| Kodak Colour Negative Film and Colour Print Making Materials & Processes - researched by Michael Talbert |
|
|
|
|
1880 - Eastman began commercial production
of dry plates in a rented loft of a building in Rochester, N.Y. 1889 - The first commercial transparent roll film, perfected by Eastman and his research chemist, was put on the market. 1891 - The company marketed its first daylight-loading camera, which meant that the photographer could now reload the camera without using a darkroom. 1892 - The company became Eastman Kodak Company of New York. 1898 - Kodak marketed the Folding Pocket KODAK Camera, now considered the ancestor of all modern roll- film cameras. It produced a 2¼ inch by 3¼ inch negative, which remained the standard size for decades. 1900 - The first of the famous BROWNIE Cameras was introduced. It sold for $1 and used film at 15 cents a roll. For the first time, the hobby of photography was within the financial reach of virtually everyone. 1908 - Kodak produced the world's first commercially practical safety film using cellulose acetate base instead of the highly flammable cellulose nitrate base. 1911 - The company's Blair Camera factory in Rochester was renamed the Hawk-Eye Works, and a department for the design of optics was established there in 1912. 1913 - The introduction of EASTMAN Portrait Film began a transition to the use of sheet film instead of glass plates for professional photographers. 1923 - Kodak made amateur motion pictures practical with the introduction of 16 mm reversal film on cellulose acetate (safety) base, the first 16 mm CINE-KODAK Motion Picture Camera, and the KODASCOPE Projector. The immediate popularity of 16 mm movies resulted in a network of Kodak processing laboratories throughout the world. 1928 - Motion pictures in colour became a reality for amateur cinematographers with the introduction of 16mm KODACOLOR Film. 1929 - The company introduced its first motion picture film designed especially for making the then, new, sound motion pictures. 1931 - KODAK VERICHROME Film was introduced offering greater latitude and finer grain than the KODAK NC (Non-Curling) Film which had been the standard since 1903. 1934 - Kodak A.G. (Germany) introduced the first of its 35 mm precision KODAK RETINA Cameras. 1935 - KODACHROME Film was introduced and became the first commercially successful amateur colour film initially in 16 mm for motion pictures. |
1936 - KODACHROME Film for 35 mm slides and 8 mm home movies. 1938 - The first camera with built-in photoelectric exposure control was developed; the Super KODAK Six-20. 1939 - Kodak added a READY-MOUNT service for 35 mm KODACHROME Film which made it possible to project slides as soon as they were received from a Kodak processing laboratory. 1942 - KODACOLOR Film for prints, the world's first true colour negative film, was announced. 1946 - Kodak marketed KODAK EKTACHROME Transparency Sheet Film, the company's first colour film which could be processed by the photographer with newly marketed chemical kits. Kodak employment worldwide passed the 60,000 mark. 1954 - KODAK TRI-X Film, a high-speed black-and-white film, was introduced. 1956 - KODAK VERICHROME Pan Film was introduced, a black-and-white film that replaced the popular KODAK VERICHROME Film launched in 1931. 1961-The company introduced the first in its very successful line of KODAK CAROUSEL Projectors, which featured a round tray holding 80 slides. KODACHROME II Film was introduced, providing a significant improvement over the long-established KODACHROME Film. 1963 - The line of KODAK INSTAMATIC Cameras was introduced, featuring easy-to-use cartridge-loading film, which eventually brought amateur photography to new heights of popularity - more than 50 million INSTAMATIC Cameras were produced by 1970. 1965 - Kodak developed the super 8 format and launched super 8 movies with new cartridge-loading KODACHROME II Film. 1972 - Kodak reduced the popular INSTAMATIC camera to pocket size with the introduction of five different KODAK Pocket INSTAMATIC Cameras, using a new KODAK 110 Film Cartridge - the line was so popular that more than 25 million cameras were produced in slightly under three years. 1980 - Kodak celebrated its 100th anniversary. 1981 -The introduction of KODAK EKTAFLEX PCT color printmaking products made it easy for home darkroom enthusiasts to make col or enlargements. 1982 - Kodak launched "disc photography" with a line of compact, "decision-free" cameras built around a rotating disc of film. KODACOLOR VR 100 Film was introduced, utilizing a newT-GRAIN emulsion technology. 1990 - Kodak announced the development of its Photo CD system and a proposed worldwide standard for defining colour in the digital environment of computers and computer peripherals. 1994 - At a January press conference, Kodak announced 30 new products, including KODAK ROYAL GOLD Film |
|
Some of the earliest colour
processes, as applied to motion picture film, can be read in
this Kodak publication for the British Kinematograph Sound &
Television Society entitled: 16mm home ciné colour film, named Kodacolor, appeared in 1928. Improved colour in the form of Kodachrome then arrived in the 16mm ciné format in 1935 and by 1936 Kodachrome was also available in 8mm ciné and 35mm still formats. The early 1928 Kodacolor was a lenticular additive colour film which employed the 'lenticular' process which made use of a black and white film stock, the base of which was embossed with a large number of minute lenses or cylindrical ribs, 22 elements per millimetre. When exposed through the base using a camera lens fitted with a banded three-colour filter, the image was recorded as a number of colour separation elements which, after a reversal processing, could be projected through a similar lens and filter to produce the original colours. The process, which had a number of disadvantages, was discontinued in 1935 with the introduction of Kodachrome. By the early 1930's, colour photography had reached well past the experimental stage. When “Agfacolor Neu” reversal film first made it’s appearance in 1936 it proved that a multi-layer colour film could be manufactured with the colour couplers incorporated into the three separate emulsion layers coated on the same support and processed in a single colour developer. A year previous to this, Eastman Kodak had marketed 16mm “Kodachrome” motion picture film but had chosen to process the film by a method of including the colour couplers for the three emulsion layers in three separate colour developers. Initially the processing procedure was extremely complicated. Not only were there three separate colour developers involved, but the film also had to be put through three separate “Dye Bleach “ baths, each penetrating the emulsion layers to a varying extent. Kodak
UK History; Kodachrome Availability and Processing Although requiring to be processed only by Kodak Ltd this did not mean sending film across the Atlantic to Eastman Kodak, Rochester, New York. Spurred on by World War II, with its danger to Atlantic shipping, it seems a processing service became available in the UK at the Kodak laboratories at Wealdstone, Harrow, Middlesex, around 1940. Ian on the Photrio blog site, suggests "...in a 1940 Kodak Ltd Catalogue, it stated that Kodak had suspended sending Kodachrome to Rochester for processing and were arranging for processing to be carried out in this country (the UK). The setting up of the UK Kodachrome processing plant was definitely due to the high number of merchant ships being lost". The Kodak factory at Harrow was established in 1891 on a seven-acre greenfield site, just to the west of the Harrow & Wealdstone railway line. It was a major employer in the area and by the 1950s the site covered 55 acres and employed around 6,000 people. But times change. Amateur Photographer magazine for w/e February 23rd 1985, in their 'NewsView', carried an article entitled 'Kodak property for sale' stating "The continuing decline in Kodak (UK) Ltd's Harrow operations now sees the company attempting to sell the 50-year-old Kodak Hall to the Borough of Harrow for £2m. Kodak Hall is (was) the recreational and leisure facility (1.4 acres) for employees working at Kodak's Harrow factory "The Hall isn't used to the extent it was by employees. Of course, when the Hall was built, Kodak had more employees at Harrow which was the site of Kodak's first UK Kodachrome processing laboratory". In 1957 laboratory staff moved to the site in Hemel Hempstead. Mr Shepherd (in February 1985) said management would make a decision soon about the fate of the Hemel laboratory site which will cease processing Kodachrome in April (1985), when UK processing will be taken over by Kodak Pathe in Sevran, France". James Casha, who joined Kodak Ltd in 1988, was given a final tour of the Harrow factory in October 2016. He reported "Today, despite an explosion in the number of images being taken, now with telephones rather than cameras, the demand for photographic paper has declined dramatically. The Harrow factory is now owned by Kodak Alaris (see below), who are reducing capacity to match this shrinking demand. Manufacturing will stop in October 2016. It is the end of an era for a factory that has been in operation since 1891 and was once the largest manufacturing facility in the British Empire!" By 2016 the Harrow factory had been reduced to just a producer of photographic printing paper. James comtinued "In years gone by, Kodak used to coat the paper base and add the iconic back-print at the Harrow site. Nowadays the paper base is brought in from Germany with the back-print and polythene coating already in place. All the factory has to do is to add the appropriate light sensitive emulsions!" Hemel Hempstead was locally known as 'Kodak Central' in the UK with (separately) a Kodachrome processing plant (Kodak Ltd; Box 14, Hernel Hempstead, Herts) and the main headquarters in the town centre, built in the 1960s. The processing plant clearly dates to, or before, 1957, when Kodachrome processing was moved there from Harrow. Kodak vacated their Hemel Hempstead town centre 'sky scraper' c75m tall office building in 2005, whereafter thebuilding was substantially modified and converted into apartments, completed in 2010. On september 5th 2023, Kodak Alaris announced that the previous day had been the official opening date of their new UK office, being the Kodak Alaris Global Headquarters also in Hemel Hempstead, UK. Processsing
early Kodachrome The first step was a black
and white developer, which produced a black and white negative
image in each layer. As this was not wanted, it was removed by
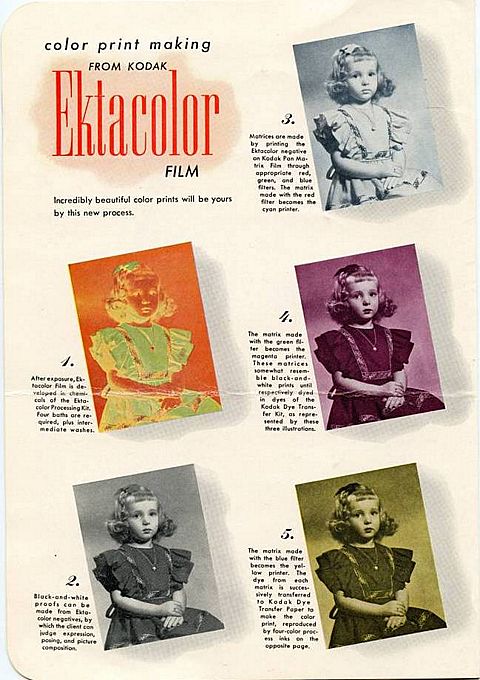
a bleaching bath. In 1938 the process was much simplified and the re-exposure step was made with red light fogging the bottom layer, which was then developed, then blue light for the top layer, which was then developed, and finally, the magenta layer was chemically fogged, and developed in the magenta developer. The selective exposures made sure that only one layer could be developed at a time. Although much simplified, the sequence was still too complicated to be carried out by a photographer using equipment in his own darkroom. Colour prints at that time were being made from transparencies by manual 'registration' methods such as "Tri-Chrome Carbro" and the "Kodak Wash-Off Relief", plus others. Mainly, these printing processes were only used by professional advertising photographers, since they were difficult to manipulate and involved much time and skill to get the best result, making the cost of even one print well beyond the pocket of the average amateur photographer. However, by 1941, Eastman Kodak had introduced a fairly quick and relatively cheap method of making prints from Kodachrome transparencies. Despite this facility, a colour transparency is not the ideal starting point for making a good colour print. The brightness range of the average Kodachrome could not be accommodated satisfactorily on the printing paper, resulting in white, burnt out, highlights and black shadows lacking in detail. Prints
from Kodachrome Transparencies, 1941-1961 ~ Minicolor and Kotavachrome By September 1941 the process had become reliable enough for Eastman Kodak to offer two types of colour print service:
The pages below are from a 'Minicolor Prints' leaflet dating from May 1942 advertising the three sizes of Minicolor prints available from 35mm transparencies. A full copy can be downloaded as a pdf by clicking here or on the image below. |
 |
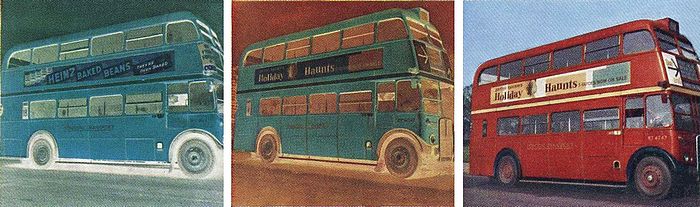
2. 'Kotavachrome' prints were made from Kodachrome Professional sheet film transparencies. A contrast reducing mask was first made from each transparency on 'Kodak Masking Panchromatic film' and' if the exposing light was filtered while exposing the mask, certain colours could be made to appear brighter in the print (see below). |
|
Professional colour prints from sheet film transparencies could be made by the then new Kodak 'Dye Transfer' process, which had superseded the Eastman Kodak 'Wash-Off Relief' process in 1945. In 1945, 'Minicolor' prints were renamed 'Kodachrome' prints. The leaflet below is dated October 1946 when prints could be ordered in four sizes, (2x, 3x, 5x and 8x) plus two 'Special size' prints of 8 x 10 inches and 11 x 14 inches. A complete pdf of this leaflet can be downloaded here or by clicking on the image below. Kotavachrome prints were now termed as 'Kodachrome Professional' prints. These were supplied in any size up to a maximum of 11 x 14 inches, based on the standard sizes of 8 x 10 inches and 11 x 14 inches and could be cropped if desired. It is not known if the making of contrast reducing masks were included in the service. The author thinks this was unlikely and Eastman Kodak, by this stage, may have been producing a printing material not unlike a duplicating film, where the emulsions were of especially low contrast (see: Ektachrome Duplicating films). |
 |
|
Larger sizes of print were made from Kodachrome Professional sheet films by the Kodak Dye Transfer process now also including (1946) Ektachrome sheet film transparencies. Prints made by the Kodak Dye Transfer process would have been of far superior quality compared to prints made by any reversal colour print process. Below is shown a leaflet advertising Kodachrome films and prints plus other services available in April 1946. By that date the chemicals, Matrix film, and paper were obtainable for the advanced amateur photographer to make their own colour prints from transparencies using the Kodak Dye Transfer process, as is mentioned on the last page of the leaflet. A complete pdf of this leaflet can be downloaded here or by clicking on the image below. |
 |
|
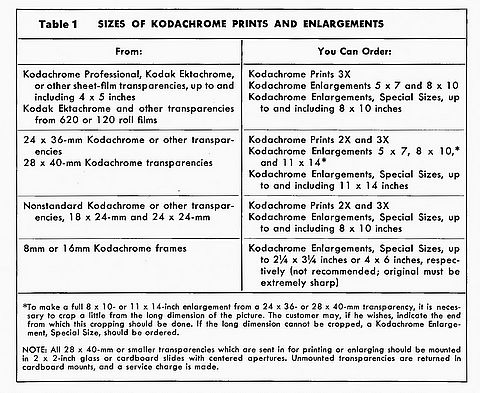
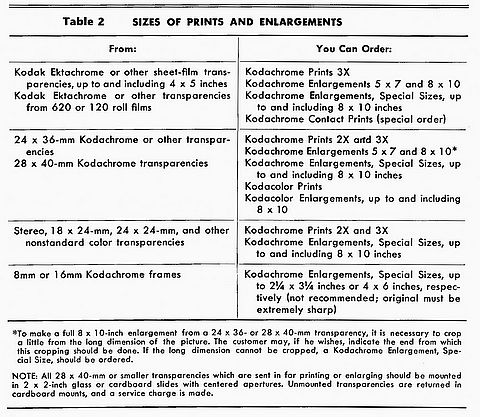
By July 1950 Kodachrome prints and enlargements were obtainable from all sizes of transparencies up to and including 4 x 5 inches. Table 1, below, shows the film types and sizes of prints and enlargements available. By 1951 Eastman Kodak were offering a service to provide 'Kodacolor' prints from 35mm transparencies. An internegative was made by printing the colour transparency onto a colour negative film, possibly by tungsten light onto Kodacolor Type A film. It is not known for certain how these internegatives were made or if there was any contrast reducing procedure. Kodacolor Type A negative film was introduced in 1949. Although daylight type Kodacolor had been available since 1942, the artificial light balanced film would have been more suitable for exposing internegatives by tungsten light. Also in 1951 Eastman Kodak withdrew Kodachrome Professional sheet film from the market and Ektachrome became the only colour reversal sheet film supplied by Eastman Kodak. Table 2, below, shows the additional printing service for Kodacolor prints made from colour transparencies in November 1951. In 1955 Eastman Kodak introduced 'Kodak Color Print Material, Type R' for making colour reversal prints from transparencies. In the USA only this was sold in rolls and sheets to professional photographers to make prints from their transparencies without having to go to the trouble and expense of making Dye Transfer prints. This material was renamed 'Kodak Ektachrome Paper' in 1958. Kodachrome prints and enlargements were still available in 1961 but it is thought by this date the prints were being made onto Kodak Ektachrome paper. Also in 1961, Eastman Kodak introduced a colour internegative film in 35mm format, and this film may have replaced Kodacolor Type A film, or Kodacolor Universal film from 1955, as a material for internegatives. The prints made from Kodacolor film internegatives, or 'Kodak Inter Negative Colour Film', were made on Kodacolor paper, Kodak Color Print Material Type C or Kodak Ektacolor paper. Table 3, below, shows sizes of Kodak Color Prints and Enlargements from transparencies for December 1961. (References: Kodachrome Professional films 1942. Kodak Reference Handbook 1943. Kodachrome and Kodacolor Films 1946 & 1948. Ektachrome, Kodachrome Professional films 1948. Kodachrome Films for Miniature and Movie cameras 1952 & 1953. Kodak Color Films 1950, 1951, 1957, 1959 & 1961. 'Colour Photography, the first hundred years' Brian Coe, 1979). |
 |
|
 |
|
 |
|
Contrast
Masks made from Kodachrome Sheet Film Transparencies for Kotavachrome
Prints Each mask was made on “Kodak Masking Panchromatic Film”. Masking Panchromatic was a black and white sheet film which had a thin removable light sensitive layer attached to the film base. In total darkness, or under very dim dark green safelighting, this layer was carefully removed from it’s base and cemented onto the emulsion side of the Kodachrome sheet film transparency to be printed. The base side of the masking film’s removable layer was in contact with the emulsion side of the transparency. The Kodachrome was then exposed through the base, the emulsion side facing away from the light source, thus printing the highlights onto the layer of the masking film. Most masks were exposed with a red filter in front of the light source which improved the colour rendering of the greens and cyans in the Kotavachrome print. The exposed mask was processed to a negative while still attached to the transparency, the layer of film protecting the emulsion side of the Kodachrome from any harmful black and white processing chemicals. The mask layer was attached to the Kodachrome with its emulsion side outwards, so as to allow the black and white developing chemicals to act on the b&w layer. When processed and dried, the combination was used to expose the Kotavachrome print material, again exposing with the base of the Kodachrome facing the light source. After the print was processed, the mask layer of film was peeled off the transparency. Unlike other methods of masking, which required a separate piece of film to be registered with the transparency, there were no registration problems using this method as the mask, once exposed, never left the transparency until after the final print was made. (For a more complete explanation on masking using a separate film and for colour correction see “Duplicating Transparencies”) Although “Minicolor” prints were made from amateur photographer’s 35 mm transparencies, Eastman Kodak also made Kotavachrome prints from 35mm Kodachromes. The 35mm size was masked in the same way but the protective layer of varnish on 35 mm films had to be removed before the masking layer could be attached. Kodak Masking Panchromatic
Film was available in various sizes, viz: Although Kotavachrome prints could only be made by Eastman Kodak, the Masking Panchromatic film was also used by Colour Laboratories and Professional Photographers making colour prints from transparencies by the “Kodak Wash Off Relief “ Process, which became known as the “Dye Transfer” process after 1945 in the U.S.A. Kodacolor
Aero Reversible Film Like Agfa’s Agfacolor Neu film of 1936, any colour material, film or paper, having the colour couplers combined with the three emulsion layers at the time of manufacture, could be processed in a much simpler, and much faster, manner than that of Kodachrome. Only one colour developer and one bleach bath were required. The first film manufactured by Eastman Kodak containing “Protected Couplers” was Kodacolor Aero Reversible Film in 1940. Mainly used by the United States Army Air Force for reconnaissance purposes, the special feature of this film was that it could be processed anywhere without elaborate equipment. Kits of chemicals for making up the five processing baths were available. Processing was much like E1 but with longer times, very likely processing at 68°F (20°C). The time taken to process the film, not including drying, was around 90 minutes. Despite the name “Kodacolor”, the film produced a transparency after processing, and bore no relationship, apart from the colour couplers, to the eventual Kodacolor negative film.The processing sequence and chemical baths for Kodacolor Aero Reversible film were not unlike the processing procedure and baths for the earliest type of Kodak Ektachrome sheet films (see here). It was probably about 6 to 10 ASA and had a high contrast. Two sets of filters were supplied with the film, one filter to correct for the various emulsion differences, and to balance it for average daylight. The other filter, or filters, were to correct for “haze”, or blueishness in distant subjects. The “Haze” filters were likely to have been 'Wratten Filter No.1' and 'Wratten Filter No.2A', 2A being slightly stronger. It was replaced, or renamed, ”Ektachrome Aero film – High contrast”, possibly in 1946. |
|
|
||
|
