longer sold in the Bromide range of papers, although Kodak continued to make Bromesko Ivory Fine Lustre paper until the mid 1970s. |
||
| Bromide Instruction Sheet 1952 | |||
|
The instruction sheet shown below (front and back) is for Kodak Bromide paper, dated October 1952 – Ref. No. on bottom left on page 2; PF1052 RL201. Since 1950, a new safelight filter, Wratten Series OB, a lime-yellow colour, had been in use replacing the Wratten Series OA filter, coloured olive. The Wratten Series OB filter was suitable for Bromide and Bromesko papers. Kodak was now recommending 68°F (20°C) as the correct temperature for developing Bromide and Bromesko papers in their paper developers such as D-163. The formula for D-170 was still being printed in the instruction sheet, but gradually Kodak 'Universal' liquid developer was replacing D-170. |
|||
 |
 |
||
| Whiter White Paper Base, Advert; 1953 | |||
 |
but also to Bromesko and Velox papers. |
||
| Packaging Change; Two Offset Rectangles; From c1959 | |||
 |
The red and black vertical line design on the boxes shown in the images of the WSG 2.S and IFL 2.D boxes, above, changed in the UK in the late 1950s to one where 'Kodak Photographic Paper' was printed in two rectangles, see alongside and below. A very similar design was used by Eastman Kodak in the USA, from the late 1940s. In the 1950s and 1960s, Kodak Bromide paper was generally made with a white base. The 'Fine Lustre' surface was the only surface in the Bromide range made with an Ivory tinted base. By 1969, the Ivory tinted paper was no longer sold in the Bromide range of papers, although Kodak continued to make Bromesko Ivory Fine Lustre paper until the mid-1970s. The rear labels of these two boxes can be seen below; WSG.1S (left; mid-1950s to early 1960s) and WSG.3S (right; early 1960s).  |
||
 |
 |
||
| Packaging Change; Horizontal Red and Black Bar; From mid-1960s | |||
 |
The box and packet design dating from the mid-1960s to the mid 1970s.  |
||
 |
 |
||
| Bromide Instruction Sheet 1967 | |||
| Below is shown a Bromide paper instruction sheet dated 1967 (inferred from PF 4-67 at the left hand bottom of the page). The original sheet has been scanned in two halves (below left and right) for convenience of display. | |||
 |
 |
||
| Packaging Change; Large Red Rectangle; From mid-1970s to 1982 | |||
| The right hand
box (WFL.3S in the pictures below) was the design from the mid-1970s. Then, the 'Notice' (conditions of sale information) was omitted from the box front design about the end of the 1970s. See the WSG.3D box below left and further below left for the 'Notice' text. In the final design to 1982, the word 'Photographic' was omitted in the box front description 'Kodak Photographic Paper'; see last box image, right. Boxes and packets bearing the last two designs were used concurrently. |
|||
  |
 |
||
 |
 |
||
|
Bromide Air Mail Paper Bromide Foil Card
Paper Bromide Air-Mail and Foil Card were available in Soft, Normal and Hard grades, also the various Royal Bromesko and Bromesko (ISL) paper. |
|||
| Extreme Contrast Grades | |||
|
Soft Grade 1 and Extra
Soft Grade 0 In the 1930s, an Extra Soft, or 'Grade 0', was available in Kodak Velox paper in two surfaces, Glossy and Art = semi-matt, in single and double weight paper. In 1946, Glossy became White Smooth Glossy, and Art became White Velvet Lustre, in single weight only, coded WSG 0S and WVL 0S. In 1940, Kodak Press Bromide paper was listed in the Kodak catalogue as having five grades of contrast = Soft, Normal, Medium, Contrast and Extra Contrast. Press Bromide paper was designed for processing and printing under 'rush' conditions, and was described as having 'exceptional latitude'. From 1946, when Kodak in the UK changed their paper grading system, Press Bromide paper continued to be made in five contrast grades, but now the previous Soft Grade became Extra Soft = Grade 0, Normal became Soft = Grade 1 and Medium became Normal = Grade 2. This was a more logical contrast range description, running from 0 = Extra Soft to 4 = Extra Hard in a glossy surface only, coded WSG 0S to WSG 4S, meaning White Smooth Glossy, contrast grade number, Single Weight. By the mid 1950s, the regular Kodak Bromide paper was being sold in the same five contrast grade range in the glossy surface only. The Grade 1 = Soft grade was manufactured in most surfaces and weights of Kodak Bromide, Bromesko, Royal Bromesko, and Velox papers, but Grade 0 = Extra Soft was confined to Bromide Glossy, mainly in single weight, and then only made available in certain sizes and quantities. Manufacture of Kodak Bromide paper in all grades ceased in 1982; to be replaced by Veribrom and Kodabrome II papers. The Extra Soft grade was obtainable in five paper sizes, single and double weights, up until the 1982 withdrawal of Bromide paper. |
|||
 |
 |
||
| Below is shown front and back of an advertising leaflet for a new grade of extra soft contrast Bromide paper, Grade 0. The leaflet is believed to date to March 1956. | |||
 |
 |
||
 |
Boxes of Soft Kodak Bromide paper, dating from the early 1970s WSG.0D = White Smooth Glossy, Grade 0 Extra Soft, Double
Weight. WSemi-M.1D = White Semi Matt, Grade 1 Soft, Double
Weight. WSemi-M recorded fine detail well, and prints could be retouched easily. The surface was slightly more matt than the “N” lustre surface in Kodak's range of colour printing papers. The paper was also available in single weight. |
||
|
Grade 1, Special Contrast WSG.1 S The paper was available in sizes from 6½ x 4¾ inches to 10 x 12 inches. The labels from a 100 sheet box can be seen below. Grade 1 Special never really caught on. Kodak withdrew the paper from the market in 1972 and the grade was never reinstated. The author comments: |
|||
 |
 |
||
|
Grade 4 Extra Hard Bromide Grade 4 was intended for printing from negatives that produced prints of too low a contrast when printed onto a Grade 3 (Hard) paper. It’s use was mainly for making prints from extremely soft negatives, or very under exposed negatives. It was used extensively in printing 'Press' photographs, where there may not have been time to take an exposure meter reading and where the best possible print has to be made from a badly under-exposed negative. In the late 1950s, Kodak UK
made two types of Bromide paper for Press photographs: A price list for September 1974 shows that Press F was obtainable in nine sizes in single weight but only three sizes in double weight, whereas Bromide paper was listed in 16 sizes in single weight and 11 in double weight. Press F paper (only) was also available in two metric sizes – 12.7 x 17.8 cms. and 18 x 24 cms. plus a 6 x 8 inch size paper in boxes of 250 sheets, minimum quantity. By this stage Press F was not obtainable in Grade 0 in any size, but Bromide paper was available in Grade 0 in many sizes. Kodak Bromide Grade 4, Kodak Press Bromide and Press F Bromide were never manufactured in any other surface apart from White Smooth Glossy – WSG. It is likely that the ordinary Kodak Bromide paper replaced Press F Bromide in the mid to late 1970s. Grade 4 Bromide continued to be available for sale in single and double weight until the demise of Bromide paper in 1982. The front and rear labels (below) are from a package that dates from the late 1960s. References: Kodak Professional Catalogues 1940, 1955 paper section, 1957, 1960, 1961, 1974, 1978. Kodak Dealer catalogue 1937. 'Kodak Papers' booklet 1947. British Journal Photographic Almanac 1939, 1940, 1941. |
|||
 |
 |
||

|
|
|||
| Two Early Prints on Royal Bromide Paper ~ c1910 | |||
|
The picture below (right) came into the possession of Peter Vaughan's father when he took over running a chemist's shop during the 1960s. It is now held in Peter's possession and he has given permission for it to be displayed here. He says "It is behind glass, so please excuse the reflections". It was taken using a No.4 Cartridge Kodak using a wide angle lens and "Enlarged upon Eastman's Royal Bromide paper". The No.4 Cartridge Kodak was manufactured from 1897 to 1907 (Ref: Brian Coe). It took a large roll film with a 5” x 4” format. A label on the reverse of the print (see below, left) tells us that the frame and contents are the property of Kodak, Limited, successor to the Eastman Photographic Materials Co.Ltd; "It is particularly requested that the exhibit be promptly returned to Kodak, Limited, when required by them". Seemingly, Kodak never asked for the print's return and by the 1960s it had ended up in the chemist's shop owned by Peter Vaughan's father. There is no date on the label, but by combining the manufacturing date of the camera used and Michael Talbert's information (above) it could be 1910 or a few years earlier. |
|||
 |
 |
||
| Another early
print on Kodak Royal Bromide paper, perhaps from a silmilar era
to the picture above, pre-WW1. This one is owned by Gavin
Ritchie and shows a scene believed to be from the Henley Regatta. Henley Royal Regatta is a rowing event held annually on the River Thames by the town of Henley-on-Thames, England. It was established on 26th March 1839. |
|||
 |
|||
|
In the 1905-10 leaflet (above) it says "Royal Bromide Paper
is an antique cream tinted paper, with a surface like hand-crafted
paper, and is of such substance that, for many purposes, mounting
is unnecessary". Before 1940 the range of Bromide Royal paper consisted
of a range of four variants: After 1940 (Taken from the British Journal Photographic
Almanac, 1941). Michael Talbert comments: "What a mix up of Bromide papers! No wonder Kodak wanted to introduce a new coding system for their Bromide papers in 1946!" |
|||
| Bromide Royal Paper from 1946 | |||
 |
Kodak Bromide Royal Paper BRTF-2 Z The images alongside are the front and back labels of a pack of 10 sheets of 10 x 8 inch bromide BRTF-2 Z. Kodak Bromide paper BRTF-2 Z = Bromide Royal Tinted Fine (grain), (grade) 2 (medium), Z (double weight). This paper is likely to date from 1946 until the early 1950s. After 1946, most Kodak printing papers were packed in quantities of 10, 25, 50, and 100 sheets in boxes or packets. Before this time, small sizes of paper were graded by weight and larger sizes were packed in multiples of a dozen. The paper has an extremely fine grain matt surface with a yellow base. Medium grade was for printing with normal contrast negatives. The original packaging quantity and size have been over-printed. The packet was originally intended to hold 6 sheets of 11½" x 8½" paper at the pre-1946 quantity of ½ dozen (i.e. 6) sheets. It was then changed at some point to a different size, 10 x 8 inches, with the new 10 sheet quantity specified. This particular type of Bromide paper was sold in the late 1940s in boxes and packets printed with the red and black vertical line design (see picture, below, of Bromide Royal box coded BRSWF2-Z). The sealing label and paper variety codes were never changed to the new coding system. |
||
 |
|||
 |
Kodak Bromide Royal Paper BRSWF-2 Z The Kodak Bromide Royal paper 100 sheet box has a sealing label which was in use prior to 1946, although the box dates from 1946 onwards. In that year Kodak London introduced a new coding system for their Bromide, Bromesko and Velox papers stating Tint, Texture, Surface, Contrast Grade No. and Weight, in that order. BRSWF 2.Z – translates as Bromide, Royal, Snow, White, Fine (grain), 2 (grade), Z (Double Weight). The other surface which was
never labeled with a new code was: In the Bromide range of printing papers at least 10 different surfaces and tints were labeled with the new codes. Another two, not included in the 10, kept their old codes and the boxes and packets were sealed with the previous pre-1946 labels – such as shown on the rear label of this box of BRSWF-2 Z. In July 1953, Harringay Photographic Supplies, surplus photo material dealers, had a half page 'spread' in “Amateur Photographer” magazine offering for sale “Kodak Royal Bromide“ papers in both the above surfaces. Four paper sheet sizes, plus rolls, were listed at vastly reduced prices. It is likely that the paper would have been out of date by 1953. See Information Tables, below 'Kodak Papers', one of a series of Kodak Photographic Handbooks, the first edition, published in 1946 and printed in January 1947, includes a list of Bromide papers that were available or becoming available at that time. Two Bromide Royal papers, BRSWF-2 Z, and BRTF-2 Z were still being sold in contrast grades of soft, normal, and hard (see Table below, left). An insert for this Handbook (see Table below, right) shows the actual photographic papers obtainable in March 1947, including Bromide Royal. The Bromesko papers became 'White Fine Lustre' and 'Cream Fine Lustre', and the Bromide 'Silk' finish papers were being made only as Bromesko paper by 1949. In the third edition of 'Kodak Papers', Handbook published in 1949, the two Bromide Royal papers, with the old surface and grade codes, were omitted. It is thought that they were no longer manufactured. References: |
||
 |
|||
 |
 |
||
 |
Kodak Bromide Royal Paper IRL 1.D IRL 1.D translates as Ivory Rough Lustre, 1 (grade = Soft), Double Weight. 'Smooth Lustre', 'Fine Lustre' and 'Rough Lustre' surfaces were manufactured from 1946 in White, Ivory and Cream base tints, on a double weight base, in three contrast grades, Soft, Normal and Hard, in the range 'Bromide Royal' paper. All other surfaces, base tints, and weights were known as 'Kodak Bromide'. As far as is known, by 1952 the use of the word 'Royal' had lapsed and the 'Rough Lustre' surface was only included in Kodak’s 'Bromesko' range of papers, as can be seen on the label (below) WRL 3.D. From 1952, all surfaces, base tints and weights of Bromide paper were labeled 'Kodak Bromide', see bottom label, WFL 1.D. Packets and boxes of 'Bromide
Royal' paper with the post-1946 coding are now extremely rare.  |
||
 |
|||
|
|
|||
|
The following images of a box of Kodak Libra paper were sent (Feb 2020) by Trevor White. He asked whether the authors of Photomemorabilia might know anything about Libra enlarging paper. He couldn't find any reference to it on the Internet except that Kodak are now using the name for Litho' plates. The box originally contained 100 sheets of 10"x8" grade 2 glossy doubleweight and the batch code on the side is 37741-02-15. Subsequently, Trevor heard from Erin Fisher and Todd Gustavson, both at the George Eastman Museum, who found reference to this name of paper relating to a Jesse Crittenden Ireland, trading as the 'Libra Company' of 16 Dorest Street, Salisbury (though a reference within Chemist and Druggist, for 21st May 1910, p45, gives the same address but as being in London). J.C.Ireland was applying to trademark the name "Libra" at that time, with an application number (?) of E.G. 321,403. The reason why the Libra paper should be in Kodak packaging seems uncertain, though it may have been manufactured by J.C.Ireland and Kodak marketed it. Erin Fisher also commented that the style of the box and design look to be around 1910 compared to other examples in the collection. But there remains uncertainty whether the 1910 J.C.Ireland Libra paper is the same as the Kodak Libra paper shown below. Michael Talbert commented:
Overall, this author was inclined to a conclusion that the Kodak Libra box (below) dates from the mid to late 1930s, the same age as the Bromide BRW-4 Z packet (above) with just “Kodak” printed in black. This was apparently confirmed by a discovered price list, see below the box pictures, dating to March 1936. Why Libra paper doesn't appear in any Kodak catalogues remains a mystery. |
|||
.jpg) |
.jpg) |
||
.jpg) |
.jpg) |
||
| Below is shown a price list for Kodak Libra paper, dating from March 1936. | |||
.jpg) |
.jpg) |
||
| Stuart Allan recently (August 2024) noticed the above entries for Libra paper on this website, while he was looking for information on a Libra paper box in his possession. He says "I have a box (that once held) postcard paper which is different to the box design you have for the 10 x 8 inch paper" (see above). "I think the box I have could be earlier in date". | |||
|
At the bottom left of the label
it reads B.P.244.2.10.27. I have a box of 10 x 12 inch Kodak UK Bromide paper labelled 'Nikko Soft' but with no code on the sealing label. A later box would have had a label reading Nikko BG-1 i.e. Bromide Glossy grade 1; NIkko was an early Kodak UK trade name for Glossy Bromide paper. Its likely that the Libra box to the left dates from the same time, as there is no sealing label code, just Vigorous stamped onto the top of the box. Compare this to the Libra box shown above, believed to date mid to late 1930s, which has the code LG-2 Z. In the 1923 Kodak catalogue there are no contrast grades stated for Bromide papers, though there is a bromide paper listed separately as 'Contrast Bromide'. No paper is listed as 'Soft' grade. In the Kodak book 'How to Make Good Pictures', published c1927, Nikko paper appears, but again with no contrast grade. 'Contrast Bromide' is again listed, separately. In the British Journal of Photography Almanac (BJPA) for 1931, Kodak Bromide paper is (by then) advertised in Soft, Medium and Contrast grades. So the Libra box (and Michael's box of 'Nikko Soft') may date from a rime when different contrast grades were first being made and labels wre starting to show a grade and surface. Its likely sealing labels would have shown codes for paper contrast and surface by 1935. Putting all the above together, the likely date range is late 1920s to 1934. So, the label's code B.P.244.2.10.27 posssibly does refer to October 1927. |
|||
  |
|||
|
Below is shown a Kodak Libra box that looks of similar age to the Libra 8 x 10 inch box shown above (first Libra entry). It has the same surface but a different contrast grade. It contained 250 sheets of Postcard size (3½ x 5½ inch) double weight paper. The paper had a gloss surface and its grade was 'Contrast', Grade 4. The paper code, LG-4 Z = Libra Gloss, Grade 4 (Contrast), Z = Double Weight. The box may date between 934 to the late 1930s. The number 1d 15934 can be found printed at the bottom left of the sealing label fixed to the side of the box (as shown enlarged below). This may denote September 1934 (last three figures). The March 1936 price list (see above) for Libra paper gives no price for 250 Post Cards, so it may be assumed that the quantity of 250 was either made to special order or that the 250 sheet quantity was not available at the time the price list was printed. It is interesting to note that by March 1936 (and perhaps by 1927 - see box belonging to Stuart Allan, above) Libra paper was available in four grades of contrast and in three surfaces, whereas Kodak Bromide papers were obtainable in only three grades of contrast, apart from Nikko Glossy. There must have been perceived a noticeable 'gap' in the available contrast grades between 'Medium' and 'Contrast', leading to the production of a 'Vigorous' Grade 3. Velox 'contact' paper grades were more evenly spaced from 'Extra Soft' to 'Extra Contrast', but it should be remembered that in the 1930s many professional photographers were exposing onto glass plates of 6½ x 8½ inches or even 8 x 10 inches. Subsequent prints would have been (mostly) made by contact printing their glass plate negatives directly (by contact) onto Velox paper, which was obtainable in several surfaces and six contrast grades and in very large sizes of paper. |
|||

 |
  |
||
|
|
|
|
Origins of Kodak Bromesko
Paper In 1937, two Kodak Bromide
papers, viz: 'White Royal' with a code 'BRW', and 'Fine Grain
White Royal', code 'BRWF', were capable of producing a very slight
warm toned image due to their ivory coloured base. Although the
papers were termed as 'white', the base colour was very slightly
yellow. The base colour of other Bromide papers were pure white,
and these papers produced a cold black neutral coloured image
tone by direct development. Five varieties of Bromide paper were
manufactured with a 'cream' base, and the finished prints had
a definite yellowish-red colour. This base colour was found suitable
for certain types of subject matter, such as ones taken under
low levels of illumination, or summer landscapes. Bromesko paper yielded a warm black image tone on a white base paper, and the warm black image could be further enhanced by printing onto an 'Ivory White' base. To begin with, there were also five varieties of 'Cream' based paper for special effects; already part-way to producing a sepia toned print. By the early 1950s, only two surfaces were manufactured with a 'Cream' base although a glossy surface cream based paper was an addition for a short time in the late 1950s to early 1960s. Bromesko had a speed to match Bromide paper, which made the paper very suitable for making enlargements using almost any type of enlarger, without having to resort to using a very powerful light source or very long exposure times. When developed in either Kodak 'Special' D-157 developer, or the then new formula Kodak 'Special' D-163 developer, the paper produced a warm black toned image. At the time of the introduction of Bromesko paper, two print developers were also introduced for increasing the warm tone effects of the paper. Bromesko No.1 Developer gave a much greater warmth of tone compared to the two 'Special' developers. Bromesko No.2 Developer produced a slight warm tone, somewhat less than No.1 but still more than the two 'Specials'. To begin with, both the No.1
and No.2 Developers were made available in liquid form in 8 fluid
ounce and 20 fluid ounce bottles to be diluted 1+2 with
water to make a working solution. By 1940, both of these developers
became available in powder form, No.1 to make 1½ gallons
and No.2 to make 1 gallon. These were working strength solution
volumes in both cases. By 1944, Kodak UK marketed the two developers
as D-156 'Warm Tone Developer' in powder form and D-166 'Extra
Warm Tone Developer' in powder and liquid form. The D-156 Warm
Tone Developer was withdrawn from the market in 1969. The D-166
Extra Warm Tone Developer was no longer available by 1959 but
it is thought that the product was reinstated in 1963, but renamed
as 'Kodak Royal Bromesko' liquid developer specially for developing
Royal Bromesko paper. At the time of the Bromesko
papers introduction, the paper was available in six surfaces,
three surfaces in single weight and all surfaces in double weight.
Initially, the paper was made available either with a 'soft'
(low contrast) grade or a 'medium' (contrast) grade, but by 1938
an additional 'Contrast' (hard contrast) grade became available,
suitable for making prints from low contrast negatives. The left
hand table below, dated 1937, shows the surfaces and contrast
grades when Bromesko paper was first introduced. A new series of Bromesko papers
was introduced in 1946 with some different surfaces and identification
codes. The right hand table (below) shows the surfaces and contrast
grades available in 1947. The 'Cream Smooth Matt' and 'Cream
Velvet Lustre' surfaces were withdrawn by about 1951 and (at
that time) all the 'Double Weight only' surfaces became also
obtainable on a white base, not just ivory or cream. The code for 'Contrast' grade was donated by a 6 as the first figure in the paper code e.g. Cream Lustre Contrast Double Weight - 67Z. The 1937 table (below left) shows that the first figure in the code for 'Soft' grade was a 2, and for a 'Medium' grade it was a 4. In 1937 it was advised to handle
Bromesko paper in the darkroom under the same safelight conditions
as Kodak Bromide papers. At that time the recommended safelight
filter for Bromide papers was a 'Wratten Series OA' filter (olive
green), suitable for all 'Wratten' darkroom lamps. By the late
1940s, certainly by 1947, a 'Wratten' safelight filter 'Series
0' (orange) was advised in the February 1947 Bromesko paper instruction
sheet. The sensitivity of the paper may have been changed to
make it more sensitive to green light (it is not known why),
and the original 'OA' filter may then have caused slight fogging
of the paper. The 'Wratten Series 0' filter had been in use for
some printing papers prior to 1934. The Series 0 was a darker
coloured filter compared to the OA and photographers soon complained
it was difficult to judge the density of the developing print
in the developer dish under this filter. By 1950, Kodak UK introduced
a new safelight filter for both Bromesko and Bromide papers,
a 'Wratten Series OB'. The 'OB' was a 'lime yellow' colour, giving
a much brighter light in the darkroom. The Series 0 then became
obsolete, but the nearest equivalent in colour was the Ilford
safelight filter 'S 902', described as 'light brown' in
colour, though to the author’s eyes it looked much more
orange than brown in the darkroom. This was the safelight filter
recommended for Ilford Bromide and Plastika papers. |
|
 |
 |
|
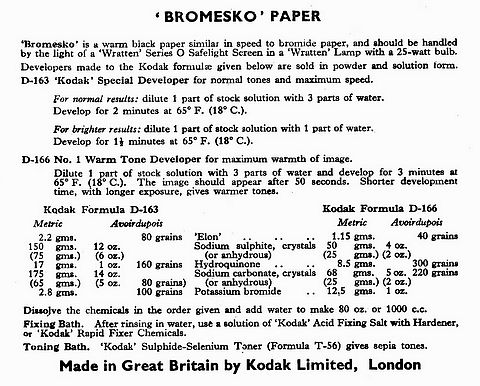
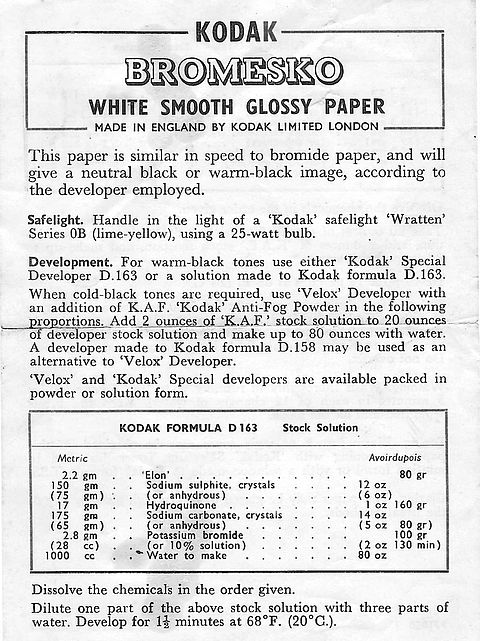
Bromesko
Trial Packets of Paper No. 1 packet contained four
sheets of surface 46 Z (White Lustre), four sheets of surface
47 Z (Cream Lustre) and four sheets of surface 48Z (Ivory White
Lustre), all in Medium contrast Grade. The size of the paper in all
packets was Whole Plate i.e. 6½ x 8½ inches.
The paper was Double Weight (Z), and the price of each packet
in 1939 was 3/- (Three shillings= 15p in decimal currency). |
|
|
|
|
 |
Kodak Bromesko 67 Z At the time of its introduction, Bromesko paper was sold only in Soft and Medium Grades, but by 1938 a 'Contrast' Grade also became available. Thie label alongside dates from the mid-1940s and shows the code for 'Bromesko Cream Lustre' (tint and surface) in the 'Contrast' grade and Double Weight (Z) paper. In 1946, 'Cream Lustre' became 'Cream Fine Lustre' and 'Contrast' became Grade 3 Hard. The new coding after 1946 was CFL 3.D (D = double weight paper); for similaar, see below. |
 |
Kodak Bromesko CFL 1.D This is a packet of Bromesko enlarging paper of similar "Cream Fine Lustre" as above, but with a post-1946 label. The label shows the new code
for Grade 1 (Soft). The pre-1946 code for 'Medium'
Grade was Bromesko 47Z. |
 |
Packet of Bromesko paper made in Germany Found on the German ebay site, it's difficult to be specific about its date of manufacture because of the coding system used. It was made in Berlin, SW 68 and has the UK pre-1946 code for its surface and grade i.e 47Z = Cream Lustre, Medium (contrast), Double Weight. In German, it is labelled Creme Seidenglanz = Cream Silk Gloss, possibly because there was no equivalent Agfa black and white paper with the same surface. It’s also odd that the (contrast) grade is termed “Normal” rather than “Medium”. The packet may be about 75 years old (in 2023) but the author isn't sure, especially as Kodak in Germany may have been using the older coding system for their Bromesko paper after 1946. The UK Kodak equivalent surface and grade post-1946 was “Cream Fine Lustre, Normal, Double Weight”, or CFL.2D.  |
 |
Bromesko Packaging, 1946 It is thought that these two whole plate size packets date from 1946. Both packets have two black vertical lines and the name 'Kodak is an outline in black. This was the original design for boxes and packets in the new range of UK made photographic papers introduced in 1946. Their rear sealing labels can be seen below their front images. Both rear labels show the names
and codes for the previous range of Bromesko papers. The yellow label was to denote Grade 3 (Hard) paper on the WSG 3.S packet. The colour of all Grade 3 labels was changed to purple in the early 1950s. Kodak were quick to colour one line in red, and 'fill in' the word 'Kodak' in red, certainly by 1947, see the pack of Bromesko IFL 3.D, further below left. Eastman Kodak, at Rochester USA, had started printing this 'red' design onto their boxes of photographic paper before the end of World War II The 'red and black' photographic paper packaging design lasted until the late 1950s. |
 |
This sealing label, for a packet of CFL 1.D paper, is contemporary to the CFL 2.D packet and its rear label that can be seem to the left. The previous Bromesko 27Z Cream Lustre Soft DW had now become CFL 1.D  |
 |
Bromesko IFL 3.D and WSG 2.D 1947-1953
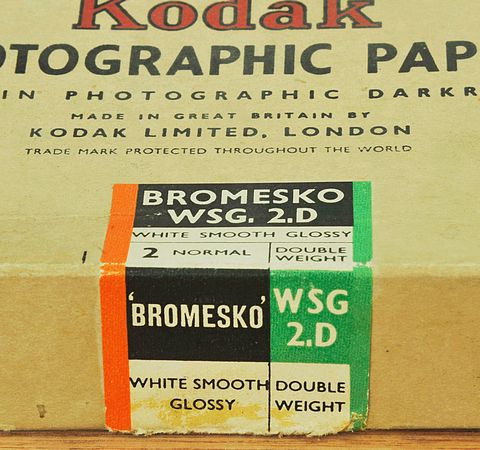
A further example, being Bromesko White Smooth Glossy, Normal, Double Weight, can be see below left. The rear sealing labels of both these boxes are shown immediately below. The rear labels show the previous paper codes and contrast grades; viz. 'Bromesko 44Z, White Glossy Medium, DW' and 'Bromesko 66Z, White Lustre Contrast, DW'. The brown/grey boxes were gradually replaced by yellow boxes. It is believed that 1953 was the year that Kodak, London, introduced the yellow packaging for their black and white printing papers. For examples of the various subsequent yellow packaging design changes, please see the Bromide sections that start 'Packaging Change From Brown/Grey to Yellow, WSG 2.S and IFL 2.D; c1953' |
 |
 |
 |
 |
| Bromesko Instruction Sheets; 1947, 1950 and 1953 | |
 |
February 1947 instruction sheet, left. This instruction sheet suggests that the paper should be handled under a Wratten Safelight filter Series 0, (Orange). Series 0 was replaced by Wratten Series OB in 1950 (see the 1950 instruction sheet, below). Kodak formula D-166 could be made up to the formula given for maximum warmth in image tone. By the early 1950s, this developer was being sold as a packaged chemical named “Kodak Extra Warm Tone Developer” put up as a powder. It was also available in solution form sold in 8 fluid ounce bottles.