Introduction In November 1941, the Director of Research at the Eastman Kodak Company, Dr. Kenneth Mees, outlined an entirely new system for making colour prints from a colour negative film - called Kodacolor. The announcement was entitled "Direct Processes for Making Photographic Prints in Color, communication No.832, from Kodak Research Laboratories.” Like Kodachrome, this film was coated with three light sensitive layers, sensitive to red, green, and blue light. Each layer incorporated colour couplers, like Kodacolor Aero film, and after exposure the film could be developed in a single colour developer, producing a colour image in each layer. After bleaching and fixing, an image of pure dyes was formed of the original subject. However, this was where the similarity between previous colour films ended. Unlike Kodachrome, or Kodacolor Aero film, this was a negative image, colours were reversed as well as density. Areas of blue sky reproduced as dark yellow, grass became pink, and reds became blue-green. The photographic colour printing terms of "pink" and "blue-green" are the subtractive colours magenta and cyan. All processing of Kodacolor films was undertaken by Eastman Kodak at Rochester N.Y. The photographer handed in his exposed films to a Kodak dealer who sent the films to Eastman Kodak at Rochester. The cost of processing the film was included in the film price at the time of purchase but did not include the cost of any prints. To allow the film to be used in fairly basic, non adjustable cameras, the film speed of Kodacolor was at least twice that of Kodachrome. A Weston rating of 20 (25 ASA or ISO) was quoted in the data sheets. This was adequate for an exposure of 1/50th of a second at f11 for an average subject in bright sunlight. Initially, the film was balanced for daylight and blue flashbulb exposures. The data sheets gave specific instructions for "fill-in" flash exposures using Nos. 21B and 5B photoflash lamps. The film speed was increased by one third of an f-stop in 1955, to Weston 25, or 32ASA/ISO. Although the Kodak Data book - "Kodachrome and Kodacolor Films" mentions that Kodacolor film had a limited exposure latitude compared with black and white films, it also pointed out "Satisfactory Kodacolor prints can be made from Kodacolor negatives which received as much as two full f-stops more than the correct exposure". However, overexposed negatives generally gave a lack of detail in the highlights of the print, while under exposure caused black shadows and low contrast prints. Photographers were also warned that Kodacolor pictures made on dull, overcast, cloudy days tended to turn out flat (lacking in contrast) and with a blueish colour cast. Good black and white prints could be made from Kodacolor negatives, and so a colour negative which had been incorrectly exposed, or lacked colour accuracy due to being exposed under mixed lighting conditions, could often be used to at least produce a satisfactory black and white print. Eastman Kodak described "Kodacolor" as a "colour medium for snapshotters", who prefered a colour print as their end result, as opposed to a Kodachrome transparency. Kodacolor gave pleasing, attractive colour prints but the process could not give exact colour fidelity. Reds and blues were reproduced well, yellows were rather dull, while greens tended to be tinged with blue. The structure of the film was similar to the early Agfacolor negative film, consisting of three colour sensitive layers. The Red sensitive layer, producing the cyan dye image, was coated on the base of the film. On top of the red sensitive layer was coated the green sensitive, producing a magenta dye image, then a yellow filter layer, and on top, a blue sensitive layer, giving a yellow dye image. The film was principally intended for amateur photographers, with simple, basic roll film cameras. In 1942, when Kodacolor first appeared (in the US) roll films were available in six different sizes:- 127, 120, 620, 116, 616, and 122. 35mm Kodacolor film was not manufactured because this film size was well catered for by Kodachrome and, at that time, the enlarging of a small 35mm image would have shown the granular structure of the early Kodacolor film in print areas of medium density, such as a cloudless sky. At that time, all processing and printing of Kodacolor film was carried out by Eastman Kodak at their laboratories at Rochester, N.Y. The photographer handed in his exposed rolls of film to a Kodak photographic dealer who then sent the films to Rochester for either, “developing only” or “develop and print”. The purchase price of the film included “developing only”. In the first instance the photographer was able to see the negatives before ordering prints. Then he selected the best exposed negatives and marked the order e.g.“one off or two off” as the case might be. In “Develop and Print” there was no way the photographer could see the negatives before they were printed, and he had to take a chance on whether his exposures were correct. Eastman Kodak printed one print off each of the negatives according to the negative quality within certain limits. Some negatives may have been judged by the printer as too bad to print (gross underexposure, fogged), and if these particular negatives were important to the photographer for personal reasons, those negatives had to be returned by the owner marked “Print regardless”. All prints, irrespective of negative size, were made 2&7/8ins wide plus white borders of about ¼ins all round. The length depended upon the length of the negative. The smallest prints were from square negative, and the largest from size 122 rollfilm, which, in some cameras, produced a massive 3¼ x 5½ ins negative. The print size from these negatives was 2&7/8ins x 5&1/8ins, a little smaller than the negative! However, 122 rollfilm was short lived, by 1948 this size was no longer manufactured in Kodacolor. KODACOLOR
Film from 1942 to 1955 Kodacolor
Film in 1942 |
||
 |
 |
|
| As far as is known, the following images are of a very early “Kodacolor” print return wallet which was used to contain Kodacolor negatives and Kodacolor prints when the film was processed and printed by Eastman Kodak company at Rochester, New York, or an Eastman Kodak subsidiary laboratory. There is no date printed on the wallet, but indications from the contained (unmasked) negatives suggests that the wallet dates from the around the mid-1940s. The section entitled “Like your prints?” (on the wallet; see right hand side image) is reproduced almost word for word on a page in an Eastman Kodak Data booklet “Kodachrome and Kodacolor Films”, Fourth edition, March 1948. The negatives are unmasked, so must pre-date 1948. | ||
.jpg) |
.jpg) |
|
.jpg) |
||
|
Because of the age of the film, the Kodacolor negatives in the above envelope were incapable (by 2023) of producing acceptable colour prints. Below left shows one such negative. The (typical) best achievable is as shown centre, below. A better, though not necessarily accurate, coloured image was obtained by converting the central image to monochrome and then 'colourizing' it, using the AI website https://palette.fm/. The result is shown right, below. |
||
.jpg) .jpg) .jpg) |
||
|
Kodacolor
Film in 1944 To alleviate this problem, from 1944 an extra emulsion layer was included, between the yellow filter layer and the green sensitive, magenta dye forming layer. This layer acted as a “positive mask.” It’s function was to decrease the contrast of the colour negative as a whole but without any loss of colour saturation. The actual layer itself was a black and white emulsion, sensitive only to blue light. It was too slow to be affected by the camera exposure, it’s speed being much the same as a Process film or Line film emulsion. Process film was a slow speed, high contrast, blue sensitive film, used for copying black and white line originals, and for making positive transparencies from soft black and white negatives. It was faster and less contrasty than Line Film. Line film was a very slow speed, very high contrast blue sensitive film for making line negatives from architects and engineers plans and drawings. Both films had various uses in photolithography. As a result of the positive mask layer, the colour negatives appeared rather “heavy” regardless of exposure and required a longer printing exposure. It is believed that processing of the film took slightly longer because the mask layer had to be developed separately to the three colour sensitive layers. After processing the mask held back some of the light projected through the shadow areas of the negative. Since the mask added density to the shadow areas, less light could reach the printing paper from the shadow area, so the printing exposure could be increased to put more detail into the highlights of the print, thus lowering the overall contrast. The mask only added density to the shadow areas of the negative. Kodacolor film with the black and white mask was marketed from 1944 to 1949. |
||
| 1945 and 1946 Kodacolor Leaflets | ||
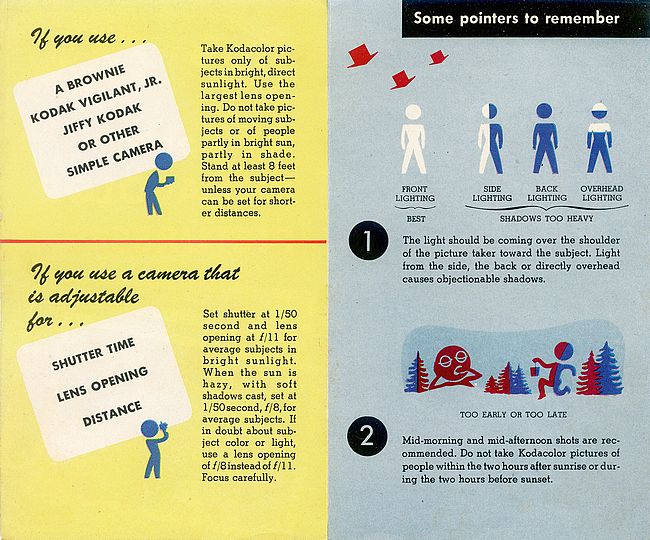
| This leaflet, 'Tips for better Kodacolor Pictures', dated July 1945, gives many valuable hints and directions on how to obtain the best possible prints from your Kodacolor films. On adjustable cameras, 1/50 second at F/11 was the recommended exposure for snapshots in bright sunlight (suggesting a film speed around 25ASA/ISO). The pictures below are front and rear, followed by the reverse double page. | ||
 |
 |
|
 |
||
 |
 |
|
| Below is a larger 'hand-out' leaflet dated March 1946 | ||
 |
|
|
 |
 |
|
|
Kodacolor
Film in 1949
~ Colour Masked Kodacolor
Film. Due to the dye deficiencies, the magenta dye absorbed some blue light, which it should have passed freely, and the cyan dye absorbed a portion of light of it’s own colour. Prints made from Kodacolor negatives showed greens tending towards blue and weak reds. In the first case the blue light which was being absorbed by the magenta dye should have been used to make the green yellower. In the second case the portion of cyan dye that was being absorbed by it’s own layer should have been used to make the print redder. More blue light makes the print yellower, and more cyan light makes the print redder. If the green in the print was too blue and a blue filter was inserted in the printer to correct this, it is likely the whole print would turn out too yellow, as the other colours in the print would have been correct, or nearly so. A solution to this problem of dye deficiencies was first thought of by W.T.Hanson of Eastman Kodak in 1943. His proposal was to create a “mask” in the film by making use of “coloured couplers” to correct for the overlapping absorptions of the cyan and magenta dyes. |
||

|
The coloured mask was actually a positive image, exactly registered with a defective negative dye image. The coloured mask corrected the dye deficiencies in the negative image to the extent of the overlapping absorptions. The negatives took on an orange–red colour. Kodacolor film with “integral coloured masking” as it was called, was produced from 1949, and in the same year an artificial light version of the film was launched (see left). It was balanced for Type A photoflood lamps (approximately 3400°K). It’s speed to photoflood lighting was 20ASA and it could be exposed to daylight with a Kodachrome Type A filter, No. 85 at 12ASA. Paul Godfrey has supplied me with two pdf files which contain details of Kodak's colour printing services available in the USA during 1952 and 1953. |
|
_cr.jpg) |
The document alongside is part of the leaflet (dated Julty 1949) included with the Kodacolor Type A film shown above. It deals with the subject of getting the film processed and the option to also have prints made. The full leaflet can be downloaded as a pdf here. The resolution is low but readable. There was no mailing envelope included with the film. The roll of film came in a metal (possibly aluminium) container. After the film had been used, the customer would take the film, preferably in its container, to a local Kodak dealer who then sent the film to Kodak at Rochester, New York, for processing. Customers had the choice to just receive our negatives back (at no further charge) or arrange with the dealer to have prints made, for which the customer would have been charged accordingly. The possibility to just have negatives returned (no prints) was because of the cost of colour printing. The customer had opportunity to assess their negatives and decide which were worth having printed. This would have entailed taking the relevant negatives back to the Kodak dealer and waiting for the prints (and the original negatives) to be returned from Rochester. The leaflet below is taken from “Let’s take Kodacolor Pictures”, an Eastman Kodak Company publication No. E-10 printed in March 1955. It tells about the processing and printing of Kodacolor negatives. The negative process would have been the later B-41, almost identical to C-22. |
|
 |
||
|
THE TRUTH
UNMASKED? The far left illustration shows an Agfacolor negative (edit: probably CN17) which does not have a mask incorporated. The second picture is of a Kodacolor negative which is integrally masked; while the furthest right shows a print which might have been made from either, though in fact it is from the Kodacolor one. |
||
|
What is the advantage of masking? The answer is that the makers using this system aim to improve the accuracy of colour rendering in the final print; and to a large extent they succeed, especially with greens, which have always been difficult in colour photography. In Kodacolor and Ektacolor two masking layers are employed; a pink one to offset failings in the cyan dye, and a yellow one to adjust for the short-comings of the magenta. The combination of the two gives rise to the orange appearance of negatives made by Kodak. Ilford incorporate only a yellow mask for the magenta layer in llfocolor, and hence the rather yellow appearance of colour negatives made with this film. The mask is produced by colouring the actual colour couplers concerned; thus the cyan couplers are themselves pink. However, where they are used to produce a dye image their own colouring is destroyed, and with it the masking effect at that particular point. |
||
|
|
||
| Kodacolor Film in 1956 |
 |
|
|
It is thought that the new Kodacolor Universal film, and its new Process C-22 developing sequence and chemicals, was introduced in the USA in February 1956. The Universal Kodacolor was balanced for the light of Clear Flashbulbs (3800°K), and was one third of a stop faster than the older Kodacolor at 32 ASA (ISO). The colour of the mask was
slightly different to the older Kodacolor which produced a yellow
brown mask. The mask colour of the new Kodacolor was a reddish
brown. Alongside is ahown the cover of a Kodacolor Booklet of 32 pages, published by Eastman Kodak Company, publication No. E 10, in March 1955. Intended primarily for the amateur photographer, it contains information on “Outdoor Pictures”, “Flash Pictures”, “Exposure Tables”, “Flood Lamp Pictures” and “Ordering Prints and Enlargements”. There are several exposure tables, for Daylight and Type A films. Illustrated with some very well reproduced square colour pictures, as the film was only available in roll film sizes in 1955. Inside the front cover there is stuck an information sheet advising of changes to Kodacolor film. It states that a new film, Kodacolor Universal Type, is now available, replacing the Daylight type, and the Type A films. The sheet gives new flash distances for some Kodak cameras and a table of new Flash Guide Numbers. Kodacolor Universal Type film was sold at a price that did not include the cost of developing to a negative, unlike the previous Kodacolor films. |
||
|
Kodacolor Roll Film comes to the UK, October
1957, though
not widely available to the general public until Spring 1958 The trouble with unwanted absorption by these cyan, magenta and yellow dyes has been overcome to a large extent by Kodak in Ektacolor and Kodacolor (the former being a professional film) and in the cine film known as Eastmancolor, by using an integral masking system. A similar system has been adopted by Imperial Chemical Industries in the new ICIcolor. The colour-forming chemicals incorporated in colour negative processes are themselves normally colourless before development and only become coloured during processing, when the particular dye, be it cyan, magenta or yellow, is produced in the particular layer in proportion to the blackening of the silver. That is to say, if in the negative light has not acted at all on the emulsion there will be no blackening of silver and no conversion of the colour-forming material into the particular dye. On the other hand, if the emulsion has been fully exposed to light the maximum amount of dye is produced together with the maximum blackening of the silver. In the subsequent bleaching process the blackened silver is removed leaving only the dye image. Now if we consider the cyan layer as fully exposed to light, then after the bleaching and fixing we get a layer of cyan dye, the function of which is to absorb red. Now, as we have indicated above, this cyan dye also absorbs some blue, thereby usurping to some extent the function of the yellow layer. Let us imagine this cyan layer had 20 per cent unwanted absorption of blue. The method adopted in integral masking is to make this colour-forming material yellow in its normal state instead of colourless. Then, if no light action has occurred in the emulsion, after bleaching and fixing we shall have a plain yellow dye absorbing say 20 per cent of the blue. If on the other hand the silver has been fully affected by exposure and fully blackened, then after bleaching and fixing we shall have a cyan dye also absorbing 20 per cent of the blue. In other words, no matter what amount of blackening or what variations of exposure are given to the particular layer, it will have a uniform absorption of 20 per cent of the blue, irrespective of gradation. We are not giving actual figures but merely giving a theoretical example. In a similar way the magenta layer, whose function is to absorb green, but which may absorb say 15 per cent of the blue, is also made coloured, the particular yellow or orange coloration being so arranged as to absorb the same percentage of blue as the magenta does when fully developed. The yellow layer, which produces very efficient dye, is not treated in any way, but the two colourings in the magenta and the cyan layer can be made to compensate to a very large extent for the faults in these dyes. An integrally masked negative, such as Ektacolor, Kodacolor, ICIcolour or Eastmancolor when held up to the light appears strongly orange owing to this additional blue and green absorption, but when placed in the enlarger and projection printed on to similar tripack paper (which does not contain any masking dyes) the final result is very similar to that which will be produced with a theoretically perfect cyan and magenta dye. The fact that the negative looks a very peculiar deep orange is very puzzling to the uninitiated, but it must be remembered that the appearance of the negative is not important so long as the final result is what we require. Our own tests, using the British-made
material, showed that the prints now being produced are very
good indeed. Their prices are as follows: Amateur Photographer magazine reported, in its 'News and Reviews' section, 23rd October 1957 edition, "Limited supplies of Kodacolor rollfilm in 120 and 620 sizes are now available. It is a colour negative material for producing colour prints on paper, and can be used in daylight, flash or srtificial light without compensating filters. It is rated at 32 ASA (26° BS) in daylight. 3½ x 5ins or 3½ x 3½ins square prints are supplied on semi-glossy paper and processing is handled only through Kodak dealers. Kodacolor film is 12s.8d excluding processing and prints; processing to colour negatives 6s.6d per film and prints are 2s.9d each. We shall publish fuller details on this film in the near future." In July 1958, MCM reported
in its "New York Letter": |
||
|
KODACOLOR
X Films Kodacolor X remained on the
market until 1975, but thereafter the C-22 Kodacolor & Kodacolor
X films were gone forever. However, the C-22 process lived on
for another four years. The C-22 process was last mentioned in the British Journal of Photography Annual (BJPA) 1985 edition, with formulae and processing steps. |
||
| Below are shown
boxes of Kodacolor, Kodacolor X and Ektacolor Professional Type
S films. All 120 size. Kodacolor: Expiry date August 1961. Kodacolor X: Expiry date December 1968. Ektacolor Professional, Type S: Expiry date May 1976. |
||
 |
||
 |
|
|
| Process C-22 with High Speed Ektachrome Below are shown examples of the use of Process C-22 Chemistry with High Speed Ektachrome, a colour slide film intended for processing to positive transparencies in Process E2. |
||
 The
focal press, in their PhotoGuide Magazine for May 1962, illustrated
the difference between masked and unmasked colour negative film
using the picture shown alongside. The accompanying text, taken
from the Focal Guide booklet entitled "All About Developing
Colour Negatives", by
The
focal press, in their PhotoGuide Magazine for May 1962, illustrated
the difference between masked and unmasked colour negative film
using the picture shown alongside. The accompanying text, taken
from the Focal Guide booklet entitled "All About Developing
Colour Negatives", by
.jpg) |
.jpg) |
Two colour negatives taken in 1971 on Kodak High Speed Ektachrome 120 roll film exposed at 250 ASA (ISO) and then processed as negatives. The film was processed in Kodacolor C-22 chemicals at 75°F using a colour development time of 7 minutes. The remainder of the process was exactly the same procedure as when processing Ektacolor or Kodacolor negative films. The result is an unmasked colour negative with a pronounced magenta cast. The purpose of using High Speed Ektachrome film as a negative material was to make use of a speed increase as the film could be rated at 250 ASA (ISO). High Speed Ektachrome film processed normally as a transparency in E2 or E4 chemicals was rated at 160 ASA (ISO). The fastest colour negative film obtainable in 1971 was Kodak Ektacolor Professional film Type S rated at 100 ASA (ISO). As well as a gain of about 1½ stops in speed there was also a gain in contrast as shown in these pictures taken in sunlight. There is also a slight colour “cross over” of red shadows and if the pictures were darker, cyan highlights would appear. This “cross over” would show more in a less contrasty subject. It would have been better to use this technique in very dull, flat lighting than sunlight. The colour “cross over” shows most in the “old barn” picture as red shadows with no detail, and the highlights, (the geese), are “burnt out”. The negatives shown here were scanned and the positive prints were made digitally but only the colour balance of the prints was corrected, the contrast was not altered. This is to show how the prints may have looked in 1971. When making the prints in 1971 from the unmasked negatives, a blank piece of Kodacolor film, i.e. an “orange” mask, was included with the printing filters to make the negatives more like masked colour negatives. The original 1971 prints were made on Kodak Ektacolor Commercial paper and the strong magenta cast, otherwise resulting in very green prints, was filtered to neutral using Yellow and Cyan printing filters.
|
.jpg) |
.jpg) |





|
|
||
|
Michael Talbert comments on
how the following images were produced: Possibly the very strong orange mask in the C-22 negatives helped protect the dyes from fading, whereas the C-41 Kodacolor II negatives have a much “thinner” colour mask. It’s rather odd that the Kodacolor II film's 120 negatives have faded, but the Vericolor II 120 film negatives haven't, as the first two pictures show. The fading of Kodacolor II negatives is not unique as I have another 120 Kodacolor film, taken late 1976, and that has faded as well. |
||
 |
 |
 |
| Vericolor II Professional film, Type S negative, Process C-41, taken February 1976 on 120 film, 2¼ inch square negative. | Kodacolor II negative, Process C-41, taken February 1976, on 120 film, 2¼ inch square negative. This negative has faded to blue, although stored in the same place as the Vericolor II Professional negative (seeleft) Print shows excess yellow-green, due to blue-magenta cast on the negative. | Ektacolor Professional Type S negative, Process C-22, taken October 1975 on 120 film, 2¼ inch square negative. Note the mask is much more orange, and denser, than the Process C-41 negatives. |
 |
 |
 |
 |
 |
|
| Ektacolor Professional Type S negative, Process C-22, taken November 1975 by electronic flash on 120 film, 2¼ inch square negative. | Kodacolor X negative, Process C-22, taken June 1973 on 120 film, 2¼ inch square negative. | |
 |
 |
|
 |
 |
The negatives and 'prints', to the left and below, are from two different Agfacolor films, but reproduced here for ease of comparison. |
| Agfacolor CNS negative, taken February 1976. The negative has faded slightly, but the print shows only a feint blue cast due to the fading. 120 film, 2¼ inch square negative. Agfacolor four-bath negative process. | Agfacolor 80S negative, taken February 1976. The negative has faded, and the print shows blue shadows and yellow highlights. 120 film, 2¼ inch square negative. Agfacolor four-bath negative process. Agfacolor 80S film was the professional version of Agfacolor CNS 2 film. | |
 |
 |
|
|
Development Inhibitor Release Colour Couplers
(DIR couplers) Although DIR couplers were first incorporated into Kodacolor II films in 1972, Vericolor Professional films also used the same type of colour couplers. In 1972 the 16mm film size became the new 110 film, and Kodacolor II film was the first colour negative film to be produced in this size. It was also the first film to be designed to be processed in the new “Flexicolor” chemicals, which collectively became known as Process C-41. The film was sold in “Easy Load” cartridges, for “dropping into” the camera, much in the same way as a 126 cartridge, and the cameras were known as “Pocket Instamatics”. In 1972, Eastman Kodak in the USA introduced three new cameras for taking pictures on the new 110 format film. The cameras were sold in simple “Outfits”, or the cameras could be purchased separately. The outfits consisted of the camera, a flash cube, (Magicube of four flashes), a Kodacolor II film of 12 exposures, and an instruction book. Kodak Pocket Instamatic 40
camera outfit. Ten basic features of these cameras were listed in their USA 1972 Kodak Professional Products catalogue.
In 1975, Eastman Kodak Color Processing Services in the USA were offering to make “3R” colour prints (R = rectangular), from 110 negatives and transparencies in 3½ x 4½ inches, and colour enlargements in 5 x 7 inches. It is very likely that coloured grain would have begun to show in the 5 x 7 inch size enlargements. |
||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
There is little known of the methods and processing procedures Eastman Kodak used at Rochester to process the earliest versions of Kodacolor film. As early Kodacolor film was available only in roll film sizes, it is likely that “dip and dunk” film processing machines were used to develop the films to colour negatives. Modified black and white film processing machines may have been employed, more tanks being added for extra chemical solutions and washes. 1942
to 1944 ~ Kodacolor Processing procedure
The temperature of the baths
is likely to have been around 68°F. 1944
to 1949 ~ Kodacolor Processing (the second type of Kodacolor film) The film had a black and white contrast “mask” layer between the yellow filter later and the green sensitive layer. The mask layer was a very slow speed, blue sensitive emulsion, too slow to be affected by any camera exposure. The film was processed to form a dye negative image in each of the three colour coupling layers. The film was then exposed to blue light through the base, printing the already developed cyan dye and magenta dye layers onto the mask layer. The exposure did not affect the blue sensitive top layer because the yellow filter , underneath the blue sensitive layer would “stop” any blue light. The mask layer was then processed in a soft working black and white developer to form a weak positive mask image of the shadow areas of the green sensitive layer and red sensitive layer. The exposure of this layer took place after the film had passed through the Bleach bath. The idea was, when the negative was printed onto Kodacolor paper, obviously through the base of he film,the mask would have held back some of the exposing light from the shadow areas of the negative, thus lowering the contrast. The processing sequence may have been something like the one used for the original Kodacolor film outlined above but with additional steps.
Possible Processing Sequence:
KODACOLOR
Film Processing, 1949 – 1956 ~ (the third type of Kodacolor Film) Process
C-22 KODACOLOR Film Processing; post-1956 ~ (“Universal” type of Kodacolor
Film - see above)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The above C-22 process, dating from 1955–56, shows two processing times:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In 1963, Ektacolor Professional Type S roll film was introduced, the same emulsion as the sheet film on a roll film base. At first available in 120 and 620 rolls, it was joined by a 35mm size in 36 exposure cassettes and long lengths of bulk film a few years later. About this time, the development time for all C-22 Kodacolor films was increased to 14 minutes, and the agitation rate was decreased to an initial 15 second agitation for the first minute and thereafter once per minute. It was then possible to process Kodacolor, Kodacolor X and Ektacolor Professional Type S roll and 35mm films in the same processing run. The time for the various sheet films remained the same as previous i.e. 14 minutes. By 1965, early Kodacolor film was almost obsolete, having been replaced by the then new faster Kodacolor X. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
 Unit 1 contains the Developer and Stop Bath. Unit 2 contains the Hardener, Bleach and Fixer. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Notes.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Processing
C-22 Film in C-41 Chemistry The more modern, but high temperature (100°F), C-41 chemistry (see below) is incompatible with C-22 films, where the highest process temperature was 75°F. The higher C-41 temperature would damage the C-22 film emulsion. It might even strip it off its celluloid backing ! But it might be possisble to use a modified C-41 procedure. The C-41 Bleach and Fixer will work at 75°F as this was the lowest temperature for processing C-41 films; 6½ minutes in each. You could get away without using the Stabilizer. The Wash times might have to be increased by 50%. The C-41 Development time is 3¼ minutes at 100°F. Working on the old black and white developer rule, where development time has to be doubled for each 10 degrees Fahrenheit reduction in temperature, would suggest 6½ minutes at 90°F, 13 minutes at 80°F, so about 19 minutes at 75°F. Hence, it might be possible to colour develop a C-22 film in C-41 chemistry, all at 75°F.
Notes:
ALTERNATIVELY,
try Black & White Processing Chemistry The above site's owner puts colour films through Kodak HC 110 developer which is a bit like a liquid D-76, though maybe a bit more energetic than D-76. This route is almost certainly better than trying to develop out-dated colour negative film in hopes of achieving colour results, especially if the original colour chemistry is no longer available. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
KODACOLOR
II Film and the FLEXICOLOR Process C-41 The film was initially intended to fit the new amateur “Kodak Pocket Instamatic “ cameras taking 110 size film, a new format giving a negative size of only 13mmx17mm. The grain structure of the existing Kodacolor X and Ektacolor Professional colour negative films were not fine enough for use in the new ultra small 110 cameras. Following the idea of the original (1962) Instamatic cartridge Type 126 film, 110 films were sold in cartridges for slotting into the Kodak Pocket Instamatic cameras. The ultra small negatives were sharp enough to make enlargements up to 3½x4½inches. Prints much larger than this size showed objectional graininess. The film was coded as:-
Kodacolor II could be given the same exposure times as Kodacolor X film. The daylight speed was 80 ASA (ISO), exposed without a filter. Photoflood speed was 25 ASA (ISO) with a Kodak No.80B filter. Tungsten speed (3200) was 20 ASA (ISO) with a Kodak 80A filter. The negatives were suitable for printing onto Kodak Ektacolor 37RC paper. Kodacolor II film was designed for processing in the new FLEXICOLOR chemistry, also known as “Process C-41”. Flexicolor chemicals were principally intended for machine processors. Kodacolor II film could not be processed in the recently marketed Vericolor chemicals. In other words, Kodacolor II film was not simply an amateur version of the two Vericolor films. Hence, in 1972, there were three Kodak colour negative processes:-
The films and the processes could not be interchanged (but see above for advice re: processing a C-22 film in C-41 chemistry). Process
C–41 using Flexicolor chemistry
Notes.
For further information, the reader is advised to download the Kodak Booklet entitled "Processing Colour Film". It is available here as a pdf file in a version dated July 1982. “Rack
and Tank” continuous processors using C-41 Replenishment was generally automatic and the dwell time in each processing tank could be altered to suit each process, (C-22, E-3, E-4, C-41, Agfa Negative, and others including black and white films.). In the trade this type of processor was known as “Dip and Dunk”.
Notes.
A
process cross between the C-41 and the C-22 for Kodacolor II
film
Notes.
The British Journal comments: “Results with this procedure are identical to those obtained following the official procedure”. Having never printed any negatives processed in this C-41/C-22 sequence Michael Talbert cannot comment on the (print) quality of the negatives. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Process
C-41A and C-41V Process C-41A was for Kodacolor
Disc films HR, VR, and the later Kodacolor Gold Disc films. The processing procedures are given in the Kodak (UK) instruction sheet “Instructions for processing Kodacolor and Vericolor Films in Kodak Flexicolor Chemicals (20 litre and larger size packings). The sheet is dated July 1983.  |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Developer. The top layer is sensitive
to Blue light and forms a Yellow dye where the developer has
acted upon it. Oxidized Colour Developer + Dye Coupler = Dye Image. The developer will only form a dye image where the film is exposed. The three coloured dye layers together make an opposite colour image to the subject. When printed onto colour printing paper, the colour printing paper (when developed) will again form an “opposite” dye image, reproducing the original colours of the subject. Apart from the contrast in the colour printing paper being higher than a colour negative film, the paper works on exactly the same principle as the negative film. Bleach. Wash. Fixer. At the end of the fixing time the film consists of coloured dyes plus some soluble silver. Final Wash. Stabilizer. Faults. At the end of processing, if it was discovered that the Bleach had been omitted from the sequence, it would be possible to re-treat the film by washing off most of the Stabilizer and then re-processing, starting with the Bleach bath. Interestingly if, by error, an exposed sheet of black and white film was to be put through a colour negative processing sequence, it would be completely blank at the end of processing. It would be be a clear sheet of film ! The colour developer would have acted upon it, making a black and white negative image but, since there would be (of course) no colour couplers in the film, the (colour) developer would be unable to also produce a coloured dye image. When the b&w film subsequently went into the Bleach bath, all of its metallic silver would be converted into silver halide, exactly as a regular colour film. The fixer would then work exactly as with a colour film (see above) and so, following its use and subsequent wash, all the soluble silver would be removed, including the exposed black silver image, being the black and white negative image formed by the colour developer. But of course, since no coloured dye images were able to also be formed buy the developer, the total negative image would be removed and the result ? ...... a sheet of blank film ! |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor Film Announced
~ 1947 Ektacolor Film Marketed
~ 1949 ~ Ektacolor Type B Sheet Film Ektacolor Type B film was a
colour negative sheet film balanced for exposure with 3200°K
lamps and designed for processing by the user. The film sizes
available in 1949 were: It was the first colour negative film in the world to incorporate coloured coupler masking. The processed negatives had an overall orange cast. The orange mask eliminated the effects of the overlapping absorbtions of the magenta and cyan dyes. The first proper data sheet for the film was enclosed in a 10 page booklet published in December 1949. It is interesting to note that even as early as August 1947 the Ektacolor Processing Kit is mentioned (halfway down page 2) with four chemical baths. The negative process for Ektacolor film was entirely different to that of Kodacolor film at that time. In 1947, the colour sensitive emulsions of Kodacolor film included a black and white emulsion which was processed after the colour development step to provide a “mask” to decrease the contrast of the colour negative. (see: Kodacolor film: 1944 to 1949) When Ektacolor film was marketed in 1949, a new Kodacolor film also became available, structurally very similar to Ektacolor Type B film, and it is thought that the processing steps for both films were nearly identical. Kodacolor was processed, as far as is known, in large “dip and dunk” machines holding many gallons of chemical solutions whereas Ektacolor type B film was to be processed by the photographer in his own darkroom using 1 gallon solution kits of chemicals. Exposure Because of the reciprocity failure of the emulsion layers of the film, the correction for a 120 second exposure was around a two stop increase over the “normal” exposure of 1 second at 8 ISO. Approximate exposure
times and speeds for 1 second to 120 seconds The designation CC-10R refers to a Kodak Colour Compensating filter of 10 Red strength. It was used over the camera lens for exposures of 120 seconds. The film could also be exposed with Clear flashbulbs. Guide numbers were suggested in the Kodak Data sheet and a compensating filter was recommended for exposure with clear flash to correct the colour balance. This was stated on the supplementary exposure data sheet packed with each box of film. The supplementary data sheet included in the Type B box (see box illustration below) gave the following filter recommendations for various light sources. The filter recommended for daylight exposures required using a film speed of 5 ISO. No filter was necessary when exposing the film to tungsten light. Suggested filters for other
light sources were: The “Kodatron” light was a portable electronic flash lamp manufactured by the Eastman Kodak Company. The 86A was a fairly strong yellow filter. Calculating the exposure
time for Ektacolor Type B Film Some useful information on the exposure of the Type B film is given in the Kodak Color Data book “Color Photography in the Studio” (first edition published in 1950), on page 59. It was suggested that an exposure time of 120 seconds should be increased by 2 stops over a calculated exposure time based on 1 second. The exposure variations listed above show a method of calculating the exposure time based on the same method as given in the later Kodak Ektacolor Type L film instruction sheet. On the last page of the Type B instruction sheet under “Color Balance and Speed Charactaristics” Kodak suggest that for critical work an exposure test is recommended, and that their production tests had been made at an exposure time of 1 second.
|
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ektacolor Type B film dating from 1952 The Instruction Sheet and Supplementary Data Sheet, as supplied with this film, can be seen immediately after the following box images. Or download them as a pdf here. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The Instruction Sheet for the Ektacolor Type B box illustrated below, with a “Develop before” date of October 1952, is shown below. It is likely that this instruction sheet may have been one of the first issued, as the date on the last page, bottom left, is July 1949. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
At the end of the above pdf is a Supplementary Data Sheet, also issued with the film. This data sheet gives the various filters to be used when exposing Ektacolor Type B film to lighting other than tungsten 3200°K lights. As noted in the Instruction Sheet above (see page 2) “ ……. production tests are made with an exposure of ½ second”. This suggests that exposures in daylight of about 1/30 second were less likely to suffer from reciprocity effects than much longer exposures of 16 seconds or more. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ektacolor Type B film from 1956 and Type S film from 1958 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
Type B Processing Kit Originally, the working temperature of the solutions and washes was 68°F, but it was found later (1950) that the film could be processed at 75°F with a correspondingly shorter total processing time. A possible processing procedure for Ektacolor Type B film from 1949 may have been:
Notes:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
Type B processing from around 1956 ~ Process B-41.