October 1950 instruction sheet, below, left and right. |
 |
 |
| May 1953 instruction sheet, below, left and right. | |
 |
 |
| Bromesko Packaging from the late
1950s Front and rear sealing labels from a box of Bromesko White Velvet Lustre, Normal grade, Double Weight. |
|
 |
 |
| Bromesko Packaging from the early
1960s Sealing labels dating from the early 1960s with three paper base colours, viz. Ivory, Cream and White. Also, showing the colours of the labels for the contrast grades Soft, Normal and Hard. |
|
 |
 |
 |
|
| Bromesko Instruction Sheet; 1964 | |
|
By 1964 it was unusual for photographers or printers to make up their own solutions from raw chemicals and the formulae for D-156 and D-166 and their corresponding packaged products were no longer in use, although 'Royal Bromesko' liquid developer, introduced in 1963, may have been based on the formula for 'Extra Warm Tone' liquid developer. At this time, October 1964, Bromesko was still available in a 'Cream' base paper, adding much to make the print appear sepia toned. Kodak withdrew 'Cream Fine Lustre' paper in 1968, although manufacture of 'Ivory Fine Lustre' continued until 1977. References to above Bromesko
instruction sheets: Kodak catalogue Section 4, Kodak Photographic
Chemicals, January 1953. NOTE: All instruction sheets are downloadable as pds from this section. |
|
 |
 |
| Bromesko Packaging from the mid-1960s | |
|
Front and rear Bromesko labels as they appeared in the mid-1960s. White Fine Lustre, soft grade, double weight and White Velvet Lustre, hard grade, double weight. |
|
 |
 |
| Bromide and Bromesko Silk surface paper | |
|
Kodak UK introduced Bromide
'Silk' surface paper in 1946 on an Ivory and Cream base in Soft,
Normal and Hard contrast grades. The paper was coded 'Bromide
Silk IL' (Ivory Lustre) and 'Bromide Silk CL' (Cream Lustre).
The code for 'Normal' grade paper was IL 2D or CL 2D.
The paper was made in double weight only (hence 2D); it was never
made in single weight in the life of the paper. By 1951, most of the Cream based papers were no longer made in the Bromesko range. From 1950 every surface was (then) available on a white base as well as the previous Ivory base – hence Bromesko White Lustre WL, and Ivory Lustre IL. The Ivory base Silk paper lasted until the end of 1966, and the White base Silk paper was no longer available after 1977. The Bromesko Silk packaging labels below (front and rear labels) date from the late 1960s to the early 1970s. |
|
 |
 |
|
The paper surface had a fine, regular grain of minute dots, which produced a sparkling effect. The paper was much used for wedding photographs and portraits. 'Silk' was a fairly rough surface which went some way to minimise the 'grain' of the photographic film negative. As far as is known, Kodak UK never made photographic paper with a 'Silk' surface prior to 1946. There is no surface termed 'Silk' in any of the available (to the author) Kodak UK catalogues dating back to 1922. However, Silk surface paper were certainly being made by other manufacturers in the 1930s. Agfa were manufacturing a paper known as 'Siltex' on an Ivory White base with its code for 'Normal' contrast paper being BN 137. This is a similar code to the Agfacolor (colour negative printing) paper MCN 117 Type 7 marketed for a short time from 1970 onwards. Eastman Kodak introduced a Silk surface for their (colour negative printing) Ektacolor 47RC (code Y) and Ektacolor 37RC (code Y) papers in 1970 – 71. References: Kodak Papers Booklets 1947, 1949.; 'How to make good pictures' Kodak book 1951.; Kodak Professional Catalogues 1966, 1968, 1978.; Kodak Dealer Catalogues 1966, 1967, 1975, 1976.; Agfa Price List 1934.; 'Agfacolor' Berger. 9th German edition 1972. |
|
|
|
|||
|
Royal bromesko paper was introduced in 1962 and discontinued in 1977. It was available with 'Smooth Lustre' and 'Fine Pearl' surfaces with a choice of a white or ivory base in Double Weight only. Types of Royal Bromesko
Paper from 1962. In July 1962, the paper was
initially sold as a “Special Order” item, and the minimum
order accepted was for 1000 square feet in area of any one contrast
grade and size. White Fine Pearl (WFP) and
Ivory Fine Pearl (IFP) surfaces additionally became obtainable
during 1962 to ’63, and the paper was no longer sold as
“Special Order”. Sizes and quantities were listed in
the UK Kodak Professional Catalogue for 1963 in the Bromesko
paper section, from 3½ x 4½ inches to 16 x 20 inches,
10, 25 and 100 sheet packs, in the three contrast grades noted
above in Double Weight base. Fine Pearl was a new surface in 1962. It had a matt surface with an extremely fine grain. Kodak recommended this surface as a good choice if much retouching had to be done to the print, as in portraits. Ivory Smooth Lustre surface
(ISL) had originally been introduced in the late 1950s as a Bromesko
paper. In 1959 it was for sale in mainly continental sizes. Another surface listed under “Bromesko” paper in the early 1960s was White Fine Low Lustre. The author believes this surface was very similar or identical to Fine Pearl. Both surfaces are listed for sale in the “Kodak Professional Catalogue” for July 1964, Low Lustre as a Bromesko paper, Fine Pearl as a Royal Bromesko paper. A list of Kodak black and white printing papers dated October 1965, however, does not mention the Low Lustre paper. Royal Bromesko surfaces
added in 1965. By 1969 the Smooth Glossy and Fine Lustre surfaces had been discontinued along with the Ivory Smooth Lustre surface. A year or so later the Ivory Fine Pearl surface was no longer made leaving White Fine Pearl, WFP and White Smooth Lustre, WSL in Soft, Normal and Hard grades. Royal Bromesko gave a warmer image tone by direct development in Kodak D-163 developer than Bromesko paper processed in the same developer. For maximum warmth, Kodak “Royal Bromesko” developer produced an almost brown and white image. Royal Bromesko Developer was obtainable in liquid form, to be diluted one part developer to nine parts water, to make a working solution for use with Royal Bromesko paper. Also, in powder form, Kodak “Warm Tone Developer” was available in the 1960s, the stock solution to be diluted one part developer to one part water for a medium warmth of tone.It had a slightly lower printing speed than Kodak Bromide or Bromesko papers. Royal Bromesko could be processed under a Wratten Safelight filter Series OB (and subsequently also Series OA and OC). The author purchased a box of Royal Bromesko paper, 6½ x 8½ inches, 100 sheets, in White Smooth Lustre surface, Grade 3, in 1968 (WSL 3D). The difference in image tone between Royal Bromesko and Bromesko papers was very noticeable, even when processed in the standard Kodak paper developer, D-163. The author found, when comparing prints for contrast and density, that the visual contrast decreased on Royal Bromesko because of the colour of the image compared to a similar print made from the same negative on Kodak Bromide paper. The blacks of the print turned brown-black and mid tones a light brown. He found Royal Bromesko paper difficult to use and many people preferred a “good black” as reproduced on a Bromide print to a rather insipid brown black on a Royal Bromesko print. Warm tones on Ilford “Clorona” paper were popular in the 1930s. The Ilford Manual for 1935 gives two print developers, ID-23 and ID-24, suitable for producing warm-black to sepia to red tones on Clorona paper. The Ilford Manual stated that Clorona paper required a negative of “Fair contrast” when brown-sepia to red tones were desired. As the tone of the print changed from brown-black to sepia, and finally to red, the visual contrast decreased, so that a negative of fairly high contrast usually gave the best results. This is exactly what the author found when using Royal Bromesko paper. |
|||
| Below is shown an early leaflet for Royal Bromesko paper dating from August 1962. Initially introduced in a "Smooth Lustre" surface (White and Ivory), another surface, "Fine Pearl", was available by early 1963. | |||
 |
 |
||
|
Instructions for Bromesko Royal Paper, May 1967 References: Kodak Professional catalogues, 1966, 1968; Kodak dealer catalogue, 1965. |
|||
 |
 |
||
| Royal Bromesko Packaging 1962 to mid-1970s | |||
.jpg) .jpg) |
.jpg) |
||
.jpg) .jpg) |
.jpg) .jpg) |
||
|
.jpg) |
||
|
|
|
|
Click on the following titles to download the files as pdfs Bromide Paper,
1938; Bromide Paper 1944; Bromide Paper 1945-47 (estimate); Bromide Paper, October 1952; Bromide Paper, July 1957; Bromide Paper, 1964; Bromide Paper, April 1967 |
|
|
|||
|
History of Kodak Bromide
Transferotype Paper 1923 1933 1940 1957 1960 to 1964 “Normal” contrast only. 8 x 10 inches sheets and 40 inch x 33 feet long rolls. Other sizes to special order. 1965 As far as is known, Eastman Kodak at Rochester, USA, never manufactured a photographic paper of this type. Transferotype Bromide paper
had an emulsion which could be transferred onto an opaque or
transparent surface. The paper was exposed in exactly the same
way as a normal Bromide paper and then developed in a suitable
black and white print developer such as Kodak D-163, diluted
1 part developer to 3 parts water. Development time was 1½
minutes at 68°F (20°C). Kodak “Universal”,
a concentrated liquid developer. Print developers designed for use with chloro-bromide papers, or “warm tone” papers, such as Kodak “Bromesko”, were not recommended. It was essential to use a non-hardening
fixer with Transferotype. Prints were washed after fixing
for about 30 minutes, and could be transferred immediately or
dried for future use. Heat drying was not recommended. Wood, cloth, pottery, metal, or interior plaster board were suitable surfaces for receiving the photographic image printed on the Transferotype paper. Translucent or transparent surfaces also gave good results, but about four times the normal print exposure was necessary before transferring onto a transparent surface. This was required to give enough density to the print when light was projected through the image as opposed to light reflected from the image. Transfering the Image
from Paper to Support The support, with it’s
gelatine coating, was then hardened in a Chrome Alum hardening
bath for about 5 minutes, then washed for 10 minutes
before drying. After drying, the print and it’s support were soaked in water and squeegeed together with a roller face to face, the front of the print facing the support. The “pack” was kept under pressure between photographic blotting paper for at least an hour. To complete the transfer, the print and it’s intended support were immersed in water at a temperature of 100°F to 105°F until the print base, the paper which the photographic emulsion was coated onto in the first place, came away from the intended support. For transfer onto a hard surface, such as glass to make a black and white transparency, a higher temperature at 130°F to 160°F was necessary. After transfer, the transferred print on its new support backing, were treated in a Hardening Bath of 2% Chrome Alum and washed for a few minutes before drying. Since the front surface of
the print is placed onto the front surface of the support, the
back of the print is then facing you. Consequently, the resulting
transferred image is reversed, left to right. To avoid this,
the negative had to be placed emulsion side up in the enlarger
negative carrier, so as to make a reversed Transferotype print.
After it was transferred, of course, it appeared correct. Safelight Kodak suitable safelight filters: 1940s and 1950s Wratten Series OA in the 1940s; this became Wratten Series OB from 1953 and was recommended for all Kodak safelamps. |
|||
|
|
Note the original price of this 10sheets packet = 7/2 = 7s & 2d = 36p (new pence). D-170 was an “Amidol” type of print developer, made up to the Kodak formula. D-170 was never sold as a Kodak packaged product. |
||
|
|
|||
|
Finisher Bromide paper was
made with a surface specially for re-touching. The description
given in the 1933 Kodak UK catalogue reads: The paper sample taken from the packet shows a surface with slight reflectance and very slight roughness. It could be described as a semi-matt surface with a very slight fine grain appearance. According to the 1933 Kodak UK catalogue, the paper was obtainable in single weight and double weight thicknesses, in soft, medium, and contrast grades. Apparently it was first marketed in the early 1930s, certainly by 1933, but was no longer manufactured after 1946, with no equivalent surface within Kodak's new range of papers introduced in 1946. 'Tooth' in re-touching terms refers to the roughness of the paper surface. This surface roughness gives something for the re-touching medium to penetrate into and 'key' onto. A print made on ordinary glossy paper would be difficult to re-touch as the re-touching medium, whether pencil, crayon, or liquid colourant (ink or dye) applied by brush, would leave an obvious surface mark in the case of pencil or crayon, and would likely smear in the case of liquid retouching. The 'tooth' surface enabled the re-touching medium to penetrate into the surface and be far less visually obvious. |
|||
 |
 Above is shown a 100 sheet box of Finisher paper, of postcard size, 3½ x 5½ inches, medium grade and double weight. There is no code printed on the label but it could be assumed to be BF-2Z (Z = double weight). medium grade in single weight. Code BF-2, Bromide Finisher grade 2. Possible price is two shillings and sixpence (2s/6d = 22½p). |
||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Flammable Nitrate to Acetate Safety Film Base (notes taken from an 'Enquiry Desk' answer prepared by Rex Hayman; Amateur Photographer, 3rd December 1969.) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Under certain circumstances, it is possible for nitrate-based film in poor condition to spontaneously ignite. The hazard of a large quantity would be considerable and the fire difficult to extinguish. In 1948, cellulose triacetate was introduced and, due to its improved "bending"properties, it was adopted for professional motion picture films. By about 1951-52, the major film manufacturers had ceased to produce general purpose nitrate-based films. . If you are storing any old professional cine films you should establish what they are as quickly as possible. Identification of the base material is relatively straightforward. Most films have such information printed in the margins and, if the word "nitrate" appears, the material should be treated with caution. Should the margins be blank it is best to assume that the base is cellulose nitrate. Occasionally confusion may arise when the word "nitrate" appears in the margin of a duplicate film made on modern safety materials, but this is usually due to the word being transferred from the margins of the original film during copying. Motion picture film was not the only material to use a nitrate base. For many years roll films and 35mm films were also coated on to this and therefore anyone possessing a quantity of pre-1945 negatives should exercise caution. The last known use for nitrate-based roll film was about 1950. Small-gauge cine films are probably the safest. Kodak, especially, have not produced a 16 or 8mm film for amateur use on anything other than a safety base, and this is always indicated along the margins with the printed words "safety film" throughout its entire length. If identification of the base material proves difficult and any doubt exists, play safe and assume it is not safety film. It is not unknown for nitrate-based film to remain in perfect condition for 50-60 years, whilst there are also instances of rapid deterioration after only a few years of storage under poor conditions. For some time it was considered that processing inefficiency was a contributory factor to its life span, but this has since been disproved. It is not easy to recognise symptoms of deterioration very early, as these can appear totally unexpectedly and very rapidly, temperature playing a big part in this. In an advanced state of deterioration, the film image is destroyed and the film turns yellow and then brown, ending finally as a grey powder. Ignition normally takes place at a reasonably high temperature, say 300°F (150°C) but it has also been known to occur in a film storage 'can' at only about 100°F (40°C). Toxic fumes are given off also, and if moisture or damp is present, nitric acid may form. Although acetate bases were available between the wars, these early versions would not stand up to hard and continuous wear, making them especially unsuitable for motion picture film. However, with the introduction of a base made from high acetyl cellulose acetate (cellulose triacetate), "Safety Film" became universal. Although these are not strictly non-inflammable, they are slow burning. If you consider that a quantity of film in your possession is on a nitrate base and any sign of decay or ageing is visible, keep it cool and dry, and notify the Fire Prevention Officer at your local fire station. Do not attempt to destroy it yourself. Incidentally, the major film manufacturers are now considering dropping the marginal print "Safety Film" as it can be assumed that all modern film is 'safe'. Further
on this subject comes
from the book 'Silver by the Ton, a History of Ilford Ltd,
1879-1979'; ISBN 0-07-084525-5. This was soon extended to graphic arts films, motion picture film, miniature films and, finally, to roll film, though note that Rex Hayman, above, suggests this change-over was not complete until 1948, with no doubt WW2 intervening to slow down the universal adoption of acetate base. The final paragraph (below) suggests it would have been post-1946 in the UK. This move, forced by safety
considerations, was soon turned to a sales advantage because
cellulose acetate, especially when coated with Saran resin to
improve its water-resistant properties, proved an Soon after WW2 ended (in Europe; 8th May 1945), the whole (Ilford) company closed from Saturday, August 4th to the morning of Wednesday, 8th August 1945. Almost at once negotiations with BX Plastics Limited reached fruition over the creation of a joint company to produce triacetate film base. Bexford Limited was formed, a liaison name derived from the two names of the parent companies. Its creation had been helped by the Ministry of Supply when film base was very difficult to obtain from the USA. Production started in 1946. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Film Introduction Dates | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The followiwng table applies
to UK made film only. Some of the Eastman Kodak USA equivalent
films were introduced at different times.