Ektacolor Print Film, introduced in 1950, was also designed to be processed in the Ektacolor Processing Kit or the later Kodak Colour Film Processing Chemicals, C-22. The two processes did not produce matching transparencies, but the differences in colour balance were small and could be easily corrected with Kodak Colour Compensating Filters. As the baths and wash temperature was similar to Process C-22, it is very likely that the timings for the individual steps were the same. In 1958, Ektacolor Type B film was replaced by the faster “Ektacolor Type L” film for Long exposures from 1/5 second (25 ISO) to 60 seconds (10 ISO) with 3200°K lamps. The previous B-41 process became obsolete and from then on process C-22 was the standard process for all Kodak still colour negative films and Kodak Ektacolor Print film. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Proof
Printing Type B onto Black & White Paper By 1956 it is not mentioned in the Data sheet for Ektacolor Type B film and “Kodabromide Grade 3“ is recommended for making black and white prints in another section of “Kodak Color Films” data book of 1956. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Colour
Prints from Ektacolor Type B Film It might also have been possible to print a small size Ektacolor Type B sheet film negative onto Kodacolor paper using the printing machines at the Eastman Kodak laboratories where prints were being made from Kodacolor roll films. However, there is no evidence of this ever being done and it could be that the printing machines used for Kodacolor roll film were not set up for any other kind of film than Kodacolor. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
Roll Film Ektacolor roll Films were mainly purchased by professional photographers who wanted to process the film themselves, to save time, to provide negatives for printing onto Kodak Pan Matrix film making Matrix positives suitable for the Dye Transfer Process, or the negatives could be printed onto Ektacolor Print Film or, from 1955, onto Kodak Color Print Material, Type C. Ektacolor roll film was available in exactly the same sizes as the Kodacolor films, and balanced for Daylight or as Type A for Photoflood light. The roll film was processed in the Ektacolor Processing Kit in a similar way to Ektacolor Type B sheet film (see below). This leads to an interesting speculation ! If it were possible to process Ektacolor roll films, which were identical to Kodacolor roll films, in the Ektacolor processing chemicals, it may be that all Kodacolor roll films, Daylight and Type A, were processed at Rochester, N.Y. by Eastman Kodak through the same chemical baths and sequence as the Ektacolor processing kit. In his book, “Photofinishing Techniques”, the late Jack H. Coote suggests that, in the early 1950s, Eastman Kodak were using “rack and tank” machines at Rochester to process Kodacolor roll films. Ektacolor Type B sheet film was introduced in 1949, the same time that new Kodacolor 'colour masked' roll films were introduced. Both films were manufactured with built-in coloured couplers which resulted in the familiar orange-red colour negatives. Hence, it is possible that Eastman Kodak may have processed Kodacolor roll films through the 4-bath Ektacolor process starting from 1949. It is understood that, in 1957, the 4-bath process was changed to a processing sequence almost identical to the, then new, C-22 process, which had been introduced in 1956 for Ektacolor Type S sheet film and the new Kodacolor Universal film suitable for both daylight and artificial light exposures. Ektacolor Type B was replaced by Ektacolor Type L for the C-22 process in 1958. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak
Ektacolor Sheet Film Type S Daylight exposures were made with a Kodak Wratten filter 85C (bluish) with an exposure rating of 25 ASA. The film was very similar to the (then) new Kodacolor Universal roll film, and the daylight exposure guides mentioned in the data sheets for either film were identical. Exposure The exposure for an average
subject in bright sunlight was 1/50th second at f/11. In 1956, the sheet film sizes available were the same as Ektacolor film type L. By the late 1950s, Ektacolor Film Type S was available in the USA to professional users in 35mm and other widths. Supplied in long rolls, it was for use in school, identification, and portrait photography. This bulk roll film version was known as “Kodak Ektacolor Film” without a type designation. By 1961, the same film was on sale in the UK to approved professional customers in 35mm bulk film format. The Kodak Professional Catalogue for July 1961 lists long lengths of 99 feet, 200 feet, and 400 feet bulk film. The film was said to have the same characteristics as Kodacolor film and, presumably, the same speed i.e 32ASA (ISO). Kodak Ektacolor Type S Film was replaced by Ektacolor Professional Type S Film in 1962.
|
  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg)
|
.jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kodak Ektacolor Sheet Film Type L | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
By 1958 Ektacolor Film Type B had been replaced by Ektacolor Type L, a new faster film for long exposures in tungsten light (3200°K). The film was rated at 16 ASA (ISO) for a 5 second exposure. The film was for making colour negatives at long exposure times. The 1958 instruction sheet, packed with the film, recommends exposures from 1/5th second to 60 seconds under 3200°K lamps. A trial exposure meter reading was taken with the exposure meter set at 16 ASA. If the calculated exposure was much more or much less than 5 seconds (the length of time for 16 ASA), the meter was set at the film speed in the table below nearest to the calculated exposure and another exposure reading was taken. Exposure
A Kodak Wratten 81A filter (yellow) corrected the colour balance of the film for use in photoflood lighting, converting 3200K to 3400K, for a 5 second exposure at 12 ASA. The film was rated at 20 ASA for daylight exposures at 1/5 second, with a Kodak Wratten 85B filter (yellow). For exposures shorter than 1/5 second in daylight it was preferable to use Ektacolor Film Type S. In 1958 Ektacolor Film Type L was available in sheet film sizes (inches) of : 2¼" x 3¼", 3¼" x 4¼", 4" x 5", 5" x 7", 8" x 10". The emulsion number found printed on the side of each box of film was also embossed on the code notched edge of each sheet of film excepting the 2¼" x 3¼" inch size. Kodak Ektacolor Type L film was replaced by Kodak Ektacolor Professional Type L film in 1963 (see lower). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kodak Ektacolor Professional Film Type S ~ short exposure | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In 1962, a new version of Kodak
Ektacolor Type S sheet film was marketed for professional photographers. Ektacolor Professional Film Type S was very similar, but not identical, to Kodacolor X film. While Ektacolor Professional film was aimed at the professional market, Kodacolor X was principally an amateur photographer’s colour negative film, balanced for clear flash illumination and designed to be printed by photofinishers making en-prints and moderate sized enlargements. Ektacolor Professional film was often processed and printed by the photographer in his own darkroom, using enlargers with a filter drawer or colour head. Correctly exposed Ektacolor Professional Type S negatives generally required yellow and magenta filters for printing, whereas, Kodacolor X negatives, being slightly yellower, or redder in colour than an Ektacolor negative, frequently required the use of cyan filters to balance a colour print. If Kodacolor X film was exposed to daylight with a Kodak No. 85C filter over the lens, the resulting negatives were very similar in colour balance to Ektacolor Professional film Type S negatives and could be printed with yellow and magenta filters. As it was possible that amateur photographers might expose their Kodacolor X film negatives to widely differing lighting conditions, the photofinishers who printed the resulting negatives compensated for the variations in colour temperature by means of their automatic colour printing machines. To assist the photofinishers in coping with this range of variation, Kodacolor X film, and the earlier Kodacolor film, were balanced for 3800°K, (clear flash bulbs), approximately mid way between daylight and tungsten illumination. Prints made on automatic colour printing machines may have had slight colour mis-matches regarding highlight to shadow differences, (magenta highlights, green shadows as an example), but generally Kodacolor X and Kodacolor films were capable of giving a pleasing balance with most subjects. As Ektacolor Professional Film was balanced for daylight, it was to be expected that a slightly higher degree of colour accuracy was obtainable with subjects exposed in daylight conditions compared with the Kodacolor films. However differences were slight and a lot depended on the quality of the final print. In early 1963, a 120 size roll
film Ektacolor Professional Type S Film was made available. Like the previous “Kodak Ektacolor Film”, (see above), the Type S professional emulsion was also made in 35mm size and supplied in long rolls. The Kodak Professional Catalogue for 1964, (for the UK) lists Ektacolor Professional Film Type S in 120 rolls, coded “CPS 120” and bulk 35mm film in 100 ft. and 400 ft. lengths. To view a picture of a 120 roll film box of Ektacolor Professional Color Negative Film Type S (above), click here. In 1966, the speed of all Kodak camera colour negative films were increased by 1/3 of a stop, making Ektacolor Professional Film Type S the fastest colour negative film in the world at 100 ASA (ISO). In the UK, by 1970, an additional size of 70mm film was made available in 100ft lengths. Two years later, another addition was 35mm size film in 36 exposure cassettes. 220 size film was listed in the Kodak U.K. Professional catalogue by 1971. In the U.S.A., 220 and 620 size rollfilms were mentioned in the data sheet for Type S Professional Film in October 1964. Below is shown a box of Ektacolor Professional Type S sheet film, probably manufactured around mid-1963. Alongside is a box of Ektacolor Professional Type L, probably manufactured around mid-1964, so an early eample. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 The first design of label to be used on Professional Type S film was “Dev. Before July 1964” (as applied from 1962; see 2nd from bottom). The top box contains film of 2¼ x 3¼ inches, packed into a 5 x 4 inch film box. Note that the lowest box, that contained 8 x 10 inch paper, has a "Dev Before" date of Sept.1965. |
 This was the original label, as used from the introduction of Type S Professional film in 1962. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Rear label of the “Develop Before” Oct. 1974 box (left, above), showing storage instructions in seven languages. This type of label was in use from 1970. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kodak Ektacolor Professional Sheet Film Type L ~ long exposure | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Near the end of 1963, Eastman-Kodak introduced a faster long exposure colour negative film to replace Kodak Ektacolor film Type L (see above). It was designed for exposures in tungsten lighting at times from 1/10 second to 60 seconds. Like the previous Ektacolor Type L film, the speed of the film depended upon the exposure, and the exposure was calculated in exactly the same manner as with Ektacolor Type L film.
Daylight exposures were possible at 1/10 second with a Wratten 85 (yellowish) filter, and exposures under Photoflood illumination could be made using a Wratten 81A (yellowish) filter at 1 second. Both filters cut the film speed to 50 ASA (ISO). Although not mentioned in the data sheets or the instruction leaflets packed in the film boxes, it was also possible to expose Ektacolor Professional film Type L for exposures as long as 2 minutes. In the Kodak Color Data book “Applied Color Photography Indoors” (E 76), the section on “exposure”, describes that a 2 minute exposure can be made at a speed of 16 ASA through a CC 10R filter – this is a Colour Compensating filter of 10 Red density. This information is similar to the longest exposure that can be made on Ektacolor Type B film using a film speed of 2 ASA. (see above) Negatives made on Ektacolor Professional film Type L exhibited slightly higher contrast than negatives made on the Type S professional film. The author remembers exposing some sheets of 5 x 4in. Professional Type L film in daylight conditions without a compensating filter to make use of this contrast increase. The negatives possessed a red cast, but on printing them on Agfacolor MCN III type 7 paper, there was only a slight miss match of colour balance (red shadows, cyan highlights). In November 1963, Ektacolor Professional film Type L was made in sheet film sizes of 2¼" x 3¼", 3¼" x 4¼", 4" x 5", 5" x 7", 8" x 10" and 11" x 14" (all inch sizes). There was also a “half plate” size (4¾" x 6½") mainly for the UK market. In 1966, the film speed was increased to 100 ASA for 1/10 second exposure and all the ASA speeds in the table above increased by 1/3 of a stop. Ektacolor Professional film Type L was never made in roll film or 35 mm sizes, and was replaced by Vericolor Professional film 4108, Type L in 1975. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
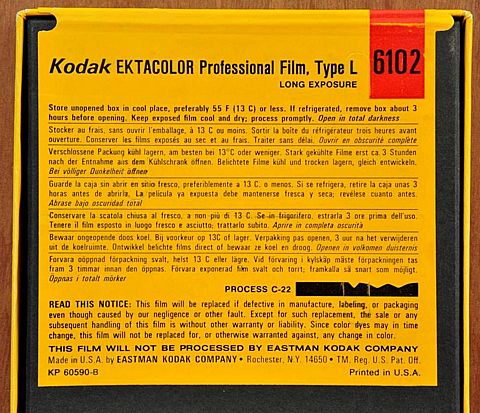
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Processing of Ektacolor Professional and Ektacolor Type S and L sheet films | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
All Ektacolor and Ektacolor Professional films, not Ektacolor Type B film, were processed in Kodak Color Film Processing chemicals, Process C-22. In the USA, a “Kodak Color Processing Kit, Process C-22” was available in a 1 gallon size. In the U.K. kits of C-22 chemicals were sold in 600ccs, and 2 litre sizes containing the five chemical baths and the Photo-Flo solution for the final rinse. Larger sizes, up to 100 litres, were available in individual chemical packings. When using the 600ccs kit, the Developer and Stop-bath had to be replaced after every four rolls of 120 size film developed. The development time, starting at 14 minutes, was increased by 2 minutes for every 120 size film put through the developer, and thus varied from 14 minutes for the first roll to 20 minutes for the last. The Stop-bath time was not increased nor were any of the other solution timings for the life of the kit. The Hardener, Bleach, Fixer and Photo-Flo rinse, had twice the capacity of the Developer and Stop-bath. From the author’s experience of processing Ektacolor and Kodacolor films in many of the 600 ccs kits, the Stop-bath was frequently overworked and it was far better to make up the last solution, the Photo-Flo rinse, separately for each processing session. This gave much cleaner negatives ! But provided one worked methodically, and was very careful not to contaminate one solution with another, these small sized kits could provide negatives of a very high quality. From 1975, the four solution Process C-41 replaced Process C-22 giving a faster total time of 24½ minutes |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Storage of unexposed Ektacolor and Ektacolor Professional Films, sheet, roll, bulk and 35mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Since Ektacolor Type B film was introduced in 1949, Eastman Kodak have recommended refrigerated storage for all types of Ektacolor film at 55°F (12.8°C) or lower. Better still, freezing the sealed, unexposed film in a freezing unit would delay the changes in the film’s characteristics, such as speed and colour balance, for a very long time. But even at this low temperature, the film was likely to change very slowly and it was always advisable to use the film before the expiry date stamped on the box. Kodacolor film and Kodacolor X film did not require refrigerated storage. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak Vericolor colour negative films were introduced in the USA in 1971. They were intended for rapid processing in the Kodak Versamat Model 145 machine, the total dry to dry time being around one fifth of the (then) C-22 wet processing time for Kodacolor and Ektacolor films. Vericolor film had it’s own chemical baths and could not be processed in C-22 chemicals. The films were similar to the Ektacolor Professional films at that time. Download here four pages of a rare Kodak information sheet on Vericolor films dating from August 1971. This was the first Vericolor film, for high temperature processing in the 145 Versamat machine. It’s a rare leaflet because the films only existed from 1971 to 1974, then they were taken over by Vericolor II films. Types of Vericolor Film available in the USA in 1971
Type S and Type L sheet film were coated on a polyester base. In the USA. Both types of sheet film were available in 4x5inch and 5x7inch formats (10 sheet boxes), designated, Vericolor Type S 4105 and Vericolor Type L 4106. Types of Vericolor Film available in the UK in 1972
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Versamat Processor Model 145 The “Kodak Versamat Color Processor Model 145” was available to colour laboratories who wished to process and print Vericolor films. As far as the author knows, by 1972 only two laboratories in the UK were operating a service for processing Vericolor films. One was F.S.Hare and the other was P&P.F.James, of Houndslow. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
A Kodak “handout” leaflet for the “Versamat Processor model 145” for processing Vericolor films. The date of the leaflet is September 1970. The front of the leaflet is shown to the left, with the back of the leaflet shown below and enlarged to make it more legible. The leaflet gives a description of the 145 processor which would process any size of Vericolor film from 35mm to 5 x 7 inch sheet film. The front of the leaflet shows the processor (item No.5 on the page below) which is 59.5 inches high, 70.75 inches long and 22.875 inches wide.
On the leaflet page below can be seen the storage tanks (Item No.2, above the processor) for replenisher chemicals serving the six solutions required to process Vericolor film. Item No 3 shows the connection tubes to the processor for automatic replenishment of each solution. All films travelled through the processor at 3 feet per minute and a dryer was combined with the processor. Dry to dry time was under 11 minutes. This processor was for use with Vericolor films only and used completely different chemical baths to Process C-41.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Processing
Notes.
The Versamat 145 machine could process sheet film, roll film and 35mm film working at a speed of 3feet per minute. Kodak manufactured other types of Versamat machines, but the 145 model was the only one capable of processing Vericolor films. The chemicals were obtainable in packs to make up 25gallons of each solution, except for the fixer. Kodak “Color Film Liquid Fixer”, was used for the process, this fixer being common to the C-22, E3 and E4 processes. The Colour developer was made up of Developer Replenisher and Developer Starter. To make the working solution, the Starter was mixed with the Replenisher and the working strength developer solution was then replenished with the developer replenisher alone. At the time Vericolor films were marketed, very few colour laboratories in the U.K. would consider purchasing a Versamat machine to process Vericolor films alongside the then, current, Kodacolor and Ektacolor films. It was known that the Flexicolor process (C-41 process), with new amateur and professional films would, at some stage, replace the existing C-22 films and process. Indeed, Kodacolor II film was already on the market. Thus, it was hardly worth while investing in a process which would become obsolete in another two or three years time, although it was pointed out at the time that the Versamat machines could be modified to take the new Flexicolor chemistry. The cost of a Versamat Color Processor Model 145 in 1973 was over £10,000. This included three service calls and free maintenance for one year. Vericolor
II Professional Films Kodacolor II film had been introduced in 1972 as a colour negative film in 110 film size for amateur photographers with a grain structure designed for making reasonably sized prints from the very small format of the 110 film negative (13 × 17 mm). Following on from the success of Kodacolor II film, professional films were announced in 1973. In the USA, Vericolor II Professional film, Type S and Type L, were first marketed in late 1974 for the eventual replacement of the Ektacolor Professional film range and the original Vericolor films. This happened gradually during 1975, the three types of film being sold concurrently for about a year. Vericolor II Professional films exhibited finer grain and higher sharpness than the old Ektacolor films and could be processed faster in Flexicolor chemicals. They were available in almost the same roll and 35mm film sizes, and exactly the same sheet film sizes. Another improvement was that Vericolor II Professional Type S and L sheet films were coated onto a polyester plastic base of high dimentional stability (Estar thick base), the first time colour negative sheet films had been coated on such a base, although Ektacolor Print Film on Estar thick base had been marketed since 1971. An improved version of Vericolor II Professional Type S film was introduced in 1983, but the Type L Vericolor II film was not improved or replaced until 1998. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Vericolor
II Professional Film Type S The Type S film was for exposures of 1/10 second or shorter in daylight, at a film speed of 100 ASA (ISO). The film could be exposed under Photoflood lamps (3400°Kelvin) with a number 80B filter at 32 ASA (ISO), or under Tungsten lighting (3200°Kelvin) with a number 80A filter at 25 ASA (ISO). When making exposures at these low film speeds, the exposure time still had to be kept to 1/10 second or shorter. Below ois shown an early box of Vericolor Professional Type S film dated January 1977 with an emulsion number M4107-012-06-04. This film was balanced for use in daylight using exposure times of 1/10 second to 1/10,000 second. This box was manufactured, possibly February/March 1976, before Eastman Kodak printed catalogue numbers on the right hand side of the front label. The speed of the film was later increased to 125 ASA (ISO). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 This rear label also shows that the emulsion was coated onto “Estar” thick base. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Vericolor
II Commercial Film Type S SO-472 (later 4119) This film was introduced in 1980 in response to commercial photographers who required a daylight type film (which could be exposed by electronic flash units in the studio) for advertising and product photography with a slightly higher contrast than the Vericolor II Professional Type S film 4107. This "Commercial" film exhibited a contrast similar to Vericolor II Professional Type L film, about 15 % higher than the Type S film. Vericolor Commercial film Type S was designed for short exposures from 1/10 second to 1/10,000 second. This film was initially sold in the USA in 120 size roll film and 4 x 5 inch and 10 x 8 inch sheet film. The roll film was available in single rolls but the sheet film was only obtainable to Special Order (SO). By January 1981 the film was being sold in the UK as film No. 4119 in 4 x 5 inch sheets and 120 roll film, single rolls. Later on, an 8 x 10 inch size sheet film was available but only sold in multiples of 10 boxes. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 The "code notch" on the rear label (shown opposite) corresponds to the code notch for all "Special Order" films, and the emulsion is coated onto an "Estar" thick base. It is believed that this film box dates from the earliest production in 1980, as it has an early emulsion number, viz: 006. Therefore, it seems to have an incorrect expiry date (April 1983). Its more likely expiry date was April 1981. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Vericolor
II Commercial Film, Type S, SO-172 The box shows a speed rating of 80 ASA (ISO), 20 DIN but this was increased to 100 ASA (ISO) 21 DIN for the “production run” film when sold. The roll has a “Develop Before” date of May 1980 and a “Special Order” number of SO-172. The catalogue number remained the same for the actual production films sold to the general public. It is likely that pre-production films were distributed only in the USA. These types of roll films were distributed to various large photographic studios by Eastman Kodak before the film was marketed to the general public. Photographers could try them out and the results were evaluated by Eastman Kodak with regard to speed of film, colour balance of any prints made from the negatives, etc. Kodak assigned an “S.O. number” to any material which was on trial, or expected to be marketed only for a short time. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In the paragraph “Storage and Handling” in the section “Printing Negatives”, it is interesting to note that Eastman Kodak at this early stage did not know how long it would take before the dyes in the processed negatives would show signs of fading despite a “Stabilizer” bath used as the last bath of the C-41 (Flexicolor) process. There is a section on “Long Term Keeping” of processed films in the Eastman Kodak book “Kodak Color Films” 6th Edition 3rd printing dated January 1975 where advice is given for storing colour negatives from 20 years to indefinite periods of time. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Vericolor III Professional Film Type S Vericolor III Professional film was introduced in 1983 as an improved version of Vericolor II Professional film which it replaced. Improvements were increased sharpness, higher film speed (though only by one third of a stop), superior dark storage of the processed negatives, and improved colour reproduction. The Type III film was never made as “Commercial” (see above) or “Type L” (see below) film. The film was balanced for daylight, electronic flash, and blue flash bulbs at exposures at 1/10 second to 1/10,000 second. This film was replaced by the Professional “Portra” range of films by 2002. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 160 ASA (ISO) Sheet film. It has a “Develop Before” date of April 1985, and the emulsion No. is P4106-15-13-11. The rear label, opposite, shows the 'Code Notch' and storage information. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Color
Negative Film, Type S, SO-411 (pre-production Vericolor III Professional
Type S) These types of roll films were distributed to various large photographic studios by Eastman Kodak before the film was marketed to the general public. Photographers could try them out and the results were evaluated by Eastman Kodak with regard to speed of film, colour balance of any prints made from the negatives, etc. Kodak assigned an “S.O. number” to any material which was on trial, or expected to be marketed only for a short time. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Vericolor III Professional Type S in 120 size
roll film In the USA these roll films were sold in packs of 5 in 120 and 220 film sizes, and in single rolls in 120 and 620 film sizes. The films were exactly the same as the sheet film emulsions and were intended to be exposed in a similar manner. Single rolls of these films were not available in the UK, only the packs of 5. The 620 roll film Vericolor III was not sold in the UK. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Vericolor
II Professional Film Type L The Type L film was for exposures
of 1/50 second to 60 seconds in tungsten (3200°Kelvin)
lighting. As with Ektacolor and Ektacolor Professional sheet
films, the film speed varied with the exposure used. In 1979, the film speed was increased by 1/3 of a stop and the film could be exposed at 1/50 second at 100 ASA (ISO) to 60 seconds at 32 ASA (ISO). Under tungsten lighting:
For exposures under Photoflood lamps, an exposure of 1 second at a film speed of 50 ASA (ISO) with an 80A filter on the lens was recommended. For exposures in daylight, using 1/50 second, an 85B filter was used with a film speed of 50 ASA (ISO). All exposures had to be at 1/50 second or longer, up to 60 seconds. Film exposed outside this range may have contained errors in colour reproduction that could not be corrected in printing the negative. Usually the errors were opposite colours in the highlights and shadows, e.g. pink highlights, green shadows. Negatives exposed slightly outside the 1/50 to 60 second times would have given acceptable colour balanced prints. Vericolor II Professional Type L film possessed a slightly higher contrast compared to Vericolor II Professional Type S films. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 A “Develop Before” date of February 1978 and an emulsion No. of 039-02-05. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 A “Develop Before” date of September 1981, emulsion No. 093-06-05. Also shows (not previously) the catalogue No. 163 0615. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 This box dates from 1992, “Long Exposure” printed on front label, and a “Develop Before” date of May 1993. Emulsion No. 279-28-4. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
Pro Gold 100T Film, replaces Vericolor Type L The film name was shortened to “Pro 100T” possibly for the American market. A 120 size roll film was also obtainable, packed as a “Pro Pack” of 5 rolls. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
PORTRA
Films from Kodak Professional ~ 1998 Later Kodak increased their range of colour negative films by introducing Kodak Professional Supra films. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Professional
Portra 100T film Exposure table for Ektacolor Pro Gold 100T, Pro 100T, and Professional Portra 100T films balanced for tungsten (3200°K) light
Portra Film for all lighting conditions, from 2006 Manufacture of Professional Portra 100T film was discontinued in 2006 and after this date Kodak no longer made any colour negative film specifically balanced for tungsten lighting. In their data sheet, Kodak recommended the use of their daylight balanced Portra films using a Kodak No. 80A filter for exposures taken under tungsten lighting and a Kodak No. 80B filter for photoflood illumination. Film speeds
for Portra daylight balanced films exposed to tungsten or photoflood
lighting
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
When Eastman Kodak began to sell Kodacolor Film in various roll film sizes to the general public in March 1942, all processing and printing of the new film was done internally at Eastman Kodak, Rochester, N.Y. Prior to marketing Kodacolor Film in its various roll film sizes, a method had to be devised of printing thousands of small colour pictures per day from colour negatives. Eastman Kodak had already started a colour print service for making colour prints from Kodachrome transparencies. With regard to correcting the colour balance of the print, printing from a colour transparency is a simpler task than if the same print is to be made from a colour negative. Colour casts on transparency films can be easily seen by the printer, and a correction can be made before printing. However, it is much more difficult to see a colour cast on a colour negative, because the negative appears in “reversed “ colours. Kodak
1599 Machine Printers The 1599 printers were equipped with triple negative carriers, and required the negatives to be cut into strips before printing, presumably into strips of 3 or 4 depending on the number of exposures per roll film.The triple negative carriers allowed the operator to change one negative while another two were being exposed to the paper. Three prints of equal size were printed across an 11 inches wide roll of paper in parallel rows. After processing, and before the prints were cut and separated into their individual orders, they were examined by an experienced operator, and any prints not up to standard were marked with a correction and the negatives were returned for re-prints. Eastman Kodak designed equipment for slitting and cutting the rolls of exposed paper into 3½ in wide prints. The Eastman Kodak 1599 printer was not made available to any other photofinishing companies, possibly because it was complicated to set up, and was designed to print only from Kodacolor negatives and only onto Kodak colour printing paper (though no doubt it could have been used with other makes of film and colour paper with appropriate settings). In 1949, Eastman Kodak introduced Ektacolor Type B sheet film, and it might have been possible to print small size sheet film negatives using 1599 printers onto Kodak colour paper. There is no evidence of this ever being done and it is possible that the 1599 printer was not set up for any other kind of film than Kodacolor. The colour negative was exposed through individual red, green and blue filters, (three separate exposures). The exposures were each the same length of time due to the fact that the final print would show a change in colour if one of the exposures varied in time compared to the other two. At that time, there was no way of altering the exposure time to compensate for any colour casts on the negative film. The intensity of the printing light was adjusted automatically by light sensitive photocells to give the correct exposure to compensate for underexposed negatives, or overexposed negatives. Thus the total time of the three exposures was the same for a thin, underexposed, negative as it was for a thick, overexposed, negative. This method of making three exposures was known as “Tri-Color Printing”. There seems to be very little written information on how Eastman Kodak operated their printers in those early days but below is an attempt to show how there may have been three distinct methods (phases). First
Method (as from 1942) Very simply, by way of example, say the negative to be printed was evaluated to have a green cast. Without correction, the resulting print would look magenta. Therefore a magenta filter would have to be placed in the printer to remove the colour cast. Remember that the green exposure cannot be altered to correct for the colour cast. Estimating colour casts on every single negative must have taken up much time. Therefore, it was decided later to judge only one negative per roll of film for colour casts, and then print the whole roll using the same filter correction. One drawback with this system was that the individual frames on the same roll of film may not all have been taken in the same lighting conditions, and hence the negatives may have had different colour casts. Second
Method All roll films were made slightly longer than was necessary for the standard number of exposures per roll, irrespective of the size of film. Photographers were advised not to expose or fog this part of the film. Before processing to a colour negative, this extra portion of film was exposed by the laboratory to a standard reference colour patch. After processing the film, and before printing, the colour densities on this reference patch were measured and evaluated. Each negative was then punched with a series of very small holes along the extreme edge of the film corresponding to the results of the colour density measurements. The size and location of the small holes automatically regulated the various colour printing filters to correct for the colour cast(s) of the negative being printed. This method, as presumably the first method, took into account the emulsion deviations of the various batches of Kodacolor film. Third
Method By perhaps the mid-1940s, the Kodak 1599 printer was sufficiently advanced to incorporate photo-electric cells to automatically compensate for colour casts of Kodacolor negatives. In common with other automatic colour printers, when the settings on the 1599 colour printer had been adjusted so that the printer produced a good print from a 'standard' test negative exposed to an average outdoor subject with no colour bias, the vast majority of all subsequent negatives would print satisfactorily, or nearly so. The photo-electric cells measured the light transmitted from the negative for each of the red, green, and blue exposures (additive printing) and terminated each exposure when the amount of colour striking the printing paper (time x intensity) was the same as was expected from the 'standard' test negative. This was done by varying the intensity of the light behind each filter rather than varying the time of exposure; the exposure time was kept constant so as to not upset the reciprocity characteristics of the paper. The exposure intensity of the light behind each filter varied automatically according to the colour cast(s) of the negative being printed, but as long as the total intensity of each of the three light colour exposures remained the same as the total intensity of each colour as required by a 'standard' negative, a good print was likely to result. This method of assuming customer
negatives would integrate to grey without a colour bias, was
used for printing Kodacolor negatives on the 1599 printers for
almost 20 years. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kodacolor Processing and Machine Printing Comes to the UK ~ 1958 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| In May 1958,
Miniature Camera Magazine (MCM) reported: Kodak have opened an entirely new processing station at Hemel Hempstead to meet the growing demand for colour photographs, particularly those made from Kodacolor roll films which were released on the British market last October. It is also designed to take care of the processing of 35 mm., 16 mm. and 8 mm. Kodachrome and this work will be gradually transferred from the present Harrow processing department to Hemel Hempstead. When completed, this plant will be a completely self-contained production unit with a staff of nearly 1,000 people. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| In February
1959, MCM reported: Colour Prints For All; A Visit to the new Kodacolor Processing Station at Hemel Hempstead. Modern Camera Magazine recently had the opportunity, at the invitation of Kodak Limited, of visiting their new colour processing plant at Hemel Hempstead devoted exclusively to the processing of several colour materials now provided by this company. The demand for these is so large that it had been found necessary to start work at the factory before it was fully completed so that at the moment all sections are not in use. At the present time, for example, most of the Kodachrome films are still processed at Harrow, but ultimately all colour processing will be done at Hemel Hempstead. Some idea of the size of the building can be gathered from our first photograph. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Although Kodachrome in its 8, 16 and 35mm forms (sheet film Kodachrome is no longer made, its place having been taken by Ektachrome) is the best known of the Kodak colour products, the sales of Kodacolor, a colour negative film designed for print making, are rapidly increasing. The whole of the developing and printing of this material takes place at Hemel Hemp-stead. Colour prints are also made there from Kodachrome 35mm transparencies and special provision has been made at the new plant for the instruction of staff in colour processing, so that outside organisations, such as the well-known photo-finishing firms in various parts of the country, may be able to enter this field. This form of training is most important for it is not the policy of Kodak Limited to process Ektachrome, which they hope will ultimately be processed either by the consumer or by approved developing and printing establishments. Have you ever made a mistake in addressing your Kodachromes to Kodak or omitted to add your own name and address? Some seven thousand people did last year, although actually this represents a very minute proportion of the total number of films sent in. Satisfying the customer is one of the main aims of this plant and we were interested to see the various steps taken to prevent such films being entirely lost to the user. In cases where films have been sent in without any obvious means of identifying the sender, after processing they are always examined to find whether, for example, there is a photograph of a motor-car on which the registration letters and number can be seen, whether there are other indications of the places in which the films were taken, the types of subject, or indeed anything unusual. These entries are made on specially printed forms with columns for various indications and the film then goes to a kind of "dead letter office" awaiting enquiries. If a customer complains that he has not had his film returned another special form is sent to him with certain specific questions and in a considerable number of cases the sender is traced by comparing the film with the "dead letter" form. The special museum, if it may be called such, at this dead letter office, is well worth a visit and shows what strange things people will do at times in the way of wrong treatment. For example, Kodachrome films all have to be processed in continuous strips, each length of film being carefully spliced to the previous length for the continuous processing machine. This continuous running is essential, since processing Kodachrome is a very complex procedure and, if in spooling up, before processing, a break in the film is discovered, a proper cemented splice is made. However, it is not unusual to find that the two ends of the broken film have been pinned together or even stapled by the customer, and often the two ends are roughly joined with adhesive tape. If joints of this kind were allowed to get into the machine they might cause serious damage. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The careful preparation and testing of the necessary processing chemicals before they are pumped into the huge tanks from which they are circulated to the processing machines, occupies an important section of the building. So far as the Kodacolor print making service is concerned, there are two main divisions of work ~ (i) the processing of the colour negative and (ii) the making of the print. After the colour negative comes from the processing machine it is carefully examined visually and marked frame by frame so that grossly over, or under, exposed negatives, which would not make satisfactory prints, can be eliminated. The negatives then go to automatic printing machines which select the correct printing filters and automatically determine the exposure required. This general integration of the negative for exposure and colour balance is perfectly satisfactory with average subjects but, like the integration method of determining exposure for monochrome work by photo-electric meter, it is not always right for exceptional subjects. Thus when the finished prints come through (they are all printed on a continuous band) another inspector marks those prints which require re-printing in adjusted conditions, so that before the final batch of prints reaches the consumer, the best has been made of every negative. We were greatly impressed by the care and discrimination used throughout the processing of colour material and this probably accounts largely for the high standard of Kodacolor prints now being turned out. Michel Talbert comments: in these early days, some prints were of poor quality due to their negatives being of scenes with an imbalance of colours compared to a theoretical 'average' scene i.e. they suffered from what the trade described as 'subject failure'. The classic example is a girl in a white dress sitting on a lawn – the dress comes out pink from an automatic printer that has no means to recognise that there was an 'excess' of green within the original scene and compensated for that 'excess' by applying additional green filtration, or increasing the 'green filter exposure', hence resulting in a pink (magenta) dress. Such automatic printers integrated all the colours coming through the negative and applied a printing colour filtration that would make the resulting mix of image colours in the final print integrate to pure grey, regardless of whether the original scene colours would have actually integrated to grey. On the later generation of printers, when the operator spotted one of these 'subject failure' negatives, he pressed an “L1” button, and this would make the printer use a lower correction, i.e., the negative wasn't integrated to 100% grey, and this took care of 'subject failure' negatives. There may also have been an “L2” button, for even less integration of scenes with severe subject colour failure. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