Tri-X sheet film was introduced in 1939 but was not made in any other format until 1955, when it became available in the USA as 35mm, 120, 127, 620, and 828, though not at first in the UK, even as late as November 1955 (Ref; Camera World, p302). It was announced in the BJPA for 1956 for the UK market. Verichrome Pan also first appeared in the UK in 1956. Initially at 80ASA, it went up to 125ASA when the speed 'Safety Factor' was removed in 1960. The name Panatomic-X
was retained from its first use in 1938, but in 1956 it was a
new emulsion, speed rated at 25 ASA daylight & 20 ASA
tungsten (40 ASA
from mid-1960), matching the quality of the new Tri-X and
Verichrome Pan films (Re; BJPA 1957, p210). In brief, this reads: Super-Panchro Press sheet film, still available in 1954, gave way to Panchro-Royal sheet film in 1955. Royal-X Pan, in 120 roll film format only and with a light sensitivity 4x that of Tri-X. It was hailed as "the world's fastest film" when it was first advertised by Kodak in the BJPA for 1959, suggesting it may have first gone onto sale in 1958. In the USA in 1960 (uncertain; 1956-1961), Plus-X Pan Professional film was available in 120 and 620 roll films, but you had to buy a minimum quantity of 25 rolls at a time. In the UK in 1963, Plus-X roll film was reinstated as Plus-X Pan Professional film in 120 size rolls. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Film Speed 'Safety Factor' in the 1930s (until
mid-1960) Professional photographers who worked out their own exposure times using exposure meters or by other reliable means and who developed their own films, could double the speed printed on the film carton with little danger of under exposure. Plus X 35mm film could be exposed at 125 ASA(ISO) or 32 Kodak, and Super XX 35mm or roll film at 250 ASA(ISO) or 35 Kodak. This increase in speed was only successful when the films were developed in a developer which did not decrease the film speed during development; best would have been something like Kodak D-76 developer. Developers labelled “Extra Fine Grain” often cut the film speed down by about half a stop, some as much as one stop, halving the ASA(ISO) rating. In the summer of 1960, manufacturers removed the above safety factor (only relevant to black & white film), as can be read here. A Kodak Leaflet from May 1961, entitled 'What's happening to film speeds?', which explains why Kodak increased the speed of their black & white films, can be downloaded as a pdf here. On the last page (p6) is a list of films and plates, together with their revised speed ratings, as available from Kodak at that time. This leaflet was a continuation of an article published 6 months earlier in 'Kodak Professional News' magazine for December 1960. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Below are two pictures from a Kodak booklet “How to take pictures at night” published in 1937. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Plus-X Roll Film A Kodak catalogue for films, dated January 1954, and a May 1952 price list which came with it, lists the interesting Plus-X roll film, which was only on the market for about five years – 1951 to 1956. It was replaced by Verichrome Pan in 1956. Pre-1956, Verichrome film (since Spring 1931) was not Panchromatic but Orthochromatic i.e. insensitive to red light. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Plus-X
Pan Professional Roll Film in multi-film packs In the USA, Plus-X Pan Professional was available in 120 and 620 roll films from 1960 (uncertain; 1956-1961), but you had to buy a minimum quantity of 25 rolls at a time. Prior to June 1963, Eastman Kodak seemingly speed rated the USA Plus-X Pan Professional at 160 ASA, as evidenced by an item within the 'Tech Section' of the American magazine 'Popular Photography', dated August 1963. 'Tech Section' contained a column entitled 'Facts, Ideas, Hopes' written by William J. Sumits, 'Chief, Life Photographic Laboratory', presumably meaning he was Chief of the now defunct Life Magazine’s Photographic Laboratory. Mr. Sumits reported that they (presumably the people at Life Magazine), had been recommending for over a year that photographers should rate Plus-X film at 125 ASA instead of Eastman Kodaks’ rating of 160 ASA. The reason being that, when printing Plus-X negatives rated at 160 ASA, the negatives were too contrasty to print well on condenser enlargers. Not long afterwards, Eastman Kodak changed their official speed rating of Plus-X to 125 ASA for all formats. This lower speed was applied to the UK Plus-X Pan Professional from its August 1963 introduction. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The pack of Plus-X Professional shown below has a “Dev. Before” date of January 1971. 
Plus X Pan Professional film instruction sheet shown to the right. This instruction sheet was enclosed in a pack of ten 120 roll films with a 'develop before' date of January 1968. The instruction sheet is dated September 1965. As Plus X was a 'fast developing' film, it was recommended to use the diluted form of D-76 developer for more control of contrast and density. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Instruction Sheet for Panatomic-X, Plus-X and
Super-XX 35mm Films Below is a UK instruction sheet (both sides) for Panatomic-X, Plus-X and Super-XX as 35mm films. It is believed to date in the range 1938-1940. It gives much information on these three, then new, films. It was possibly packaged within each 35mm film box. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Super-XX 35mm film in the UK | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Super-XX 35mm film was introduced in the UK in 1938. At that time it was the fastest film made by Kodak UK and rated at a speed of '32 Kodak' to daylight or '30 Kodak to tungsten lighting. An article published in the Wallace Heaton 'Minitography and Cinetography' catalogue of 1939 (which eventually became their well known "Blue Book") written by E.R. Davies, the Director of research for Kodak UK, gives much information on Super-XX film plus two other films, Plus X and Panatomic X, both introduced at the same time. It was said Super-XX film possessed a finer grain structure than Super-X, the fastest film prior to 1938. Super-X was replaced by Plus-X in 1938. A Kodak leaflet printed at the time of the introduction of the films, or slightly later, describes the films and includes development times. 32 Kodak speed was approximately 125 ISO/ASA and the tungsten speed of 30 Kodak was approximately 80 ISO/ASA. In the late 1940s the film speed was decreased to 31 Kodak or 100 ISO/ASA to daylight. The film speed may have been decreased due to a reassessment of film speeds when the ASA system of film speeds was introduced in 1946. In 1952, Super-XX film was available in 36 exposure cassettes, tins of bulk film in 1.6, 5 and 25 metre lengths for cassette loading in the darkroom. Size 828 rollfilm for Kodak 'Bantam' cameras was also obtainable. The film was coded 'XX' and a 35mm cassette of 36 exposures (XX135) cost 9shillings and 5pence (9s.5d); about 47p. In 1953 the 35mm film was described as "A modern type of high speed panchromatic film combining extreme speed with a degree of fineness of grain which meets all normal requirements in enlarging……………..a very long exposure scale and wide latitude in exposure. Colour sensitizing is panchromatic without exaggerated red sensitivity. Soft gradation. For high speed and artificial (light) work of all kinds. Press photography, news reporting, action, night and indoor subjects". Kodak increased the speed of the 35mm film to 160 ISO/ASA for daylight exposures and 100 ISO/ASA for tungsten lighting, in 1954. These speeds had a 'Safety Factor' built in of one stop in exposure. Hence, experienced photographers could expose their films at double these speeds without under exposing. Tri-X film replaced Super-XX in 1955 in 35mm and all roll film formats. Tri-X 35mm and roll films were included in a 'Kodak Dealers' catalogue printed in December 1955. Although Tri-X replaced Super-XX, it was still possible to purchase Super-XX film in 36 exposure cassettes and bulk film in 1956 while 'stocks last'. It sold at a reduced price compared to the new Tri-X. The 'Kodak Professional' catalogue for 1957 only listed the sheet film version of Super-XX. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Super-XX 35mm and Roll Film in the USA and Transition to Tri-X | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The 35mm size of Super XX film was introduced to the US market in 1938. The film had a 'Kodak' speed of 320 to daylight and 200 to tungsten light. Another speed rating given in a table of film speeds for American films in 1941 was the G.E. (General Electric) speed rating system, which gave 100 for daylight and 64 for tungsten. Although films were not yet rated by the ASA (American Standard Exposure Indexes) the G.E. speeds corresponded almost exactly to the ASA speed. A data sheet from March 1945 described the film as “very high speed for indoor and outdoor use under adverse lighting conditions and where very fast shutter speeds are necessary”. Kodak D-76 was the recommended developer for general use at developing times of 16 minutes for dish development with continuous agitation, or 20 minutes tank development with intermittent agitation at 68°F. Exposures could be reduced to a minimum by doubling the film speed to 200 ISO/ASA in daylight. Cassettes were available in 18 or 36 exposures coded XX135, plus bulk 35mm film in lengths of 27½, 50, 100, and 200 feet for darkroom loading into cassettes. Super-XX was also obtainable in 828 roll film for 8 exposures, coded XX828. By 1952, 20 exposure cassettes replaced the 18 exposure and by then the film was also manufactured in bulk rolls of 70mm. The sensitivity of the film was known as “Panchromatic Type B” which meant that most subjects taken in daylight reproduced the correct tone of grey in the print. The emulsions used in Type C panchromatic films were slightly over sensitized to red light, making them more suitable for exposures under tungsten lighting. By 1953, Eastman Kodak no longer included the 'sensitizing class' in their film data sheets. Tri-X sheet film had been on the US market since 1939, but in 1954 Eastman Kodak introduced Tri-X 35mm film and various sizes of roll film with a speed of 200 ISO/ASA to daylight. This speed included a safety factor of at least one stop, and most photographers found they could double this speed to 400 ISO/ASA (when the film was developed in D-76) for the best quality negatives. Even higher ratings were possible in other developers, such as DK-50, or DK-60a, where Tri-X could be exposed at 800 ISO/ASA for press or 'available light' photography. The first data sheet for Tri-X in 35mm and roll film formats was published as an 'insert' in an Eastman Kodak booklet entitled “Kodak Films”, dated May 1955, where the data sheets for Super-XX 35mm and roll films were also included. In the data sheet, Kodak Tri-X film was described as “A very fast film of moderate graininess for indoor and outdoor use under adverse lighting conditions. It is especially valuable for photography by existing light at low levels of illumination, as well as for work where high shutter speeds are required.” By 1957 Tri-X films had replaced the Super-XX films apart from Super-XX sheet film. In the next edition of 'Kodak Films', published in January 1958, only the data sheet for Super-XX sheet film was included. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Courtesy of Alan Douglas of Pennsylvania, USA, the picture to the left shows three 35mm cassettes of Super-XX film, found in a travelling trunk used by his late father. The cassettes are believed to date to the 1940s, which corresponds well with the following notes based upon a Wikipedia article. Super-XX was Kodak's standard high-speed film from 1940 to 1954, at which date Tri-X was introduced in similar formats. Tri-X was twice as fast with finer grain. Super-XX is believed to have been phased out in 1960. When first placed on the market it was speed rated at 100 ASA (ISO) and was discontinued in roll and 35mm formats around the time of the general speed increase that applied to all monochrome films, and would have increased Super-XX to 200 ISO, due to the exposure safety factor being reduced. It had a relatively coarse grain, with a very long, almost perfectly straight-line, characteristic curve. Its great exposure latitude made it ideal for variable development techniques, both longer and shorter. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Verichrome, Plus-X Pan Professional and Tri-X Pan Roll Films | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
On the left are two rolls of
Verichrome Pan roll film, the top dated “Develop Before
August 1960”, and the bottom, “Develop Before November
1964.” In 1952 Verichrome film was sold in 8 roll film sizes, the largest being 122 size, which produced a negative of 3¼ x 5½ inches, 6 exposure to one roll of film. Film speed was 50ASA (ISO) to daylight but, because of its insensitivity to red light, the speed dropped to 25ASA (ISO) in artificial (tungsten) light. As far as can be ascertained, Kodak Verichrome film was first sold, in some format or another, as long ago as 1930. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The Verichrome Pan 120 roll film shown below was made in the USA by Eastman Kodak and is interesting because it seems the speed rating in ASA has been stamped onto the carton instead of the usual printing. This may be because, at the time of its manufacture i.e about December 1962, the ASA speeds were being doubled to eliminate the “Safety Factor”. The speed of all sizes of Verichrome Pan films was increased from 80 ASA (ISO) to 125 ASA (ISO) in 1960 to 1961. To the right is the instruction leaflet that accompanied the film in the carton below. These are dated March 1962 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Verichrome Pan film had a very fine grain emulsion and was sensitive to all colours. It was a general purpose film with a very wide exposure and development latitude, making it popular for amateur photographers, author included. In 1955, Verichrome Pan and Plus-X 35mm film were both rated at 80ASA (ISO) until 1960, when the speed was doubled (no change to the film) to 160 ASA (ISO) for Plus X and 125 ASA (ISO) for Verichrome Pan. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Verichrome Pan film was a replacement for, and an improvement on, the original Kodak Plus-X roll film (see earlier) which had been sold on the UK market since 1951. From 1955, Plus-X film in roll film size was no longer made, but the film continued to be available in 35mm size in 36 exposure cassettes and tins of bulk film, suitable for re-loading cassettes.
In 1963, Plus-X roll film was reinstated as Plus-X Pan Professional film in 120 size rolls, see advert left, believed to date to September 1963.
A single roll box of Plus-X
Pan Professional film is shown (top right) in the picture above. In 1987, Kodak T-MAX 100 Professional film became another possible replacement for Verichrome Pan alongside Plus-X Pan.