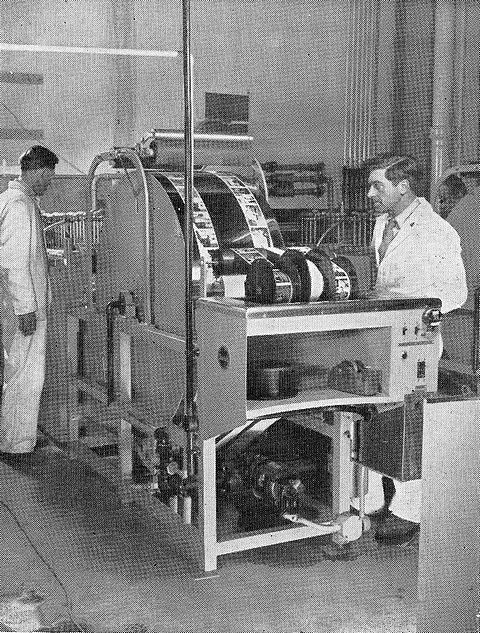
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Printing
Kodacolor Negatives on the Kodak IVC Printers Kodacolor Universal film, introduced in 1956, was balanced for optimum print quality when exposed to the light of Clear Flashbulbs at a colour temperature of about 3800°K. When exposed to daylight or artificial light sources, compensation for out of balance negatives was made in the printing process. The colour temperature for daylight was deemed approximately 5500°K, and for artificial or tungsten light, 3200°K to 3500°K. The operator of the Kodak IVC printer could adjust the printer to compensate for Kodacolor Universal negatives which looked as if they had been exposed in artificial light. The negatives would appear slightly blue when compared to a normal balanced negative exposed to clear flashbulbs. For “Artificial Light” negatives, a button on the printer was pressed and the machine would increase the blue exposure time and at the same time decrease the green and red exposures. Without this correction, a “blue” negative would result in a print which was too yellow to be acceptable. The opposite would happen to negatives taken in daylight. Here the negatives took on a yellow cast, as the average daylight colour temperature is higher than that of clear flashbulbs. Another button on the printer increased the blue exposure and decreased the green and red exposures to make the print more yellow. If the film was exposed to any other light source it was likely that the colour of the negatives could be compared to other already processed negatives to find a colour match along with a colour correction setting. The colour correction setting, or filtration, was then “dialed in”, or colour correction buttons were pressed on the printer, and this would bring the balance of the negatives to produce a correctly balanced print, or nearly so. (see photo, above, of a young woman comparing negatives to others on a light box, entitled “An operator checks a 'difficult' Kodacolor negative against a set of printing standards.) The procedure given above related to normally exposed negatives. All three printing exposure times (red, green and blue exposures) had to be adjusted to keep the density of the print correct. In the first example, if only the blue exposure time was increased, the colour would be corrected, but the print would then appear slightly too dark as the total exposure time was now too long. Therefore, the other two exposures had to be decreased in proportion. Increasing the blue exposure makes the print more yellow, and decreasing the red and green exposures does the same thing. As both types of Kodacolor film, i.e. the new Kodacolor Universal and the former Kodacolor films (Daylight and Type A) were being sold in the USA at the time of the Kodak IVC printers being introduced in 1956, there was also a button on the IVC to compensate for the difference in the mask colour of the two types of film. The
Kodak Type S.1 Printer White Light printers started off with a “White Light” exposure i.e. no filters in the light beam. While the white light exposure took place, the negative was assessed by the printing machine. When the machine decided that the red exposure must end, a cyan filter came across the light beam, the printer carried on giving the exposure through the cyan filter which was equivalent to the green and blue exposures with tri-colour additive printing. The green exposure ended with a magenta filter sliding across the light beam, but the blue exposure carried on, since the cyan and magenta filters were effectively a blue filter. The blue exposure ended by a shutter on the printer cutting off all light to the paper. The blue exposure was usually
the longest, because of the red/yellow masked negatives, which
had a high density to blue light. Obviously, the red exposure
was the shortest, green somewhere in between. The exposing light was always kept “on”, the shutter opening only when the exposure was being made, like a camera. White Light printers were much faster than the previous additive tri-colour printers, partly because of the white light exposure at the beginning with no filter in the light beam, where the red, green and blue exposures took place simultaneously. The trouble with tri-colour printers was that the three exposing filters were always very dense, which increased the overall exposure times drastically. Anyone
who is really interested in machine colour printing is recommemnded
to obtain a copy of Jack Coote’s book, “Photofinishing
Techniques”, published as long ago as 1970 by Focal Press.
It’s one of the very, very few books written on Machine
Printing. Some basic information from the Jack Coote book can
be read here: Every colour printing paper was susceptible to what is known as “Reciprocity Failure”. If a print was exposed for 5 seconds at f5.6, the colour balance and density should have equalled that of another print given a longer exposure time at a smaller aperture, e.g. 40 seconds at f16. Unfortunately this was not the case, and the second print would have been under-exposed and with a different colour balance, due to the paper's Reciprocity Failure. With regards to colour prints made in Machine Printers; low density, i.e under-exposed, negatives required much shorter exposure times through the printer's red, green and blue filters than was the case with high density, over-exposed, negatives that required relatively longer exposure times. With such printing time variations, the printing paper's Reciprocity Failure became a problem. In addition, an under-exposed negative, printed with a short exposure time, may have produced a print with a green cast. An over-exposed negative, requiring a much longer printing exposure time, may have resulted in a print with a magenta cast. It may also have been lacking in density. Both prints would have been considered unacceptable. To overcome this problem, the first colour printers that were used by the Eastman Kodak Company from 1942 (called the 1599 printer) overcame this problem by varying the intensity of their exposing light. The 1599 exposed all prints at a fixed exposure time. An under-exposed, thin, negative took as long to print as one which was over-exposed, avoiding shortening or lengthening the exposure times would have caused the three colour sensitive layers re-act differently to one another, producing colour casts in the prints due to the printing papers reciprocity failure. By the mid-1950s Machine Printers were being manufactured with a facility known as “Slope Control”, which enabled the Type IVC Machine Printer to operate using variable time exposures through its three colour filters, rather than using the Type 1599 variable light intensity method. If calibrated correctly, the “Slope Control” facility in a Machine Printer compensated for colour balance and density changes from negatives which were from 2 stops under-exposed to 2 stops over-exposed, correcting the green cast by automatically giving a longer “Green Exposure” (for an under-exposed negative), or decreasing the “Green Exposure” (for an over-exposed negative). The Slope Control setting would also have applied any necessary correction to the print density. Reciprocity Failure colour balance changes varied according to the make of colour printing paper. Outside the +/- 2 stop exposure range capability of the 'Slope Control', the colour balance would have had to be corrected by using colour correction buttons on the Machine Printer. But any negative outside the +/- 2 stop exposure range might equally have been considered of such poor quality, especially when under exposed, that the Machine operator might have simply declined to print it. In this case, the customer would have had to return the negative with instructions to 'Print Regardless', if the image was of such importance that obtaining even a poor quality print was better than no print at all. Correcting the density of under and over exposed negatives could also be done by the Printer operator using +1, +2, (or more) buttons on the printer (with dense negatives), and using -1, -2, (or more) buttons (with 'thin' negatives). Operators were taught to use the 'Plus' buttons with dense negatives and 'Minus' buttons with thin ones. Some original Kodak notes on setting up their Colour Printers can be downloaded here. Achieving
Acceptable Prints Very few negatives contained the ”theoretical” one third exact proportion of red, green, and blue colour component dyes and experience showed that a Machine Printer operating at a lower level of integration (than theoretically correct) would produce acceptable prints from negatives of subjects coming in between scenes which would integrate exactly (to grey) and to scenes bordering on 'Subject Failure' i.e. scenes with an excess of one colour or another. By setting a lower level of integration it was found that there was more chance of the Machine Printer producing a high level of ”acceptable” prints from a wider range of negatives. This applied especially to Machine Printers where the negatives were printed only once and no test strips were made. However, below 100% integration was just as valuable on Machine Printers where the price level of the prints produced allowed at least one test strip. The nearer the first test strip was to the correct colour and density, the easier and quicker it was to make a good final print. Pictures of landscapes were common 'Subject Failure' negatives, contained large areas of green landscape that meant there was a large area of excess magenta in the negative. As explained above, the landscape area would have been both lighter than the sky and maybe twice the sky area (the sky might have been only one third of the total negative area). Hence, for both reasons, when the Machine integrated the light passing through this type of negative, the tendency would be for the Machine to over-correct the magenta content of the negative by (incorrectly) increasing its green exposure so as to 'correct' what it assessed would otherwise be an excess of green in the final print. The resulting prints from landscape subjects were noticeable by the “pink” clouds in the sky. This was a fairly common case where the Machine Printer could not tell if the colour cast in the negative was due to a technical error of, say, faulty processing (needing correcting), or was the actual colour of the subject (not needing correcting). By operating a Machine Printer at a lower integration rate, many of these subject failure landscape negatives would produce first time acceptable prints. “Acceptable” prints, say up to a size of 6 inches x 4 inches and 5 inches square, printed at a laboratory dealing mainly with amateur photographers’ work where the negative was printed without any test strip first, the colour balance could actually vary from ideal by around 10 units of Kodak Colour Printing filter cast in any direction. Most prints could have been improved by hand printing on an enlarger, but in the case of the best Machine prints made from correctly exposed negatives, they could be improved only slightly and, in a few cases, not at all. The colour balance of prints made from very over, and under-exposed, negatives would have greater colour casts than a 10 unit Kodak Colour Printing filter. Standards varied considerably according to the laboratory and price per print. On a personal note, Michael Talbert made many 6 inch x 4 inch machine prints on a Pako printer, and found that the general public would accept quite wide variations in the colour balance of their prints, but the density of the print had to be correct, or very nearly so. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
|
|||||||||
|
Kodacolor
Type I paper Following many years of research, Kodacolor film became available for producing colour negatives which could be printed on the Model 1598 Color Printer. Colour prints were made on a fibre based material known as Kodacolor paper. Kodacolor Type I paper was manufactured with three dye coupling layers. The red sensitive, cyan dye forming, layer was coated nearest the base. On top of this followed the green sensitive, magenta dye forming, layer. The blue sensitive, yellow dye forming, layer was coated above the green sensitive layer. Because the green and red sensitive
layers were inherently sensitive to blue light, an additional
silver layer, known as the 'Carey-Lee Silver' layer, was situated
beneath the blue sensitive layer to prevent any blue The paper was processed in 'Kodak Color Print Process, P-122' at 75°F. The process consisted of seven chemical baths and four washing steps. The last bath of the P-122 processing sequence was a 'Buffer' bath, which was a kind of chemical stabilizing bath to neutralise any photographic chemicals left in the paper after the last wash step. It was a strong acid bath, and the paper would give off irritating fumes as it was heat dried on large rotary glazing machines. The prints were not glazed, as then the total processing time would have to be increased by 9 minutes. Over time, these early processed prints turned yellow in the borders, and the magenta dye in the paper faded faster than the other dyes making the prints appear green. The prints were really only suitable for keeping in albums, and even then they would eventually turn yellow in the image area due to heat (thermal yellowing) and a reaction of the unused couplers remaining in the paper emulsions. Silver and gelatin amounts used in the manufacture of Kodacolor Type I paper were very high compared to usage in later Kodak colour printing papers. Ektacolor paper Type 1384 in 1957, an improved version of 'Kodak Color Print Material, Type C', used under half the amount of silver and gelatin than Kodacolor Type I paper. Kodacolor
Type II paper and the 'Orange' mask of Kodacolor Film With the introduction of Kodacolor film incorporating an 'orange' coloured 'mask' in 1949, it was thought that the speed of the blue sensitive layer and to a certain extent the speed of the green sensitive layer in Kodacolor Type II paper might have to be increased to compensate for the high density orange mask in the new Kodacolor films. Until 1949, Kodacolor films were unmasked, except that from 1944, a low contrast black and white masking layer was intoduced between the blue sensitive layer and the green sensitive layer. The purpose of this mask was to lower the contrast of the Kodacolor negative. To increase the saturation of the Kodacolor prints, and to partly compensate for the poor availability of suitable colour couplers in the early 1940s, the films were developed to a high contrast and then printed onto a colour printing paper (Kodacolor Type I) also of high contrast. The mask layer was blue sensitive, i.e. only sensitive to blue and white light, and too slow in speed to be affected by the camera exposure. The mask layer was processed at the same time as the Kodacolor negative and then followed a black and white developer, to develop the mask to a low contrast. In this way, the colour saturation of the colour negative did not change. The black and white mask layer was not needed when the orange masked Kodacolor films were introduced as the overall contrast was lowered due to the use of new colour couplers. An orange masked Kodacolor negative printed onto paper designed for exposure to unmasked colour negatives, where the several paper emulsions were almost equal in speed, would have needed a very long blue exposure to correct for what would have, otherwise, been a heavy blue cast in the print caused by the deep yellow/orange mask. It is likely that the green exposure would also have had to be increased. When printing an orange masked colour negative, the intensity of the blue exposing light on the Kodak 1599 printers would have to be increased greatly in brightness to 'print through' the mask. The 1599 printer was designed to give equal exposures through red, green, and blue filters, therefore exposure times could not be increased or decreased. The printer relied on the brightness of the printing lamps, brighter or less bright, to make the correct exposures. As long ago as 1946, Eastman
Kodak knew that the speeds of the blue and green emulsion layers
in the printing paper would have to be increased in speed to
compensate for 'printing through' the dense orange mask; it was
mentioned in the P.S.A. (Photographic Society of America), Journal
of February 1947, where Hanson and Vittum described the forthcoming
masking system and how it was to work in Kodacolor films. At the end of the presentation
of the paper, some questions were asked, amongst which was: However, Michael Talbert (author of this chronology) has found no firm evidence that Eastman Kodak actually did increase the speed of the blue sensitive and green sensitive emulsion layers in Kodacolor paper at that time or later. It's quite possible they may not have done so, and there may be a reason why. In 1949 Eastman Kodak were printing all Kodacolor negatives on the model 1599 colour printer. This printer was designed to give equal exposure times through each filter to avoid 'Reciprocity Failure' in the Kodacolor paper. Because the 1599 printers were extremely costly and complicated to set up, they were never sold to any other company. To re-set each printer for a new and different colour paper would have been a mammoth task. At one time there were nearly 100 printers in use! Also, to change the sensitivity of the paper's dye forming layers would likely have introduced additional complications in colour paper manufacture. The 1599 printers may have been equipped with cyan or blue compensating filters which could have been inserted into the light path of the red filter whenever a Kodacolor masked film was being printed. This was the sort of arrangement used by Agfa in their automatic 'Colormat' enlarger. In the 1950s, Agfa were selling
an automatic 'Colormat' enlarger which consisted of a 'colour
head' designed to fit onto their 'Varioskop 60' enlarger. The
'Colormat' came with a separate control box. The print exposure
was made additively through red, green and blue filters. Of course,
in the 1950s when the enlarger was first introduced, the colour
head was intended for Agfa's unmasked colour negative film, Agfa
CN 17, the prints being made on Agfacolor CN III paper.
In 1963, when Agfa first produced a printing paper for masked
colour negatives, i.e. Agfacolor MCN III, Agfa stated that the
colour head was not suited for use with the new paper. However,
they did say that when printing masked colour negatives onto
Agfacolor MCN III paper a 'cyan compensating' filter could
be inserted into the holder for the red filter, but this filter
necessitated an increase in all three exposure times of at least
two stops. It's very likely that Eastman
Kodak continued to print masked Kodacolor negatives onto a paper
which was at first designed for unmasked colour negatives, all
blue exposures and to a lesser extent, green exposures, being
of increased brightness. In the book 'Colour Photography in Practise',
D.A. Spencer writes about coloured couplers in Kodacolor films,
viz: "Combined with the blue absorption of the magenta dye
image and the blue and green absorptions of the cyan dye image,
it (the orange coloured mask) adds blue and green density
equally to the highlights and shadows. This is eliminated in
a print merely by INCREASING THE BLUE AND GREEN EXPOSURES WHEN
THE PRINT IS MADE". The first Kodak colour printing paper which was specifically made for masked colour negatives was 'Kodak Color Print Material, Type C' (see below). Kodacolor
Type III paper A possible 'time line' for the various Type III papers might be: 1952 Kodacolor Type
III At some point, one of the Kodacolor Type III papers was coated with the sensitive dye forming layers in the reverse order. The blue sensitive, yellow dye forming layer, was positioned nearest the base and the red sensitive, cyan dye forming layer, was placed on top, the green layer in between. The 'Carey-Lee Silver' layer (see above, Kodacolor Type 1 Paper) was no longer needed, but there was a UV absorbing layer added between the cyan dye forming and magenta dye forming layers. This reversed layer order improved
definition. By situating the red sensitive layer on top of the
'pack' it was nearest the printer lens and produced the sharpest
image compared to the other two layers. The cyan By eliminating the 'Carey-Lee Silver' layer all three emulsion layers were now sensitive to blue light. To prevent the red sensitive layer and the green sensitive layer from forming an image due to blue light exposure the two layers were made with emulsions with very low blue sensitivity. A very fast, blue sensitive emulsion, was used for the yellow dye forming layer nearest the base of the paper. It was said that the latest of the Type III papers, 1348, exhibited a much improved dye stability in prints produced using it. (References: Negative/Positive
Print Paper Innovations, T.G. Hanley, University of Rochester
Library, 1974; Negative-Positive Color Papers, University of
Rochester Library, 1974; Evolution of Kodak Photographic Color
Negative Print Papers. R.L. Heidke, L.H. Feldman & C.C. Bard,
Journal of Imaging Technology Volume 11, No. 3 June 1985; 'Photofinishing
Techniques' J.H. Coote, 1970; 'Printing Color Negatives on Kodak
Color Print Material, Type C', Kodak Pamphlet No.E-51, 1956;
'Colored Dye Forming Couplers in Subtractive Photography', Hanson/Vittum,
P.S.A. Journal, February 1947; 'Imaging Processes and Materials',
Neblettes 8th Edition, 1989; 'The Reproduction of Colour', R.W.G.