A 120 roll size of Tri-X Pan film, dating from 1970, is shown lower right in the heading picture. This film has a “Develop Before” date of August 1972. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tri-X
roll and 35mm films in the UK from 1955 to 1971 (not incl. motion
picture films) The official Kodak 'Dealers’ Catalogue' for 1956 included two additional roll films, sizes 127 and 828. The Kodak 'Dealers’ Catalogue' for 1956 described Tri-X as “The fastest Kodak film, is the finest film available for all photography under difficult lighting conditions. It is panchromatic, of moderate contrast, has a wide exposure and development latitude as well as balanced colour sensitivity and a strikingly improved quality of image definition". The recommended speed from 1955 was 200 ASA/ISO, 24 DIN to daylight, or 160 ASA/ISO 23 DIN to tungsten lighting. Kodak also mention in their description of the film: “These figures are conservative. Exposures based on ratings of 27 DIN (400 ASA/ISO) or even 30 DIN (800 ASA/ISO) will give excellent results with normal development. With forced development still shorter exposures are possible”. This description and speed ratings applied to all sizes of Tri-X film. It is reasonable to assume that the new Tri-X emulsion originated from the sheet film 'Panchro-Royal' (see below). Panchro-Royal sheet film was introduced in 1955, and much of the emulsion technology for that film may have come from the Eastman Kodak film 'Royal-Pan'. As far as is known, 'Royal-Pan' was introduced in sheet film format only in 1952–53. It had an identical speed to 'Tri-X Panchromatic' sheet film, which was only available in the USA in the 1950s. Kodak described the image sharpness of seven new emulsions, including improved versions of Panatomic-X, Plus-X and Verichrome Pan films and the new P-1600 Panchro-Royal plate in a booklet entitled: 'Kodak Negative Materials for Professional, Commercial, and Industrial Photography', published in 1957. It states “The most interesting feature of these new emulsions is a notably enhanced image sharpness or 'acutance'. This has been achieved by the perfecting of a new technique of thin film emulsion coating which has led to a significant reduction in light scatter at the boundary edge between highlight and shadow areas. The 'acutance', coupled with other improvements in emulsion making which enables higher speeds to be obtained without increasing the grain size (or alternatively, giving the same speed with even finer grain), puts the new Kodak negative materials in a class by themselves”. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The below instruction leaflet was found in the above roll film carton. Unusually, there is no date or print number at the base of the leaflet, but it is believed it was printed in 1955. The last sentence of the first paragraph mentions that “Users of box cameras will find that subjects in bright sunlight will be overexposed on Tri-X film; Plus-X film is preferable under such conditions”. Hence, it is possible that this leaflet was printed before Plus-X roll film was replaced by Verichrome Pan roll film in late 1955. The speed of the film (200 ASA or 34 B.S.) includes "A reduced safety factor (x2)....” making the true speed of the film 400 ASA, 34 B.S. to daylight when developed in D-76 developer. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Because of its thin emulsion, Tri-X could not be processed in any developer containing silver halide solvents (see below; Silver Halide Developers and Dichroic Fog). The name of the film was changed to 'Tri-X Pan' from the beginning of 1960 and the newly named film was then rated at 400 ASA/ISO, 27 DIN. This speed was the minimum speed that the film could be rated to give the least possible exposure before verging into under-exposure. With forced development, exposures could be much shorter. In 1960, Kodak's 'Press Contrast' developer, or Kodak's 'DK-50' developer, were recommended for 'increasing' the film speed using longer than normal development times. Kodak 'Tri-X Pan Professional'
120 size roll film was introduced into the UK by mid-1961, coded
'TXP'. Kodak's 'Professional News' magazine quoted the qualities
of the new film as: Tri-X Pan Professional with a speed of 400 ASA/ISO, 27 DIN, was obtainable in packs of ten foil wrapped 120 roll films in an easy to open box with a perforated top. Kodak redesigned the pack in 1962 into a splitable pack of ten rolls to make two packs of five each. On the back of each pack was a blank space numbered 1 – 5 where the photographer could write notes about each exposed film. The new style packs were on sale from early 1963. |

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Based on the Tri-X Pan Professional 120 roll film packs, 35mm size Tri-X Pan film, also in ten units of 36 exposure cassettes, was introduced in mid 1964. These were labelled 'Tri-X Pan film, Professional Pack' and consisted of the regular Tri-X Pan film rather than the 'Tri-X Pan Professional' 120 film emulsion. Tri-X Pan Professional 120 size film was a slightly different emulsion to the single roll Tri-X Pan 120 film. It is certainly true, however, that, in the late 1960s to 70s, certain photographic dealers were splitting the ten packs and selling separate packs of five rolls of 120 films In 1965, 20 exposure 35mm cassettes were a new item. Also in 1965, the size 220 roll film was introduced by Eastman Kodak. 220 roll film was twice the length of the normal 120 film, but the 220 film was only provided with backing paper at the start and finish of the roll. 24 exposures were obtainable when using 220 film in a suitably adapted Rolleiflex or Mamiya C3 or C33 cameras. Those photographers who desired to make use of the new size film were advised to contact importers of their make of camera to find out if any conversion kits for changing from 120 size to 220 were available. Eastman Kodak were making Tri-X Pan Professional 220 films in the USA, and Kodak in the UK were Importing the new size roll film in packs of 20 films only. The film could be ordered on a “special order” basis, with a delivery time of 6 to 8 weeks. The Tri-X Pan Professional film supplied by Eastman Kodak had a speed of 320 ASA/ISO 26DIN to daylight. In 1967, Kodak UK introduced packs of six 35mm 36 exposure cassettes of Tri-X Pan film labelled 'Tri X Pan Professional Pack' to replace the ten cassette packs supplied since 1964. Similar to the 'Professional' 120 films, these split into two units of three films. Tri-X Pan Professional film in 220 size became generally available at this time. (References: Kodak Professional and Dealers’ catalogues and price lists, 1955 to 1971; British Journal Photographic Almanacs 1956 and 1957; Eastman Kodak Data book “Kodak Films” 1955; Kodak booklet 'Kodak Negative Materials for Professional, Commercial and Industrial Photography', 1957; Kodak 'Professional News' magazines 1960 to 1967.) |

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
220
Size Tri-X Roll Film Sometime between 1974 and 1980 Kodak UK gave up manufacturing 220 size Tri-X and reverted to importing it from the USA. The speed was changed to 320 ASA to match the speed of the sheet film. At that time, 5 roll packs of both 120 and 220 sizes became available (Ref: Kodak Professional Catalogue; 1980). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tri-X Film Availability Chronology
Foonotes: 1) The 25 metre bulk length of Tri-X film was included in a Supplementary Price List for November 1957 but the item was not listed in the official UK 'Kodak Professional Catalogue' for 1957. Also the 17 metre tins of bulk film were not included in the Supplementary Price List but were listed for sale in the catalogue. The author does not think there was a printing error because the prices are correct 'pro-rata' compared to the 1957-58 prices of the 5 metre tins of bulk film (allowing that there was a decrease in film prices in 1958). 2) 'Walking Picture Film'
was sold as 'bulk film' for beach and street photographers who
wanted to cut any convenient length of film off the bulk roll
that was needed at the time. Price per foot matched the 17 metre
tins of film. It was only available in 35mm and lasted in this
form and name until the late 1970s, when it became known as Tri-X
Pan film was offered in 50 foot and 100 foot lengths. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Technical Pan Film 2415 and Technidol LC Developer WITH Kodak TECHNICAL PAN
FILM 2415 AND Kodak Technidol LC DEVELOPER, YOU CAN NOW GET 4x5
OUALITY FROM YOUR 35 mm CAMERA. You will now be able to make beautiful enlargements with extremely fine detail and virtually no grain while still enjoying the versatility of your 35 mm camera. That's the payoff when you use KODAK Technical Pan Film 2415 and TECHNIDOL LC Developer. Technical pan is an incredible film. It was introduced originally to serve the needs of the scientific or technical photographer. Happily, it was discovered that the same emulsion, processed in a compensating-type developer, opened fabulous new possibilities in the realm of pictorial photography and enlargement capabilities. That's because Technical Pan
Film has the highest resolution (400 lines/mm) and the finest
grain of any pictorial black-and-white film Kodak has ever made!
What that means to you is that you can now make tack-sharp enlargements
up to 50X or larger. Abstract small areas of 35 mm negatives
and enlarge them without sacrificing sharpness or accentuating
grain as you have in the past. For pictorial photography, you require a developer that can reproduce the entire tonal scale. That's why we recommend TECHNIDOL LC Developer. With it, you can obtain a pictorial range Contrast Index from 0.4 to 0.7. Higher contrast levels up to 3.9 for copy work and reverse type slides are possible using other Kodak developers. TECHNIDOL LC Developer is easy-to-mix, and is sealed in a foil pack containing enough powder to process two rolls of 35mm 36 exposure film. As you'd expect from an extremely fine grain film, Technical Pan Film has a (low) emulsion speed of El 25 (ASA/ISO). The film's resolving power is much higher than that of all but the most expensive lenses. It can actually help you evaluate your lenses and discover the apertures at which they perform best. You may also wish to use a tripod for those more critical applications. And Technical Pan Film may change your ideas about depth of field. You may think depth of field has discrete limits e.g from 11 feet to infinity, but you'll discover that although focus is acceptable over this range, it's actually sharpest at the point focused upon and decreases in sharpness on either side. But the most important thing
Technical Pan Film and TECHNIDOL LC Developer is the satisfaction
of making beautiful black-and-white, fine-grain enlargements
that capture the world around you in striking detail. The packaging in the Kodak leaflet refers to the film having an Estar-AH base. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Plus-X, Plus-X Pan and Plus-X Pan Professional
Sheet Film A UK chronology of Plus-X sheet film is shown in the table below. First manufactured in 1955, it replaced Panatomic-X sheet film. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below: The instruction sheet gives a speed of 64ASA (ISO) to daylight, or 50ASA (ISO) to tungsten light. No “Develop Before” expiry date is printed on the box. New yellow packaging for black and white sheet film boxes was introduced about 1957. The right hand box shows a 4 x 5 inch Plus-X box with an identical sealing label (red; Kodak Sheet Film Plus-X) to the 1955 box. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below: These labels state recommended developers and safelight information. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below: The new Plus-X Pan film was described in an instruction sheet as a “medium speed panchromatic film of very fine grain and high acutance, permitting a considerable degree of enlargement”. Improvements over the old Plus-X film included higher sharpness, finer grain, better exposure latitude, and reduced drying times. As the new film had inherently higher contrast, the development times were drastically reduced. Kodak D-76 developer was the standard developer for processing the film. The development time for the old Plus-X sheet film was 17 minutes at 68°F for large tank development. The new time for Plus-X Pan film was 8 minutes at 68°F for large tank development. Kodak London received several
letters of complaint from customers who were getting very high
contrast negatives on the new film. These customers were using
the old development time for the new film! The answer was, of
course, "please read the instruction sheet", where
the new development times were given. To download a June 1963
leaflet that mentions the recommended lower speed rating (160ASA
becoming 125ASA) introduced at that time, click
here. It also shows, on the second page, the reduced
development times. The new decreased D-76 developer development
time for the sheet film was 8 minutes tank development instead
of 17 minutes at 68°F (20°C). The times for Microdol
X development were also decreased. In 1963 there was another design of sheet film box for the new Plus-X Pan film. The right hand box dates to October 1964. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below: The left hand box shows the new label, together with an “Estar Base” box label. By 1966 the emulsion for Plus-X Pan film, and other sheet films, was being coated onto a polyester plastic film base. Previously, most sheet film emulsions were coated onto a non-inflammable tri-acetate base (referred to as 'Safety Film'). The “Estar Base” was thinner and had excellent dimensional stability. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below: The left hand box shows an American version of Plus-X Pan Professional film made by Eastman Kodak at Rochester, New York with a 'Dev Before' date of November 1970. In use, the film was almost identical to the equivalent UK manufactured Plus-X (right hand box) with a 'Dev Before' date of October 1973. The only difference was that all Eastman Kodak black and white sheet films were 'Code Notched', similar to colour sheet films. Both these films were rated at exactly the same speed and were given exactly the same development. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Below: The upper Plus-X Pan box, with a 'Develop Before April 1968' stamp, was manufactured from early 1966 and the Plus-X Pan Professional box underneath, stamped 'Develop Before April 1971', dates from mid 1969. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below: The other back label is of a UK made box (4147 thick base) dating from 1971; "Dev Before" date of October 1973. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Panchro-Royal (to Royal-Pan to T-max 400 or Tri-X
Professional) Sheet Films: Included in the range are the new,
very fast 'Panchro-Royal' and versatile 'Plus-X'. There are also
the well-established favourites 'Super-XX' and 'Ortho-X.' The BJPA review of Panchro-Royal sheet film described it as rated at 200 ASA (ISO) to daylight and 160 ASA (ISO) to artificial light, twice as fast as Super-XX and Super Panchro-Press sheet films. "The new film replaces Super Panchro-Press as a medium for use in almost every branch of photography where a high speed panchromatic film is required. A wide range of tests reveal that Panchro-Royal combines many important qualities, outstanding of which is its amazing latitude in regard to exposure and development. Two to three times above normal exposure does not degrade the image or materially increase the grain size, while under-exposure in poor lighting conditions, coupled with over-development, does not greatly increase contrast. Colour balance is good both in daylight and artificial light. With the exception of DK.20 and any such formulae containing thiocyanates, hypo, or any other powerful halide solvent which must not be used, the behaviour of Panchro- Royal in normal and fine-grain developers is consistently good. Panchro-Royal has the useful property of maintaining a reasonably fine grain regardless of the type of developer used". When the 'Speed Safety Factor' for Kodak black and white films was abolished in 1960, the speed of Panchro-Royal sheet film was increased to 400 ASA/ISO for minimum exposure and Kodak UK catalogues dating from 1961 stated the same increased speed. In the author’s experience of exposing many sheets of 4 x 5 inch Panchro-Royal in the late 1960s and 1970s, the film possessed a slightly higher contrast compared to Kodak Tri-X Pan Professional sheet film. In 1978 the name of the film was changed from Panchro-Royal to the name of the Eastman Kodak version of the film viz. 'Royal-Pan'. Royal-Pan sheet film was no longer obtainable by the mid-1990s and T-Max 400 Professional or Tri-X Pan Professional sheet films were suggested as replacements. The new high-speed emulsion
was also available in plate form, where it was known as Kodak
P.1600 Panchro-Royal Plate. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Below: Two boxes of Panchro-Royal 4 x 5 inch film, the left hand box dating from 1962 and the right hand box dating from 1965. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Side Printed Expiry Dates In the early 1960s, Kodak UK were printing the film expiry dates on the right hand side of their film boxes next to the emulsion number. The Plus-X box has an expiry date (Develop Before) of February 1963, while the Panchro Royal box has an expiry date of August 1964. Printing expiry dates on the sides of film boxes may have begun in 1959. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tri-Acetate
to Estar Thick Base for Black & White Sheet Films in the
UK Kodak had tried coating the emulsions of certain Graphic Arts sheet films onto a more shrink resistance plastic than the tri-acetate base before 1966. Since the 1950s, early Kodalith Ortho films, such as Kodalith Ortho P.B. Type 3 film, were made by coating the emulsions onto a polystyrene base (P.B). The film is described as having “remarkable dimensional stability for all jobs demanding size holding and exact register”. The film was available in 1960 in 0.005 inch and 0.010 inch base thicknesses. By mid-1961 the emulsions of several Kodalith films, plus others, were being coated onto a polyester base, Kodak trade mark “Estar”. The first two general purpose sheet films to change to a polyester thick base were Plus-X Pan and Panchro Royal films. Kodak’s trade mark “Estar” for the new base support was printed next to the film title on the labels – see above: picture of 'Plus-X Pan film box, develop before date of April 1968' for one of the earliest examples. For most general purpose sheet films, the new polyester base was 0.007 inches thick, slightly thinner than the old tri-acetate base at 0.008 inch. Several of the Graphic Arts films were obtainable with much thinner bases than 0.007 inches. The base supports of Royal-X Pan and Kodak Process films were changed to polyester later in 1966. For “Estar” base sheet films, Kodak changed the first digit of the film number from 6 to 4 for most of their general purpose films. Plus-X Pan became 4147 instead of 6147, Panchro-Royal became 4141 instead of 6141. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Super-XX Sheet Film in the UK | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Super XX sheet film was introduced in 1940 as a very fast panchromatic film with grain fine enough to permit a reasonable degree of enlargement without showing objectionable grain size on the print. The film gave a good reproduction of colour rendering in black and white tones and was not unduly sensitized to red light. It was particulary useful as a sheet film for portraiture in the studio. The film speed (in 1940) varied slightly according to the developer used to process the film, though only by two thirds of a stop. In D-76 developer: 32 Kodak speed, approx. 125 ASA (ISO). Fine Grain. In a general purpose developer, DK-50, DK60a: 31 Kodak speed, approx. 100 ASA (ISO). Medium Grain. In DK-20 developer: 30 Kodak
speed, approx. 80 ASA (ISO). Finest Grain, similar to Kodak
Microdol, but was a “silver solvent” type of developer. In 1954 Kodak described the film in their catalogues as having soft gradation, great exposure latitude and with a very long exposure scale. Super XX sheet film was the recommended film for making colour separation negatives, either by photographing the subject directly, or by making the negatives from a colour transparency when the photographer wanted to obtain colour prints by the Dye Transfer process. The speed of the film was given as 31 Kodak speed, 100 ASA (ISO) for daylight exposures, or 29 Kodak speed, 64 ASA (ISO) for exposing under tungsten lighting. The 1954 Kodak catalogue also offered “Super Panchro Press” sheet film for sale. This sheet film was very similar to Super XX (same speed), but was stated to possess a higher contrast with shorter development times, about two thirds of Super XX development times. Super Panchro Press sheet film was replaced by Panchro Royal sheet film in 1955. By 1956 the speed of Super XX had increased to 125 ASA (ISO) for daylight, 100 for tungsten. Then, in 1961, Kodak increased the film speeds of most of their black and white films by removing the previous exposure “Safety Factor”. This effectively doubled the speed although the films themselves did not change. The Kodak 1961 UK catalogues rated Super XX sheet film at 200 ASA (ISO) for daylight and tungsten lighting. The film was re-named “Super XX Panchromatic” in 1962 and remained on the UK market until 1967. Kodak “Separation Negative Film” replaced Super XX as the recommended film for separation negatives for the Dye Transfer process. The only other Kodak UK film named Super XX in 1967 was “Super XX Aero film” which lasted until 1971, then replaced by “Plus X Aerographic film 2648”. In 1973, Kodak UK introduced “Double X Aerographic film”. Eastman Kodak at Rochester, USA, continued to manufacture “Super XX Pan” sheet film coated onto an “Estar” thick base. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Above: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
On the left is a Super XX sheet film box dating from the late 1940s to the early 1950s. Sheet film was packed in multiple quantities of one dozen until 1952 – this box shows two dozen. After 1952 most sheet film was packed in quantities of 25 sheets to the box. The right hand box dates from 1940 to around 1946 to 1948, 12 sheets of 2 ½ x 3 ½ inches. There are no “Develop Before” dates on either box, Kodak U.K. started printing “Develop Before” dates on black and white sheet film boxes in the late 1950s. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Above: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
On the left is a box of Eastman Kodak made Super XX Pan sheet film dating from 1966. The right hand box is a UK manufactured Super XX Panchromatic film box dating from 1965. It is thought that the “Develop Before” date is January 1967. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Super-XX and Panatomic-X Sheet Film | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Super-XX ¼ plate (3¼ x 4¼ inches) sheet film (right hand box, above) dating from the late 1940s to very early 1950s when sheet film was packed as 24 sheets to the box. Although both these films were first introduced around 1939-40, the boxes shown in the above picture date from the late 1940s to early 1950s. This is known because the design of the Kodak UK sheet film box changed about 1946-48. Super-XX was a fast panchromatic film rated at 100 ASA (ISO). In the late 1940s it was the fastest Kodak film available in the UK. It was suitable for press photography, studio work, action photographs, and portraits. As far as I can find out, Super XX sheet film was introduced in the UK in 1940, to replace Kodak “Super Sensitive Panchromatic” sheet film. Panatomic-X sheet film, an extremely fine grain panchromatic film rated at 32ASA (ISO). It was suitable as a general purpose film, especially useful when the negatives had to be enlarged greatly. Panatomic-X sheet film was introduced in the UK in 1939 as an improved version of Kodak Panatomic sheet film. Panatomic-X sheet film in the UK lasted until 1955, when it was replaced by Plus-X sheet film (see above), which was double the speed. In the USA, Eastman Kodak marketed their version of Panatomic-X sheet film until the late 1960s This box of ¼ plate film (left hand box, above) of 25 sheets to a box, dates from between 1952 and 1955. Kodak in the UK started packing 25 sheets to a box in 1952 in sizes up to 20 x 24 inches. Both boxes of sheet film are difficult to date accurately because Kodak never printed “Develop Before” dates on their boxes until the late 1950s. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Super Panchro-Press Sheet Film | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In the UK The BJPA for 1941 gives the speed of “32 Kodak” or approximately 125ASA (ISO). This speed included the usual (pre-1960) “Safety Factor” of about one stop. The film could be exposed using a rating of approximately 250ASA (ISO) with little danger of under exposure. The “New Goods” section in the 1941 BJPA states the film has a “Grain Size” of 1/8,000 inch (0.003 mm) which the reviewer believed to be “almost a fine grain value”! He went on to state “The material is outstanding in respect of low background fog and cleanness and speed of processing”. The Kodak Professional Catalogue
for 1940 gives the following description: When developed in Kodak D-76 developer the speed given was "32 Kodak" in daylight and "31 Kodak" in Tungsten lighting. In 1940, Super Panchro-Press was obtainable in sizes from 3½ x 2½ inches to 8 x 10 inches in boxes of 12 sheets; changed to 24 sheets in 1946. The emulsion had a “Type C” sensitivity, which meant that it had a greater sensitivity to red light (known as “Increased red sensitive panchromatic”), than a “Type B” sensitized film. “Type B” sensitivity meant that the emulsion was evenly balanced to all colours throughout the colour spectrum (known as “Correct panchromatic”). In the early to mid 1940s, the sensitivity was changed to Type B to give a more correct rendering in black and white tones.Type B and Type C films were both panchromatic, but the type C film had a greater sensitivity to red light. (For information: Type B panchromatic film would reproduce red, green, and blue objects in the same tone of grey but a Type C panchromatic film would render red objects slightly lighter in the print). By 1954 the speed had been decreased to 100ASA (ISO) or "31 Kodak" for daylight. A Kodak Catalogue for 1954 stated that the developing and fixing times were two thirds of those recommended for Kodak Super XX sheet film. Super XX was exactly the same speed but with a lower inherent contrast. The film was now packed in boxes of 25 sheets. Super Panchro-Press film was replaced by Panchro Royal sheet film in 1955. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In the USA The film speed was given as a Kodak American speed of Kodak 500, or roughly 125ASA (ISO), but this included a (pre-1960) “Safety Factor” of about one stop. Good results could be obtained when the film was exposed at Kodak 1000, or about 250ASA (ISO). Super Panchro Press sheet film eventually replaced the much slower Panchro-Press sheet film (approximately 50ASA (ISO), although both films were available for sale in the USA in the early 1940s. A modified version of Super Panchro-Press sheet film introduced in the early 1940s was “Super Panchro-Press, Sports Type”. This film was rated at double the speed i.e. Kodak 1000 with the usual “safety factor”, or Kodak 2000, approximately 500ASA (ISO), if the safety factor was ignored. When processed in certain developers, the speed could be increased even more. Kodak D-82 (needed to be made up to a formula), or Kodak D-19 (ready packaged), could give a realistic speed of around 1000ASA (ISO). The film was originally intended for photographing sports events under tungsten lighting or very weak daylight using high shutter speeds but was suitable for any “available light” situation. The film had a “Type C” (Increased red sensitive panchromatic) sensitivity. Between 1941 and 1944 the sensitivity of Super Panchro-Press, Sports Type, film was changed to a “Type B” sensitivity (fully Panchromatic). It was the fastest film in the world until manufacture ceased in 1951. By 1960, the Safety Factor of Super Panchro Press Type B film had been removed and the speed was then rated at 250 ASA (ISO). An Eastman Kodak catalogue for 1961 describes the film as “one of the most versatile films in the Kodak line. It has high speed, excellent colour balance, and wide latitude in exposure and development”. The film gained the film number of 6146 in 1970 but, unlike other sheet films, the emulsion was never coated onto an “ESTAR” thick base. In 1973, the film was obtainable in sizes from 2½ x 3½ inches to 8 x 10 inches in 25 sheet boxes, plus 4 x 5 inches and 5 x 7 inches in 100 sheet boxes, and 8 x 10 inches in 50 sheet boxes. Manufacture ceased in 1974 leaving Tri-X Pan Professional 4164 sheet film, “ESTAR” thick base, as the nearest equivalent replacement. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Super Panchro-Press Type B film box, dated "Develop Before May 1963" |
 Super Panchro-Press Type B film box, dated "Develop Before January 1965" |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Super Panchro-Press Sports Type box, dated "Develop Before March 1952" |
 Three Super Panchro boxes, as illustrated above and left, showing their "Develop Before...." dates. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Commercial Ortho Sheet Film in the UK | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak Commercial Ortho sheet film was a medium speed Orthochromatic film, sensitive to blue, green, and partly sensitive to yellow light. As the film was insensitive to red light, it could be handled in the darkroom using light from a dark red safelight filter. It could also be handled in the darkroom by indirect lighting, with the safelight pointing towards the ceiling, using a Kodak Wratten Series 2 safelight filter (Dark Red); see reverse of boxes in the second picture, below. The speed of the film in 1967 was 50 ASA/ISO to daylight. It possessed medium contrast, but was capable of giving high contrast by developing in Kodak 'Press Contrast' developer, Kodak D-11 developer, or Kodak D-19 developer. For normal contrast Kodak DK-50 was recommended, or Kodak D-76 for finer grain and longer development times. Its uses included copying continuous tone photographs or artwork, industrial photography where red sensitivity was not important, landscapes, and portraiture of men in daylight where it is said the results gave men a more “rugged” look. The film was too slow for portraiture in the studio using tungsten lighting as that form of lighting decreased the film speed to 16 ASA/ISO. Electronic flash could be used in the studio or elsewhere, rating the film at the normal 50 ASA/ISO. A new design of sealing labels for black and white sheet films was introduced in 1969 and the label now included the film number, 6180, printed on the right hand side of the label. In 1986 the film was available in sheet sizes from 2¼ x 3¼ inches to 8 x 10 inches plus a 9 x 12 centimetre size. By 1973 less inch sizes were obtainable and no centimetre sizes, but by the next year two centimetre and one inch size had been reinstated. It is likely manufacture of Commercial Ortho sheet film ceased in the mid 1970s (perhaps 1977). By 1978 the film was not listed in any of the black and white films table for “suggested development times (in minutes) for some Kodak black and white general purpose films”. Commercial Ortho film was also not found in a table of development times for 'specialist films'. Tri-X Ortho film was suggested as an alternative to Commercial Ortho. Tri-X Ortho film, Estar thick base, 4163, was very similar to Tri-X Pan Professional film 4164, but was insensitive to red light. The film was identical in speed, 320 ASA/ISO to daylight, but decreased to 200 ASA/ISO for exposures in tungsten lighting. Tri-X Ortho was first sold in the UK in 1968 as a replacement film for 'Ortho Royal' sheet film. Commercial Ortho History In 1923, 'Eastman Commercial Ortho' film was available in sheet sizes from 4¼ x 3¼ inches to 24 x 18 inches, packed 12 sheets to a box. The film was described as :- “... suitable for all kinds of work where colour sensitiveness is required but not sensitiveness to red. Used with K-1 or K-2 Wratten filters, it gives correct rendering of yellows in photography of oak, unpolished mahogany furniture or similar subjects”. No film speed was given in the 1923, 1933, or 1935 Kodak catalogues. The K-1 filter was a pale yellow, and the K-2 was slightly darker yellow than K-1. Yellow filters used in black and white photography darken anything blue in the subject, and make yellows lighter in tone, or a lighter grey in the black and white print. At the end of the 1940s, Kodak changed the designation of most of their filters and the K-2 became “Wratten Series 8”. As far as can be found, the K-1 was no longer manufactured from the early 1950s. The two filters were very similar in strength. As the film was insensitive to red light, it could be handled in the darkroom under a 'Wratten Series 2' dark red safelight filter. A slightly lighter filter, 'Wratten Series 2A', was recommended for safelights with oil burners and with the 'Wratten Ceiling Reflector' lamp, where the light from the lamp was reflected off the ceiling. In 1939 the film was known as 'Kodak Commercial Ortho Film' and the speed of the film was '26 Kodak' to daylight, or '22 Kodak' to tungsten light. This equated approximately to 32 ASA/ISO for daylight and 12 ASA/ISO to tungsten if the film was developed in Kodak D-76 developer. When Kodak Extra Fine Grain DK-20 developer was used, the film speeds became slightly less, and it was advisable to double the exposure. In 1939 Commercial Ortho film was available in sizes from 2¼ x 3¼ inches to 10 x 12 inches in boxes of one dozen films. Kodak in 1954 described the film as a “Moderately fast orthochromatic film of fairly vigorous contrast. Its safety film base has a magenta-dyed anti-halation backing which clears during development”. The uses of the film were: “All technical, commercial and record purposes not requiring the highest speed or panchromatic colour sensitivity. Copying, clinical photography, photomicrography, finger print photography”. The film speed in 1954 was 25 ASA/ISO to daylight, or 8 ASA/ISO to tungsten light. The film sizes available in 1956 were 3¼ x 2¼ inches to 14 x 17 inches and there were 7 centimetre sizes. The film was then packed 25 sheets to a box. The film speeds of most Kodak sheet films prior to 1960 included a 'Safety Factor'. The film speeds printed in the instruction sheets were half the 'true' speeds of the films - see the Commercial Ortho film speed in the 1957 instruction sheet (left hand side, below). From 1961 onwards, the speeds of most black and white films were doubled, such that 'Commercial Ortho' was then 50 ASA/ISO to daylight and 16 ASA/ISO to tungsten light when developed in Kodak D-76 developer. Kodak Microdol developer produced very fine grain with a slight speed loss, while Kodak D-61a developer gave a higher contrast with shorter development times than D-76. In 1967, in line with other black and white sheet films, the emulsion was coated onto a polyester, thermo plastic material, film base. The Kodak trade mark for this new base was 'ESTAR'. This improved dimensional stability and there was less tendency for the base to curl, making it easier to load into darkslides. Previously sheet films were coated onto a thicker tri-acetate support base. The film number was changed from 6107 to 4180, the “4” designated the polyester film base, and the film name was changed to 'Commercial Ortho Film – ESTAR Thick Base'. There was a slight speed increase, from 50 ASA/ISO to 64 ASA/ISO and the film could then be rated at 40 ASA/ISO in tungsten lighting. The new design of sealing label for black and white sheet films introduced in 1969 included the film number 4180 printed on the right hand side of the sealing label. References: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The left hand box, in the picture below, dates from 1967 and had a 'Develop Before' date of January 1969. The right hand box dates from 1959 and has a 'Develop Before' date of February 1961. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Date stamp on