Hunt, 2nd edition, 1967). As a result of the above ruling, from 1955 Kodak colour printing materials, and the corresponding processing chemistry, were made available for sale to photographers, photofinishers, professional processing laboratories, or anyone else - but this applied only in the USA. In the UK, Kodacolor camera Film was first sold in 1957 but all processing and printing was still carried out by Kodak Ltd. Kodak did not release the processing chemicals and printing paper for general sale to anyone in the UK until 1958 (see Colour Print Paper, Type C below). |
|||||||||
|
They are original Kodacolor
prints from a Kodacolor film exposed and printed in February
1955. They show Angelia's parents, newly married. The reverse of the prints is
shown here. Micheal Talbert comments: The Roman numerals might be codes for the 1599 printing machines. If customers wanted re-prints, the original prints if returned with the re-print order would be matched to the machine originally used, so the re-prints would be more likely to match the originals. On the back of my 1952 Kodacolor
print is printed: To see a chronology of Kodacolor prints from 1952 to 1964, and their colour deterioration during the intervening years to Spring 2021, see here. These examples are by Angelia McDaniel. A comparison of a 1952 print on Kodacolor paper and 1954 prints on Agfa CN III (probably) paper, can be seen lower down this page. |
|||||||||
|
Kodak
Color Print Material, Type C (in the USA from 1955) In 1956, Type C was obtainable in six sheet sizes from 8 x 10 inches to 30 x 40 inches, and in roll sizes from 3½ inches to 40 inches in width. The 3½ inch and 5 inch widths were used mainly for photo-finishing and replaced the Kodacolor papers. Unlike the Kodacolor papers, Color Print Material, Type C was available for purchase to anyone in the USA. Exposure could be made by "White Light" (subtractive) or "Tri-Colour" (additive) printing methods, and the method of exposing was exactly the same as used for making transparencies from negatives on Ektacolor Print Film. |
|||||||||
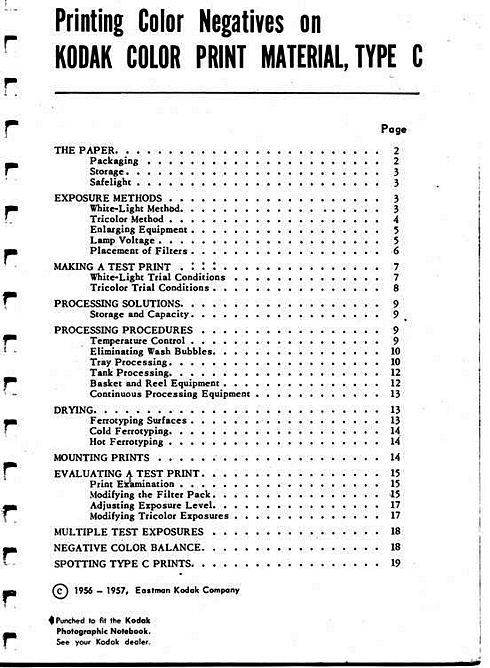 |
Not long after the introduction of the Type C material, a small booklet of 19 pages was first published in 1956, entiteld "Printing Color Negatives on Kodak Color Print Material, Type C". The front index page is shown alongside. The booklet described briefy the methods of making colour prints. It was the first publication by Kodak on making prints on a "Tri-pack" colour printing paper, although the data sheet for Ektacolor Print Film dated November 1951 gives some information on "White Light" printing and the use of Kodak colour compensating filters. The booklet pre dates the Kodak Color Data book - "Printing Color Negatives", published in July 1958. A recommended starting filtration
for "White Light" printing for a first test on Type C
material was a Kodak Colour Compensating filter of 50 Red
i.e. CC 50R, or the filtration could be made up as a CC 50Y
filter plus a CC 50M filter i.e. -- 50 Yellow
and 50 Magenta. "White Light" trial
conditions were: "Tri Colour" trial
conditions were:
This produced three test prints, the first exposed through each filter for 15 seconds, the next each filter for 30 seconds, then finally, each filter for 45 seconds. |
||||||||
|
Tri-colour printing could also be employed with the "Kodak Color Conversion Kit", made principally for fitting to the Kodak Auto Focus enlarger. The Color Conversion Kit evaluated the colour negative and exposure adjustments for the red, green, and blue exposures were made automatically by controlling the voltage of the enlarger lamp and the exposures were given by varying the intensity of the light rather than increasing and decreasing the different exposure times, thus avoiding reciprocity failure due to very long or very short exposure times leading to colour balance variations. The Color Conversion Kit could also be used with other tungsten enlargers with a means of attachment for the photocell and filter unit. Kodak Color Print Material, Type C, was processed in Kodak Color Print Processing Chemicals, Process P-122, the same process as was used internally at Kodak laboratories for Kodacolor papers. |
|||||||||
|
Kodak
Colour Print Paper, Type C (in the UK from 1958) At first, the paper was obtainable in four sheet sizes, in packets of 10 sheets. Boxes of 100 sheets of 8 x 10 inches were available from January 1959. When the paper was first sold, the colour balance of test strips and prints was altered by the “White Light” method of colour printing using six colours of Kodak Colour Compensating filters, i.e. CC filters. These filters had originally been introduced for correcting the colour balance of Ektachrome films, notably Ektachrome Type B sheet film. The filters were thin enough to be used over the camera lens without affecting transparency or print definition. It was recommended that no more than three CC filters should be attached in front of the camera lens or enlarger lens if definition was of importance. Kodak Colour Printing filters were introduced in late 1959. These filters were intended to be placed in the filter draw of the enlarger to correct colour casts on the Colour Print Paper. The filters were thicker and more robust than the CC filters. Being used in the filter draw, they had no effect on the definition of the print. Any number of them, termed as a “Filter Pack”, could be placed in the filter draw. They were also less costly than CC filters, but they were only made in certain densities in Yellow, Magenta, and Cyan; alternatively red, green and blue could be made up by combining the appropriate yellow, magenta, and cyan filters. Without any filters in the enlarger filter draw, an exposed test strip made from a correctly exposed and processed Kodacolor negative, taken in daylight with an 85C filter over the lens, would generally come out with a strong red colour balance. A fairly good starting point for a filtration for a first test strip would be to place a 50 Yellow CP filter and a 50 Magenta CP filter in the filter draw. In the UK in late 1959 Kodak Colour Printing Filters were obtainable in densities of 10 to 50 in increments of 10, as well as a 5 density and a 2.5 density for “fine tuning” the colour balance, so seven filters per each of the three colours. As the colour printing paper was sensitive to ultra violet light, it was necessary to fit a CP 2B filter permanently in the filter drawer. This filter absorbed ultra violet radiation given off by the enlarger bulb. With this UV filter, a set of Kodak Colour Printing Filters would consist of 22 filters. Some examples: Below are shown the four pages that comprise a 1958 Kodak leaflet describing Kodak Colour Print Paper Type C. The leaflet describes the use of the paper, and lists the equipment necessary to process 8 x 10 inch size prints in a 3 gallon tank line using a No.3 colour print processing basket. It is thought that the leaflet dates from 1958, pre-dating the introduction of Kodak Colour Printing (CP) filters. |
|||||||||
 |
 |
||||||||
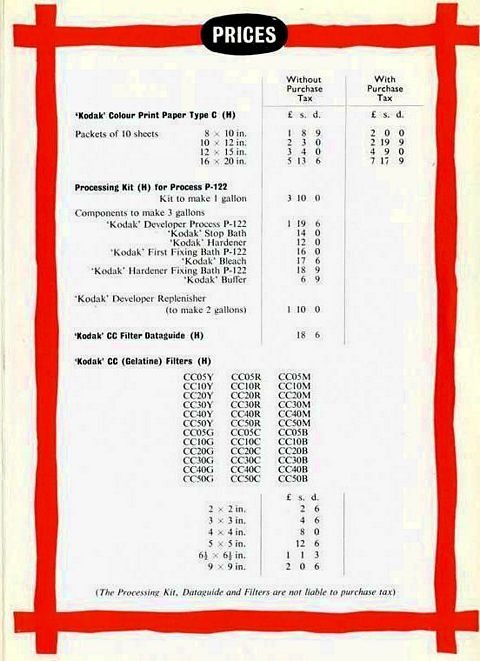 |
 |
||||||||
| Below is another Kodak leaflet for their Kodak Colour Print Paper, Type C, illustrating most of the equipment necessary for processing Colour Paper Type C in a three gallon tank line of P-122 chemicals. Also in the leaflet is a price list for the equipment plus prices for Ektacolor film, Kodacolor film, and Process C-22 chemicals. This leaflet is dated May 1959, and pre-dates Kodak Colour Printing filters. | |||||||||
 |
 |
||||||||
 |
 |
||||||||
 |
 |
||||||||
 |
 |
||||||||
|
Using
Printing Paper by other Manufacturers and Comparative Ageing Agfacolor CNIII and CHIII papers were balanced for unmasked colour negative materials, such as Agfacolor negative films “K” and “T”. The orange mask present in an Ektacolor negative would have caused problems when printing onto a paper balanced for unmasked negatives. Very high magenta and cyan filter corrections would have been necessary to achieve a neutral balance. Because of the high filtration necessary, prints may have shown colour mis-matches between highlight and shadow, such as highlights too yellow and shadows too blue. Other colour printing papers available at that time, all balanced for unmasked colour negatives include: Gevacolor, (Belgium), Ferraniacolor (Italy), Telcolor (Switzerland), and papers specifically designed for amateur colour printing, Pakolor, Synthacolor, and Raycolor (all UK made). ICI colour negative film possessed a colour correction mask similar to Ektacolor Type B film. ICI colour negative film could be obtained for a time in the 1950s, principally by the professional user. Because of the colour correction mask in ICI colour film, the corresponding ICI colour printing paper may have been more suitable for printing Ektacolor and Kodacolor negatives. |
|||||||||
|
The Kodacolor print dates from 1952 and the Agfacolors date from 1954. On the back of the Kodacolor
print it says: The two Agfacolor prints were made in 1954. They are most likely to have been printed on Agfacolor CN III paper. They have “Agfa” printed faintly on the back at various intervals. The film the pictures were taken on would have been Agfacolor “CNT” film for Daylight rated at 10 to 12ASA (ISO) producing an unmasked colour negative. The difference between the colour balance of the Kodak and Agfa prints is quite considerable. The Kodacolor print suffers from “Thermal Yellowing” very badly, a fault inherent in the four early Kodacolor papers. Thermal Yellowing was caused by heat and humidity reacting with the dyes in the print. It was also caused by the unused colour couplers left in the emulsion layers reacting with the print dyes, mainly the magenta coupler. For instance, in this case, where the colour Magenta is not generated by colour development, there are unused colour couplers left in the emulsion after processing the print. Very early Kodacolor prints turned green as the magenta dye faded faster than the other dyes. Thermal Yellowing also caused the borders of the print to turn yellow rapidly. This Kodacolor print does retain some traces of pink in the flowers on the left and green in the lawn on the right. It is said that there are now no Kodacolor prints made between 1942 and 1954 which remain in a reasonable condition. Kodacolor III Paper Type 1348 (introduced in 1954), brought about a marked improvement in Thermal Yellowing but the cyan and yellow dyes in Kodak prints made in the mid to late 1950s faded quickly, giving the prints a magenta cast. Much the same could be said about Agfacolor prints made during the same period. Very generally, with prints made between 1954 and 1961, Kodak colour prints now look magenta, while Agfacolor prints now look red. There are exceptions, depending on how and where the prints are stored. Kodak Ektacolor papers introduced from 1958 to 1965 resulted in prints with much improved dye stability, even greens, and Thermal Yellowing was virtually eliminated. It is the author’s opinion that the equivalent Agfacolor papers were less stable, and that Agfacolor MCN III Type 4, introduced in 1972, was the first Agfacolor paper to approach the dye stability of Kodak’s Ektacolor papers. This applied only to Agfacolor MCN III Type 4 paper. The dyes used in this paper were an improvement on the permanency of the dyes used in the previous paper, MCN III Type 7. Agfa Gevaert introduced a resin-coated version of MCN III Type 4 in 1972, as MCN 310 Type 4, where the emulsions were coated onto a Polyethylene (P.E) base, and this paper was marketed widely from 1974 in three surfaces. Unfortunately, by the early 1980s this paper had gained a reputation as one of the worst papers on the market. The cyan dye rapidly faded, even in “dark” storage, and it has been proven that the cyan dye faded almost three times faster than the equivalent dye in Kodak Ektacolor 74 R.C. paper processed in Kodak Ektaprint 2 chemicals. Most, if not all, of the cyan dye in prints made on Agfacolor MCN 310, 312, or 317, Type 4 paper would fade noticeably in less than 6 years of “dark” storage, i.e. prints kept in an album or box. The prints turned a red/magenta colour, mainly red, in the image areas. The author made many hundreds of prints on Agfacolor MCN 310 Type 4 paper between 1974 and 1977. He still has a few, on some which the dyes have turned red in most areas. These prints have been “dark” stored. One print, made on Agfacolor MCN III Type 4 paper in 1972 has faded to yellow and lost contrast, but most of the colours are still recognizable. A number of mass-market portrait laboratories and photographers in the USA who had used Agfacolor Type 4 P.E. paper, or had their work printed onto Type 4 P.E., filed a class-action suit against Agfa Gevaert in 1985 because of the very poor dye stability of the colour paper. The case was settled out of court in 1987. Henry Wilhelm (Ref: The Permanance and Care of Color Photographs, by Henry Wilhelm; 1993) believed the use of a P.E. or R.C. base contributed largely to the problems of dye fading. It has also been shown that prints made on Kodak Ektacolor Professional paper manufactured by Eastman Kodak (the paper was never manufactured in the UK) between 1961 and 1971 faded less than the then new Ektacolor 20RC paper (1968) and the various Ektacolor papers that followed with the emulsions coated onto a resin coated base up to Ektacolor 78 paper. In the mid 1980s, the dyes used in Kodak Ektacolor Plus paper (1985 in the USA, 1986 in the UK) were a vast improvement as regards to the “fading rate” compared to the earlier R.C. papers. |
|||||||||
 My thanks to Angelia McDaniel of Oklahoma,
USA, for permission to show these prints. They are possibly made
on Kodacolor III Type 1348 paper.
My thanks to Angelia McDaniel of Oklahoma,
USA, for permission to show these prints. They are possibly made
on Kodacolor III Type 1348 paper. The car is a 1954 Ford Customliner.