side of box: The box dating from 1959 (right hand box above) was date stamped Feb 1961 on the side of the box next to the emulsion number (date corresponds to the 'develop before' date). |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
  |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak Fine Grain Positive Film (as manufactured in the UK from the mid 1930s) Fine Grain Positive film was intended for making positive black and white transparencies from 35 mm negatives. It was blue sensitive (sensitive to blue and white light only) and was approximately the same speed as a Kodak black and white printing paper. The film could be handled in a darkroom under the same lighting conditions as black and white printing papers i.e. Kodak safelight filters OA, OC and the earlier OB filter. A red safelight, such as Kodak 1A, could also be used for increased safety. When processed, the film base appeared completely clear, as there was no anti-halation backing or base tint. 35mm negatives were usually contact printed onto this film, and the length of exposure was similar to contact exposure onto a Kodak enlarging paper. The tins of 35mm film contained no instruction leaflets, but the instruction sheets for Kodak D-163 Developer listed Fine Grain Positive Film development times. D-163 was a general purpose black and white print developer for processing Kodak enlarging papers. For Fine Grain Positive Film, the stock solution was diluted 1 part developer with 3 parts water, and the film developed for 1½ to 2 minutes at about 68°F (20°C). Development times varied from 2½ minutes at 64°F (18°C), to 60 seconds at 75°F (24°C). Although Kodak recommended their D-163 developer, any enlarging paper developer could be used successfully with the film. In the 1960s to 70s, the film was sold in the UK in 5 and 17 metre lengths. In the USA, the 35mm film was obtainable in 100 foot tins, and a sheet film version was available in various sizes, 4 x 5 inches to 11 x 14 inches (1972). The author purchased a 5 metre tin of Fine Grain Positive Film in late 1966 with the intention of making some black and white transparencies from 35mm negatives. The film was processed in a Johnson Print developer, possibly “Johnson Bromide”, or “Johnson Con-Sol”. Most of the transparencies were rather soft, and due to lack of experience in those days, I never tried processing the film in a more energetic developer, such as Kodak D-11 or Kodak D-8. The author had more success when using the film to make black and white internegatives from colour transparencies, and copying black and white photographs. As the film was blue sensitive, the tonal rendering of the prints made from the internegatives was, in theory, wrong, but in practise, this made little difference to the quality of the prints. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Positive Film: History, Use & Chronology A negative cine film in 35mm or 16mm format, such as Kodak Super X film, was exposed in a cine camera and then processed to yield a negative image. A positive print from the negative film was made by printing onto a blue sensitive film resulting in a positive print suitable for projection. The usual method was to make a positive print from all of the material exposed in the camera, edit this print, and then edit the original negative to match precisely to the already edited print. The edited negative was used to make as many copies of the film as needed. A better method was to print the edited positive onto the blue sensitive positive film to make a duplicate negative. This edited duplicate negative was used to make any number of prints, printing the duplicate negative onto the positive film. Printing from a duplicate negative protected the irreplaceable original negative from damage by careless handling. Another advantage of this method was any number of duplicate negatives could be made. First Method: Second method: Three types
of film were manufactured
by Kodak in the 1930s for printing and duplicating purposes. It was likely that Fine Grain Duplicating Negative 1203 was sensitive to all colours (panchromatic), because colour filters could be used to change the tonal rendering of scenes when making duplicate negatives. These motion picture films were intended to be sold to motion picture film processing laboratories in lengths of up to 2000 feet. They were not available for sale to the amateur photographer. Sometime during the 1940s, Kodak Positive Film was made available to “Film Strip Producers”. Film strips were transparencies projected with a “slide” projector, only instead of individual transparencies, all the pictures were printed onto a short strip of film which could be wound through the projector to show one picture after another. They were not motion pictures of any kind. Kodak Positive Film was most likely Positive Film 1301, sold in short lengths. Film Strip Production is described at length in an article printed in the “British Journal Photographic Almanac” for 1949, see “Film Strip Production by the Amateur Photographer”, by M.L. Haselgrove. Mr. Haselgrove mentions that “Positive stock, on the other hand, is rather like a Bromide paper emulsion, being primarily blue sensitive and so is safely handled in the light from a “bromide” safelight. The base is clear, no anti-halation dye being used, and resolving power is fairly good”. The film described is most likely 35mm Kodak Safety Positive. This film became Kodak Fine Grain Positive Safety Film by 1954. Kodak Fine Grain Positive Film was listed in the Kodak Professional Catalogue for February 1960, and was sold in 5 metre and 17 metre lengths in 35mm format. It was priced to sell at about two thirds of the cost of camera films of the same length, such as Plus-X or Tri-X. In 1979, Kodak in the UK was importing Eastman Fine Grain Release Positive Film 5302. This was sold in 35mm format in 100 foot lengths and replaced the UK product viz: Fine Grain Positive Film. The 5302 was described in the US Eastman Kodak catalogue for 1979 as a "Black and White Positive print film for general black and white release printing”. Black and white release printing meant that the film was mainly intended for use to make positive prints from film taken in motion picture cameras. Exactly the same film was included in the black and white section of the “Kodak Professional Product Profile” catalogue of 1999. The film was taken off the market between 2000 and 2002 as there is no mention in the equivalent Kodak catalogue for 2003. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak
Commercial Fine Grain CF.8 Film The equivalent Ilford film in the mid-1960s was the range of Ilford Fine Grain Ordinary Series 3 films, N7E.31, N5.31, N5.31M, and N3.31. History of the film
in the UK In 1940 a Kodak “Professional” catalogue listed the film as “Kodak Commercial Film” giving a speed of '25 Kodak' if developed in Kodak D-76 developer. This speed was for use in daylight. The film was described as “……..recommended for all kinds of commercial and architectural work not requiring colour sensitivity”. A speed of 25 Kodak was approximately 25 ISO/ASA. The name of “Commercial Film” was changed to “Commercial Fine Grain Film CF” between late 1951 and early 1952. There was also a “Commercial Matt” sheet film available to “Special Order”. This film presumably had a matt surface base for easy re-touching. The film became “Commercial Fine Grain Matt CFM” sheet film at the same time. In May 1952 the films were obtainable in sizes from 6½ x 4¾ inches to 20 x 24 inches. The “Matt” sheet film was slightly more expensive than the regular base sheet film (Ref: Kodak UK price list May 1952). The British Journal Photographic Almanac (BJPA) of 1953 reviewed Kodak's Commercial Fine Grain Sheet Film as “…it can be seen that the film is well suited to the making of photogravure negatives and positives and the copying of monochrome originals”. The BJPA gave a speed of 16 ISO/ASA in daylight or 4 ISO/ASA in tungsten light. These speeds could be doubled with little danger of under exposure. By 1957 the film had gained the number “CF.8” and there were two other versions listed in the Kodak Professional catalogue for October 1957, viz: CF.8 had an acetate base of 0.008 inch thickness, CFM.8 was the same film but with a retouchable matt surface, and CF.3 was a thin base film of 0.003 inch thickness. By 1960 two films were obtainable, CF.8. and CF.10. The emulsion of the CF.10 film was coated onto a Polystyrene base of 0.01 inch thicknesss, giving great dimensional stability that ensured the physical accuracy of copies. Between 1960 and 1961 it is likely that the CF.10 film was replaced by CF.7. The emulsion for CF.7 was coated onto a Polyester plastic base of great physical stability and resistance to tearing. This was one of the first films Kodak (London) coated onto a Polyester base, trade mark ESTAR, of 0.007 inches thick (0.18 mm). It is possible the speed of both films was, by then, increased to 50 ISO/ASA to daylight, or 10 ISO/ASA to tungsten. These speeds were known as “the minimum speeds” and could not be doubled. The CF.8 film on acetate base was still available. The two films remained for sale in this form until 1968. Thereafter, Kodak UK no longer manufactured CF.8, but the CF.7 continued to be made until the mid 1970s, when it was replaced by Kodak Reproduction films, 4566 and 2566 (see here). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodaline
Standard Films, KS3 and KS5 Kodaline Standard film was suitable for copying pencil drawings and original black and white artworks of continuous tone or in black and white tones only, no mid tones (line drawings). It could produce a varying degree of high contrast depending on the type of developer used and the time of development. This extremely fine grain film could also be used to make black and white transparencies from soft negatives. It was extensively used in the graphic arts industry, where the extra thin base could be cut up to produce composite negatives or for montage work. Sensitive to blue and white light only, sheets and rolls could be handled under a safelight fitted with a Kodak safelight filter (Wratten) Series OB, lime yellow, or pre 1953, a Wratten Series OA, olive green filter. By 1964 the KS3 extra thin base version was no longer made and in late 1968 the 0.005 inch thickness film was manufactured with an “Estar” base of 0.004 inch thick. From then on it was known as “Kodaline Standard film 2698 Estar base”. Kodaline Standard film 2698 was replaced by Kodaline Reproduction films, 2566 and 4566, in 1974. Recommended Developers
Sheet film
sizes |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kodagraph Ortho Film KO5 and Kodak Reproduction
Film 2566 The following images have been sent by Alan Grange of Sierra Madre, California. Alan says "In the mid-1960s I worked in an engineering firm’s darkroom where the main activity was photographing large diagrams onto half plate film, which could be filed and used later to print duplicates. Over the years I have kept some of the boxes.... |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Michael Talbert comments: Best guess is that KO5 may have been an earlier version of EO4, before the emulsion was coated onto an Estar base. Probably K is for Kodak, O is for Ortho, and 5 likely means 0.005 inches thick, being the thickness of its (pre-Estar) acetate base. In the UK KO5 was the code for Kodaline Ortho film. Kodagraph films didn't appear in the UK until 1962. Alan's box is dated November 1966. Kodak Reproduction film 2566 was for contact and camera exposed line work in Graphic Arts. It was of high contrast, orthochromatic, with a high maximum density and very low fog level. It is listed in the American “Kodak Photographic Products” catalogue of 1979–80. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Eastman Kodagraph Projection Standard Paper This paper was coated with
a high contrast blue sensitive emulsion. It could be handled
under a Kodak Safelight filter Wratten Series 1, (red). Development
was in “Kodagraph” developer (or Dektol) for 60 seconds
at 68°F. As far as is known, the nearest Kodak UK product was “Kodak 84 Projection Document Paper Medium Weight” (Ref: Kodak U.K. professional catalogue October 1957). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
.jpg) .jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
'Negative Card' paper was a paper based substitute for celluloid films or glass plates. It was useful for rapid production of negatives, as the paper could be developed in large quantities in a dish similar to black and white prints exposed onto Bromide enlarging paper. The material was mainly used by 'beach and street' photographers, specialising in taking cheap portraits with a 'Jano, While-U-Wait' camera. These cameras, which first appeared in the 1920s, were claimed to produce a postcard size (3½ x 5½ inch) print in less than 5 minutes. The two advertisements (see lower, below) illustrate the 'Jano' camera, one advert being from the British Journal Photographic Almanac (BJPA) for 1948 and the other from the BJPA for 1955. The opaque Negative Card 'paper' negative produced by the Jano had to be copied onto a second sheet of Negative Card in order to achieve the final positive print. Although this 'printing' technique was conveniently built into the Jano system, some photographic companies (from at least 1930) e.g. Jerome and Gratispool, also printed paper negatives using reflected light enlargers, in otherwise conventional darkrooms. The Negative Card paper was comparable to an enlarging Bromide paper in appearance, but with an emulsion fast enough for an 'instantneous' camera exposure. There was also another grade, 'Extra Rapid', possibly twice the speed of 'Rapid'. The box gives no indication of the speed of the paper in ISO or ASA terms, nor do any of the Kodak Professional catalogues give this information, where the paper is listed in postcard size only. In the 1950s the 'Rapid' grade must have had an ISO/ASA speed of at least 64, similar to a medium speed film. Negative Card (but only in the Rapid grade) was produced until 1967. Thereafter Kodak did not offer any alternative product. Below is shown a box of 100 sheets
of 'Negative Card' paper in the 'Rapid' grade. As best can be
ascertained, this box dates between 1957 and 1961. The overlaping
rectangles on top of the box (Kodak Photographic Paper) was first
used from 1957-58, which specifies the earliest possible date.
The rear label (see right, below) mentions "Other grade
available - Extra Rapid", but this Extra Rapid grade was
not manufactured beyond 1961. Hence, beyond 1961 there would
have been no reason to mention the 'Extra Rapid' grade. An advertisement in the BJPA
for 1951 mentions a new Jano camera 'in preparation' taking 3½ x 2½ inch
photographs. The Jano advert in the BJPA for 1955 advertises
the 'Jano Junior', capable of taking pictures of 3½ x 2½ inches,
but there is no mention in any of the Kodak Professional Catalogues
of 'Negative Card' in this size (despite the box shown below).
It's possible such a size was made to Special Order |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A street or beach photographer would have photographed his subject in the conventional manner but using 'Negative Card' paper as his light sensitive 'film'. Given below is an outline of how a photographer operated a 1954 model of a 'Jano While-U-Wait' postcard (3½ x 5½ inch) camera. This website gives further details and shows photographs of an actual Jano camera. At the back of the camera was a door with a large circular hole in it. Attached all around the rim was a long 'Sleeve' where the photographer could insert his hand to access the inside of the camera when the door was closed. To operate the camera, the photographer opened the door and composed his picture on a ground glass screen which was the size of the paper and could be adjusted to 'ortrait' or 'landscape' format. The door was then closed, the photographer put his hand into the 'sleeve' and' with his hand inside the camera, he lowered the ground glass screen and placed a piece of 'Negative Card' into the 'taking' position in place of the ground glass screen. Unexposed sheets of 'Negative Card' were stored in the camera ready for use. After making the exposure, the sheet of 'Negative Card' was removed from its position and placed in the Developer tray in the base of the camera. Progress of development (it may have been necessary to reduce or increase the development time to vary the contrast of the image) could be watched through a small window covered with red glass on top of the camera. When development was complete, the print was transferred to the Fixer tray alongside. The Fixer would most likely have been a 'rapid fixer' and, as such, the whole development and fixing process would have taken less than three minutes. To complete this first stage of the process, the photographer took his hand out of the 'sleeve', opened the back of the camera, removed the processed card and rinsed it in a large bucket of water hanging from the camera tripod. The result would have been a negative image that required the photographer to next produce a final positive print. At the front of the 'Jano' there was a 'frame' to hold the postcard size negative cards. The frame was assembled in front of the camera lens and the negative slotted into it. This time, instead of photographing his subject, the photographer photographed the negative card image onto another sheet of 'Negative Card', and the processing procedure was repeated. After developing, fixing and then rinsing this second sheet of 'Negative Card', a positive print was produced. This print was then rinsed in the water bucket, surface moisture wiped off and likely waved in the air to 'complete' the drying process. The print would then have been handed to the customer, probably with some caution regarding the need to keep it in the open air until it dried completely. The 'Negative Card' emulsion would have had been sensitive to the blue light wavelengths within white light, much as black and white 'Bromide' printing paper, but with a much faster speed (light sensitivity). The restricted blue light colour sensitivity would have simplified the subsequent developing process due to enabling handling such material in a fairly bright red light. The 1957 Kodak Professional Catalogue recommends handling 'Negative Card' under a safelight fitted with a 'Wratten Series 1' safelight filter. The nearest film equivalent to 'Negative Card' in the 1950s was Kodak's 'Commercial Fine Grain' sheet film with a speed of 50 ISO/ASA. Both materials could be handled under the 'Wratten Series 1' safelight filter. This safelight filter was a medium density red filter, suitable for all fast blue sensitive films and papers. In previous models of the 'Jano
While-U-Wait' cameras there were two tanks underneath the camera
holding developer and fixer solutions. The 1954 model was the
first to incorporate trays for processing instead of tanks. In
photographs illustrating the 'Jano' 1954 model, the rear access
'sleeve' looks to be covered with some kind of red plastic material.
This red material may well have acted as a safelight filter,
providing some safe red light inside the camera that enabled
the photographer to more easily control placement of the focussing
screen, the 'Negative Card' and transferring the card into the
processing trays. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak Blue Brand Medical
X-Ray Film In 1953, Blue Brand X-Ray film was the fastest Kodak X-Ray film for radiography with intensifying screens. Its contrast, fineness of grain and freedom from fog gave radiographs of supremely good gradation. It was available on a clear blue base, Code 3, or on an opal base, Code 4. The films could be exposed with an intensifying screen or exposed without a screen which gave lower contrast. In the early 1950s, the price of Blue Brand X-Ray film was not subject to Purchase Tax, levied at about 45%. In May 1952, the film could be purchased in sizes from 2 x 15 inches to 14 x 17 inches in 25 sheet and 75 sheet boxes. The box of Blue Brand X-Ray film illustrated here would have cost £12.17s.4d or (in decimal currency) £12.87. (This information has been taken from the Kodak UK catalogue Section 1 “Kodak Films” dated January 1954. Information on X-Ray film was not usually included in the same catalogue as camera films e.g. in the 1957 'Professional Kodak catalogue' the X-Ray films were left out). In the British Journal Almanac for 1961, containing adverts dating from 1960, Kodak lists a comprehensive range of medical radiographic films (Royal Blue, Blue Brand, Standard, Kodirex) and industrial radiographic films (Industrex, Crystallex, Kodirex) for use with intensifying screens where applicable. Special films were available for Fluorography and cine radiography. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
  |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Blue
Brand Ultra-Speed The box shown contained 75
sheets of film, each 12 x 15 inches. The instructions
on the back of the box read: Open Only in Photographic Darkroom. STORAGE: Store on end or side, in cold dry
place. Mark date of receipt on box; use in rotation. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
.jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) Side view of above box. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Silver
Halide Developers and Dichroic Fog At that time, Kodak D-76 developer (see below) was recognised as one of the most used standard developers for processing black and white films. It was said to produce the finest possible grain without decreasing film speed. Other Kodak developers available at that time, Kodak Portrait Film developer (D-151) and Kodak DK-50 were more suitable for processing larger (sheet) format films, where a larger grain size was compensated by the size of the large negative. There were certainly other formulae that would produce a much finer grain structure on high speed films. Developers containing the developing agent “Paraphenylene Diamine” (P.P.D.) gave a definite finer grain size than D-76. Unfortunately they had their disadvantages – very long development times, low contrast and, for the finest grain possible, exposure of the film had to be increased up to four times from normal exposure. A much finer grained film, of a lower speed e.g. Kodak Panatomic-X, might have given a better result. The British Journal Photographic Almanacs (BJPAs) of the late 1930s to early 1940s published some of the P.P.D. developer formulae in their “Fine Grain Development” section. In 1939, two research workers at Kodak published the developer formula DK-20 (see below), a developer specially designed for use with high speed materials, giving a distinct reduction in graininess compared to the Kodak D-76 formula. The main advantage of this new developer was that the loss of speed was approximately only 35% below that achievable with D-76. In 1940, Kodak Super XX 35mm film, rated at Kodak speed 32 (125 ISO/ASA) in D-76, could still be exposed at Kodak 30 (80 ISO/ASA) when processed in the new DK-20. Most speed ratings included a “Safety Factor” of one stop i.e. the film was rated at half the speed it really was, and photographers who calculated their exposures accurately with some kind of exposure meter could halve their exposures i.e. double the film speed. Super XX film then became Kodak 35 (250 ISO/ASA) when developed in D-76, and Koak 33 (160 ISO/ASA) when developed in DK-20. The Kodak DK-20 formula developer could be purchased from Kodak (UK) as 'Kodatol' developer, to be made up with water to make a working solution. “Kodatol” was available in six sizes (1940) from 20 fluid ounces to a 5 gallon size. 'Kodatol' DK-20 was known as a 'Silver Halide Solvent' developer. The developer contained Potassium Thiocyanate which acted as a powerful silver solvent. The purpose of the addition of Potassium Thiocyanate to the developer was to prevent 'clumping' of the very small grains. As the exposed grains developed, they fused together to form larger grains. The increased graininess caused by 'clumping' then appeared on prints above 8 x 10 inches made from 35mm or small roll film negatives. The Potassium Thiocyanate 'fixed out' the smaller sized grains but, in so doing, decreased the sensitivity of the film. It was very important to avoid any over-development as this would cause a form of 'Dichroic Fog' in the film i.e. the negatives appeared to take on a diffused effect in addition to a lack of sharpness. The Focal Press also published their version of a formula for a Silver Halide Solvent developer containing Potassium Thiocyanide. It was described as 'slow' and 'soft working'. Exposure times had to be doubled (Ref: Focal Press, Photographic Dealers Pocket Book 1953). In the 1950s Kodak introduced several improved emulsion films, the first being 'Royal Pan' sheet film in the U.S.A. about 1952. These films were coated with a gelatine layer containing a sensitive emulsion very near the surface of the film base, preventing light scatter i.e. irradiation in the emulsion, therefore improving sharpness. Kodak issued a warning that these improved films should not be developed in Silver Halide Solvent developers as these type of developers would cause dichroic fog and definition would suffer. Kodak 'Microdol' developer was introduced in the late 1940s as a replacement for DK-20 and by the late 1950s Silver Halide Solvent developers became obsolete. 'Dichroic Fog' was caused by active developer being present in the emulsion after the film had been transferred to the fixing bath. The fixer converts any unexposed silver to soluble salts which diffuse out of the emulsion into the fixing bath. But if the developer is still active in the emulsion when the film is in the fixing bath, the newly formed soluble salts may turn to metallic silver as if they were exposed silver halide. In other words, the developer may try to form an image even after the film is in the fixing bath. This causes the developed metallic silver to form an even deposit of fine silver over the whole surface of the film, giving the negative a diffuse look and causing a lack of definition. Kodak 'Royal X Pan' film rated at 1250 ISO/ASA was susceptible to dichroic fog because of it’s very thick high speed emulsion and Kodak recommended the use of a Stop Bath between developing and fixing. Because Silver Halide Solvent developers contain a kind of fixing agent, Potassium Thiocyanate, any over-development may cause an over reaction of the fixing agent generating dichroic fog. The new Kodak films introduced in the 1950s were coated with a very fine grain emulsion located very near the surface of the film. It is likely that any Silver Halide Solvent developer would 'fix out' the minute grains while the film was being developed, causing a decrease in speed and definition. The first 'improved' film to be sold in the UK was Kodak 'Panchro-Royal' sheet film, the equivalent of the Eastman Kodak 'Royal-Pan' sheet film, sold in the U.S.A. Other improved films introduced in the 1950s made with a finer grain structure were Verichrome Pan, Tri-X, and Panatomic-X roll and 35mm films. (Ref: British Journal Photographic Almanac for 1957 and Basic Photography, by Langford, 1965) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak
'Special' Developer The directions on the 'Special' bottle label shown in the packaging picture below reads: For Films and Plates: Use one
part of solution and three parts of water. The bottle and the cardboard container it was packaged in date from the mid-1930s. The liquid Kodak 'Special' developer is listed for sale in the Kodak UK catalogue 'Professional Photographic Apparatus and Materials' for 1923 but only as a 1 gallon size. The equivalent catalogue for 1933 does not list any 'Special' developer as a liquid solution. In those early catalogues, the developer would have been made up to the D-157 formula. As far as is known, an 8oz bottle of 'Special' would have cost 1 shilling and 3 old pence (1s/3d) in 1940, just more than 6p. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak
D-163 Developer The developer was originally for use as a general purpose developer for films, glass plates, Bromide and Velox papers, and available in powder or liquid form. In later years it became the standard developer for Kodak Bromide, Velox, Bromesko and Royal Bromesko printing papers. It gave a neutral black to Kodak Bromide and Velox papers, a warm black to Bromesko paper and a pronounced warm black to Royal Bromesko paper. The dilution for all Kodak
papers, to make a working solution, was normally one part concentrated
developer to three parts water. D-163 could also be used for the rapid development of roll and sheet films, at three to four minutes at 68°F. The author recalls one or two students at the Art College he attended in the 1960s, developing certain high speed Kodak roll films in D-163 i.e. Tri-X Pan and Royal X Pan, for well over the recommended time, claiming fantastically high ASA (ISO) speeds as for use in “available light “ photography. Unfortunately, since the author never experimented with “uprating” film speed by this development technique, he cannot vouch for these claims. Kodak D-163 developer was replaced by the American Eastman Kodak “Dektol” in 1985, sold in liquid and powder form. Dektol had been on sale in America for many years and from 1985 was recommended for processing most UK Kodak black and white printing papers, and the developer became listed in the UK Kodak catalogues. Download instructions from November 1966 for this general purpose developer: D-163 Developer, November 1966 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak
DK20 (aka Kodatol) Developer The Kodak DK-20 formula developer could be purchased from Kodak (UK) as 'Kodatol' developer, to be made up with water to make a working solution. “Kodatol” was available in six sizes (1940) from 20 fluid ounces to a 5 gallon size. The Kodak advert in the BJPA for 1940 gives he details of 'Kodatol', see opposite. Packets of Kodak D-76 and 'Special' developer (later known as D-163), also appear in the picture It was a very fine grain developer that came before Microdol. It is believed DK20 and Microdol were sold at the same time for a few years in the early 1950s. DK20 was finally abandoned in favour of Microdol about 1954. Microdol became Microdol X in 1962. Download instructions for DK20
from a September 1953 leaflet: DK20
Developer |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kodak D61a Developer A poweful developer that produced large grain when used with Tri-X film ! Download instructions from January 1957: D61a Developer |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kodak Microdol-X Developer Microdol became Microdol-X in 1962. This developer gave very fine grain and good definition with minimum loss in effective film speed. Normaally used undiluted. but if enhanced sharpness of fine detail was required, it could be diluted 1+ 3 with water. To download an instruction leaflet from October 1964, click the link here: Microdol-X Developer, October 1964 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Various Kodak Black and White Developer Packaging | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
From left to right: A D-76 film developer packet
dating from the 1970s. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
D-76 developer for developing black and white negative films was invented by J.G.Capstaff of the Eastman Kodak company in 1926. It was one of the first film developers to give the finest grain the film was capable of without affecting the speed of the film being developed. There were at least ten variants of the formula, the most well known being D-76b and D-76d. A formula for D-76 dating from 1937.
The developer was listed as “D-76 Elon–Hydroquinone–Borax” developer in the UK “Kodak Professional and Industrial” catalogue for 1940. “Elon” was the Kodak trade name for Metol. A packet of D-76 supplied as powder chemical components to make 20 fluid ounces of developer would have cost 2 shillings (10p) in 1940. The packet illustrated above made 600ccs and cost 23p in 1973, including VAT. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Dektol
developer Dilute 1+9 (1 of the concentrate
plus 9 of water) and develop 1½ - 2 minutes
at 68°F. Dektol was an American Eastman Kodak developer principally for developing black and white printing papers. As far as is known, it was introduced in the USA only, sometime in the late 1940s, as an improved version of the Eastman Kodak packaged D-72 developer. An Eastman Kodak photographic catalogue for 1950 states the (then new) Dektol developer had four advantages over the old D-72. 1. 20%
greater print capacity. Dektol was available from its introduction as a powder developer (developer solution made up from powder components) in the USA and was not sold in the UK until 1985 when Dektol replaced the well known D-163 developer. An additional liquid version was introduced at the same time (as the illustration above). Dektol developer made up from powder components was further diluted 1 + 2 with water to make a working solution. In a “Silverprint” (a professional photographic dealer, based at Valentine Place, London, SE1 in 1997) catalogue for 1997–1998, Kodak D-163 liquid developer is listed in two quantities for sale alongside Dektol. A Kodak UK Products catalogue for 1999 gives only Dektol and Polymax developers for print processing. It is thought that the Silverprint people may have been making their own D-163 developer to the Kodak formula and offering it for sale. It is thought by some that D-163 developer produced a slightly warmer “tone” rendering in the print i.e. a slightly brownish colour to the “blacks”, compared to Dektol. Hence, both developers had their adherents and both were (1997-1998) listed for sale. Apart from the choice of developer, much of the tone colour in a black and white print depended on the type of paper, the base colour, and the development time. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Prior
to 1948, the majority of 35mm professional motion picture film
was produced on a nitrate base, and it is reasonable to assume
that any such existing film known to pre-date 1950, will fall
into this category. It is a fact that if this material has been
allowed to deteriorate and become unfit for projection, the likelihood
exists that it may have reached the point where further prolonged
storage would be very unwise.
Prior
to 1948, the majority of 35mm professional motion picture film
was produced on a nitrate base, and it is reasonable to assume
that any such existing film known to pre-date 1950, will fall
into this category. It is a fact that if this material has been
allowed to deteriorate and become unfit for projection, the likelihood
exists that it may have reached the point where further prolonged
storage would be very unwise.
|
Michael Talbert started making colour prints in 1969, using Kodak Ektacolor Commercial paper. He was a photographic colour printer in the 1970s, printing colour negatives mainly onto Agfacolor paper. He also had experience using about 10 types of Kodak paper, plus other makes, Gevacolor, Fuji, Paterson, Konica. Michael now sets up and takes “Retro” fashion pictures, but prints them digitally. |
|
|
|
|
|