The car is a 1954 Ford Customliner.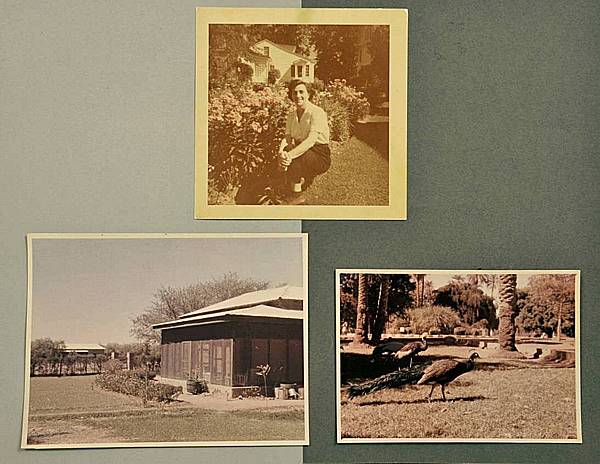
|
|
|||
| The change of name from Kodacolor paper to Ektacolor paper, post-1955, is thought to have occurred when it became possible for photographers to self-process Ektacolor Type B film and self-print their results onto the new (in 1955) Kodak Color Print Material Type C. The Type C material subsequently (1957-58) became known as Ektacolor paper (see below). At the time of the name change from Kodacolor to Ektacolor, the 'Koda' prefix is thought to have referenced print materials which could only be processed by Kodak, while the 'Ekta' prefix referred to materials which could be self-processed by the photographer, if he wished his results to be all his own work. | |||
| Ektacolor Paper in the USA; Type C Kodak Color Print Material Type C (see above; the last Kodacolor paper, marketed from August 1955) was followed by Kodak Ektacolor Paper Type 1384 in 1957 or 1958, (some sources give 1957, others, 1958). But the following images show what was seemingly a transitional stage, where Type C was given a name change to Ektacolor Paper, though without any Type number being displayed. |
|||
|
The images below come from a box of Eastman Kodak manufactured Ektacolor paper, size 11 x 14 inch, dating from 1958 to 1959. The instruction sheet found inside the box was dated March 1959, but the outer label is thought to date earlier than March 1959 because the packaging label states 'Ekatacolor Paper (Kodak Color Print Material, Type C)'. 'Color Print Material, Type C' was renamed 'Ektacolor Paper' in (most likely) 1958. It is possible, therefore, that the form of labelling shown below was used during the 'changeover' period when the previous Type C material was renamed as Ektacolor paper, but before Type 1384. Since there is no indication of any Ektacolor paper Type number on the label or on the instruction sheet, it remains uncertain if this box simply contained the previous Type C paper but renamed Ektacolor, or whether it was paper that would subsequently be known as Ektacolor Type 1384. The paper is medium weight, not resin coated, with a semi gloss surface which could be glazed after the last processing solution, the Buffer bath. The paper was intended to be processed in the 7 solution P-122 process at 75°F, with a total process time of 42 minutes. By 1960, the sealing labels for Eastman Kodak manufactured Ektacolor paper no longer carried the alternative name of “Kodak Color Print Material Type C”. The paper is marked on its
reverse with circles containing the capital letters 'EKC' = Eastman
Kodak Company. This form of back printing began in October 1958
and ceased in November 1961, when it was replaced by “A
KODAK ® PAPER”. This type of back marking
was used only on Ektacolor papers manufactured by Eastman Kodak
company in the USA; Ektacolor papers made in the UK were printed
with different back markings. |
|||
 |
 |
||
|
Below are shown the rear sealing labels (i) from the above box of 50 sheets 11 x 14 inch paper and (ii) a packet of 10 sheets of the same size. The rear labels show emulsion numbers and Exposure Factors for Tri-Colour (aka. Additive) printing system, for use when changing from one paper emulsion to another. These factors are given in a different form to the Tri-Colour factors printed onto UK manufactured Ektacolor paper labels. However, if the factors here are multiplied by 100, they resemble the factors given on the labels of UK made Ektacolor packets rounded up to the nearest 5. i.e. Box label: Red .66 would
become 65 in the UK nomenclature; Green 1.10 becomes 110; Blue
.76 becomes 75. The lower the factor the faster the paper is to light of that colour. The instruction sheet states:
“With the Kodak Auto-Focus enlarger Model E set at F8 and
for a 2x (enlargement), typical exposures for a normal Ektacolor
negative are: Conversely, Eastman Kodak's Ektacolor Professional paper introduced in 1961 gives only 'White Light (subtractive printing) Data' corrections on the sealing labels. |
|||
.jpg) |
.jpg) |
||
|
Ektacolor
Type 1384 In 1959, the emulsion layers of Ektacolor Paper Type 1384 had sufficient hardness to enable processing to be carried out at 85°F, thus reducing the overall wet processing time to 25 minutes in the P-122 processing chemicals. The Developer was used at 85° +/– ½°F, and the rest of the chemicals and washes were used at 83–87°F. However, there is some uncertainty
here, as the Ektacolor paper which could be processed at this
higher temperature may have been a new paper, designated, “Ektacolor
Paper, Type 1502”, introduced in 1959. By 1960 in the USA, Ektacolor paper was sold in sheet sizes from 8 inches x 10 inches to 30 inches x 40 inches, mainly in 10 sheet and 50 sheet packet quantities. Roll sizes were available from 3½ inches to 8 inches wide in 250 and 500 foot lengths mainly for use by Developing & Printing (D&P) laboratories for amateur photographers’ prints. Photographic murals were made by professional laboratories on 20 inch and 40 inch wide roll paper in 50 and 100 foot lengths. |
|||
|
Ektacolor
Paper in Process P-122 in the USA (1960) (for details, see here) Six chemical solutions, other than the Developer, were listed for sale in 1 gallon and 3½ gallon sizes, namely: Stop Bath, First Fixing Bath, Bleach, Hardener Fixing Bath, Hardener and Buffer. Five chemical solutions were listed in 5 gallon, and 25 gallon sizes, namely: Stop Bath and Replenisher, First Hardening Fixer and Replenisher, Bleach and Replenisher, Hardener and Replenisher, Buffer and Replenisher. These solutions could be mixed as working solutions or replenishers. The Hardener Fixing Bath was not listed in a 5 gallon or 25 gallon size. By this time, when processing in tanks of more than 3½ gallons in capacity and solutions were more likely to be replenished, the First Fixing Bath, previously being used at Step 3, was replaced by the Hardener Fixing Bath, previously used at Step 7. Both Fixers then became known as the “First Hardener Fixer”. P-122 then became a six solution process, but the newly named “First Hardener Fixer” was used twice, at Step 3 and Step 7. There was no change in the processing times. In the USA, by 1962, Step 7 had been replaced by “Formalin Fixer”, combining the Step 9 Hardener with the Hardening Fixer. Ektacolor
Paper in the UK In late 1958, Kodak Ltd, London, introduced a similar material, as 'Kodak Colour Print Paper, Type C' (see previous section, above). Both the US and UK products were intended to be processed through the 7-bath Kodak P-122 print process. The paper was made by Kodak in the UK and was the first colour printing paper available for sale in the UK balanced for printing from Kodacolor and Ektacolor negatives. By 1959, Kodak Colour Print Paper, Type C, had a name change to Kodak Ektacolor Paper. Below is shown a letter from Kodak Limited London sent to professional photographers and colour laboratories noting the name change from 'Kodak Colour Print Paper, Type C' to 'Ektacolor' paper. The letter dates from June 1959 and gives new reduced prices of Ektacolor paper compared to the 1958 leaflet. Larger sizes of sheet paper were now available plus three roll sizes. Eastman Kodak, in the USA, had changed to the 'Ektacolor' paper name in May 1958. Ektacolor
Paper in Process P-122 in the UK (1960) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
It is not known if this later paper was identical to the equivalent Ektacolor Type 1384, or 1502 paper, being manufactured by Eastman Kodak in the USA (see above). The label on the 1959 packet of British made Ektacolor paper gives no indication of any Type number. The paper was definitely designed for the 42 minute 7-bath 75°F P-122 process, and it was very unlikely that high temperature processing of the paper at 85°F was being carried out in the UK at this time. By 1960, Kodak in the UK gave the user a guide as to the difference between the various emulsion numbers of Ektacolor papers. Stamped on each label were 'Arithmetical Factors' for Tri-Colour (additive) printing and a Filter Pack Adjustment and Speed Factor for White Light (subtractive) printing. The figures given were only an approximate guide to help the user make filter changes or change exposure times in the right direction. They were no help in giving a starting filtration to an unknown negative. In 1966, Ektacolor paper was replaced by Ektacolor 20 paper in the UK, but it was still listed for sale in the Kodak Limited UK Dealers’ Catalogue for 1966 to 1967. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
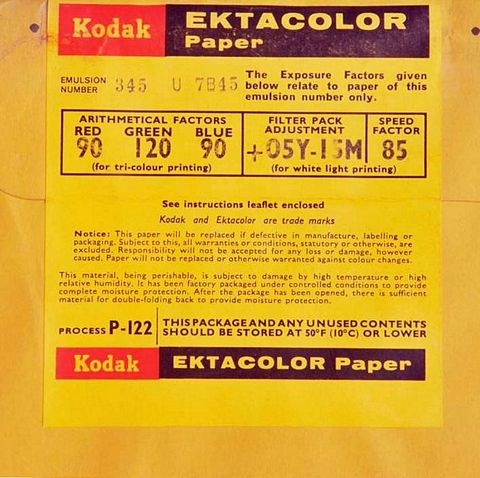
|

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
Professional Paper In a 1963 data sheet, the surface of the paper was described as 'High Lustre' code named 'J'. In 1964, two Eastman Kodak black and white enlarging papers, 'Medalist' and 'Polycontrast', were available in 'High Lustre' surface. The author’s small sample of a print made on 'Polycontrast J' surface paper had a very dull semi-gloss surface. The paper could be glazed, if the time in the Formalin Fixer was increased and the print placed onto the glazing sheet directly after the Buffer or Stabilizer solution. The paper was originally designed for the 7-bath P-122 Process at 75°F, but later could be processed in the 6-bath P-122 chemistry (USA), the 5-bath P-122 chemistry (USA and UK), and Ektaprint C chemistry. In 1964, 'Professional' was the first and only colour negative printing paper which could be processed in 7 minutes on the then, new, Kodak Rapid Processors i.e the H11L and 16K, using CP-5 chemistry. Ektacolor Professional Paper was last listed for sale in the Eastman Kodak Professional Products catalogue for 1972. Sizes ranged from 25 sheets of 8 x 10 inches to 50 sheets of 30 x 40 inches. Roll paper was manufactured up to 40 inches wide. Ektaprint C, CP-5, and CP-100 chemicals for five bath processing were also included in the catalogue for the last time. Ektacolor Professional paper was the last colour paper to be emulsion-coated by Kodak onto a paper base. Replacement paper was Ektacolor 37RC. Although replaced by Kodak Ektacolor 37RC in 1972, for a short time both products were being sold concurrently. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Changing Filtration and Exposure Times Between
Ektacolor Batches How to change the exposure times and filtration when using (1) "Tri-Colour" or (2) "White Light" printing methods. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In the manufacture of colour printing papers it was not possible to make all batches of paper give identical results with regard to colour balance and exposure times. Thus, one batch of paper might need either a different colour filtration and/or more or less exposure time, when compared to another batch of paper, even though the print was at exactly the same degree of enlargement. These batch differences were also inherent in black and white printing papers but because of the enormous latitude of exposure, speed of papers and development times, the batch differences were often never noticed. The label on each packet and box of Ektacolor paper showed two sets of exposure/filter factors, one for "Tri-Colour" printing, and the other for "White Light" printing (see picture to the right, taken from labels of Ektacolor Commercial paper; these factors could also be used when changing from Ektacolor Commercial paper to ordinary Ektacolor paper and vice versa). With the differences in the various colours of exposing light, the storage of the paper, and processing variations, all the suggested factors could only be an approximation, and would work best when the batches of printing papers were stored correctly in a refrigerator or freezer before use. In the following examples, please refer to the upper two paper packet labels to the right. Batch changing
when using the "Tri-Colour" printing method (the Arithmetical
Factors) The new Tri-Colour printing
exposures can be calculated as follows: |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Suppose the printer's Tri-Colour exposures for the old batch of paper were Red 12 seconds, Green 20 seconds, Blue 7 seconds, when making a good print. For the new Red time: 12 x
100 divided by 150 = 7.9, or 8 seconds. Hence, the exposure times for the new batch of paper are: Red 8 seconds, Green 23.5 seconds, Blue 8.75 seconds. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The speeds of the Blue sensitive and Green sensitive emulsion layers are rated against the speed of the Red sensitive emulsion layer. The Blue and Green were chosen because they are the opposite colours of the two most used filters (Yellow and Magenta) to correct colour casts in the print. Yellow and Magenta filters were used to correct colour casts in the majority of cases; Cyan filters were very rarely needed. If the figures in the “Filter
Pack Adjustment” for White Light data are shown as minus
values, the Green sensitive or Blue sensitive emulsions are slower
than the Red sensitive emulsion. The majority of Ektacolor papers were manufactured with some inherent emulsion speed differences and the differences were printed on the sealing label. Very rarely a batch was made where there were no differences in speed or colour correction between the emulsion layers, as shown in this label (shown to the right) from an Ektacolor 20 paper packet. The packet dates from the late 1960s. By 1985, the emulsions in Ektacolor papers were being manufactured so consistently that Kodak ceased printing any filter factors for tri-colour printing or filter changes for White light printing. On the labels for late manufactured Ektacolor 78 papers, and Ektacolor Plus paper, only an “Exposure Factor” (EXP. FACT) was printed onto the sealing label. |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Batch changing
when using the "White Light" printing method (Filter
Pack Adjustment and Speed Factors) Suppose the printer's filtration for a good print on a certain batch of paper was 85 Yellow, 75 Magenta, 0 Cyan with an exposure time of 14 seconds. When this paper batch runs out, the printer needs to change from his 'old' batch, with a "Filter Pack Adjustment" (FPA) of: +20 Yellow, +20 Magenta, Speed Factor 170 to a new batch with an FPA of +15 Yellow, -15 Magenta, Speed Factor 100 First subtract the old FPA from the new FPA. This gives the difference of FPA between the two batches of paper.
Then add the result to the
existing filtration:
Thus the new filtration on the new batch of paper is 80 Yellow, 40 Magenta, 0 Cyan. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Using the
"Speed Factors", the new exposure time for "White
Light" printing can be calculated It would be best to make a stepped test exposure of (in this case) 5, 8, and 12 seconds at the new filtration to check the colour balance and exposure density before going ahead with a full size print. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
Commercial Paper Ektacolor Commercial paper was available in sheet sizes from 6½ x 8½inches to 30 x 40inches and wide rolls up to 40inches wide. It was only made in the UK. It was replaced by Ektacolor 37RC paper in 1972 although for a short time both products were being sold concurrently. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
20 in the USA (1964) The first Resin Coated (RC) colour negative printing paper (for further, see next Section) was marketed as Ektacolor 20 RC paper Type 1822 in 1968. The 1822 designation was essentially the Type 1870 emulsion extrusion coated in polyethylene. The paper was manufactured with a “High Gloss” surface which eliminated glazing, and the surface was coded “F”, similar to the American black and white papers at that time. Later in 1968 an improved version was introduced as Ektacolor 20 RC paper, Type 1910. This paper was also offered in two additional surfaces, “Silk”, coded “Y”, and “Lustre”, coded “N”, again similar the black and white papers of that time. The surface textures were almost identical to the equivalent “Y” and “N” black and white papers, such as “Kodabromide” and “Medalist”. All Ektacolor 20 and Ektacolor 20 RC papers were processed in Ektaprint C chemicals, taking a total of 22 minutes at 85°F wet processing time. The “Kodak Products for the Professional” USA catalogue for 1969 lists Ektacolor 20 paper in roll sizes only. Oddly, Ektacolor 20RC paper is not in the catalogue. It is possible that the Resin Coated versions of Ektacolor 20 paper, namely Ektacolor 20 RC papers Types 1822 and 1910, were sold only to photofinishers. Various literature suggests that the processing times were reduced for the two types of Ektacolor RC papers, notably (and logically) the last wash time, but no actual Eastman Kodak processing sequences or printed literature have been found where this was included when using Ektaprint C chemicals. None of the Ektacolor 20 papers could be processed on the Rapid Color Processors using CP-5 chemicals. These papers were mainly used in D&P laboratories in the USA, and gradually replaced the older Ektacolor paper (see above). Professional photographers who printed and processed their own colour prints, and Professional Colour Laboratories whose work was exclusively processing and printing professional photographers negatives, used Ektacolor Professional paper (see above). |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
20 in the UK (1966) The UK instruction sheet dated August 1966 suggested that the new paper had “better glazing characteristics” and “improved stability” than Ektacolor paper. It was available in sheets and rolls in the same sizes and quantities as Ektacolor Commercial paper (see above), excluding 11 x 14 inches, and was sold at the same price. Much of the information given
in the instruction sheet was identical with the instructions
for Ektacolor Commercial paper. Two differences were that Kodak “Brightening Additive” could be used with Ektacolor 20 paper, mixed with the Formalin Fixer, to make the colours more brilliant, increase the print contrast, and give extra stability to the dye image. However, since the smallest quantity of “Brightening Additive” which could be obtained from Kodak UK was 3 UK gallons, it is unlikely that many amateur colour printers purchased it. The chemical was more likely to have been used by the professional D&P laboratories. Ektacolor 20 paper was intended for processing in Ektaprint C chemicals, with a total wet processing time of 22 minutes at 85°F. Although of similar speed to Ektacolor Commercial paper, the finished prints on Ektacolor 20 had a softer contrast and only a “semi gloss” finish if not glazed. |

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
By 1970 the paper was being coated on a Resin Coated base and designated Ektacolor 20 RC paper with a highly glazed surface. It was obtainable only in rolls for the photofinishing trade. Both the Ektacolor 20 papers, i.e. the “paper” byrata base material and the resin coated (RC) material, were manufactured in the UK. Ektacolor 20 RC paper was replaced by Ektacolor 37 RC paper in late 1971. “Speed Factor” was changed to “Exposure Factor”, shown as “Ex. Factor”, when Ektacolor 30 and 37RC papers were introduced in 1971. The packet shown right contained the earlier type of Ektacolor 20 paper with a “paper” base. It was not “RC” (Resin Coated). |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Chronology
of Ektacolor Resin Coated (RC) Paper (dates refer to the USA) By the mid-1960s the colour negative processing and printing industry, supporting the amateur market, had grown substantially and colour printing machines were then capable of turning out at least 600 amateur sized, rectangular or square, prints per hour. The introduction of Kodak Instamatic cameras in 1963, using cartridge loading 126 Kodacolor X films, gave an immense increase in demand for amateur photographer's colour prints. Although it was possible to build colour photographic printing machines with higher outputs of colour prints per hour it was the processing of the colour printing paper that was the limiting factor of increased output. In the USA, in the early to mid-1960s, photofinishers were making their prints on Kodak Ektacolor paper Type 1583 (from 1962, see above), a paper that was able to be processed in 22 minutes of wet processing, with additional time taken up on drying. The problem was with the paper fibres in the base, absorbing great amounts of the processing solutions which had to then be washed out and wash water had to be removed with long drying times. A plastic based paper was seen as offering the potential for absorbing far less of the processing chemicals which, in turn, would reduce washing times and so reduce water usage. By using hot air to dry the paper, drying times could also be reduced. Other types of Ektacolor papers were introduced in the mid-1960s. In the late 1950s to early 1960s, it had been found that the release of formaldehyde, which was used in the “wet strength” agent in the paper base, caused changes and instability in the magenta dye contrast. Early trials with a formaldehyde free base made progress with the magenta dye, but the hardness of the paper showed little improvement. After more research, trade trials were made on Type 1720 paper in 1964. These were successful and the paper became known as Ektacolor 20 paper (still non-RC). It was available for sale from mid-1965. This paper was the first to be manufactured with a formaldehyde free base and also featured a much improved yellow coupler. Two improved Ektacolor 20 versions were later introduced; Type 1852 in 1966 and Type 1870 in 1967. In 1968, the Type 1870 emulsion was improved (becoming Type 1822) by being coated onto a paper base which was then made "water resistant" by extrusion coating with polyethylene on both sides of the paper. The surface had a glossy appearance, much like a glazed black and white print, thus eliminating the need for glazing after processing. This Type 1822 was named Ektacolor 20RC (i.e Resin Coated) paper. A further improved version of Type 1822 was manufactured at the end of 1968, being Ektacolor 20 Type 1910. A trial was made with two new surfaces on the Type 1910 paper, Smooth Lustre (N) and Silk (Y). Type 1910 was manufactured with a new yellow coupler, said to be twice as efficient in dye formation. There was also a reduction of silver in the emulsion, which did much to point the way to a combined Bleach and Fixing bath for future processing. In 1970, Kodak Ektacolor 47RC paper (see below) was introduced in roll sizes only. Available in Smooth Lustre and Silk surfaces, it replaced the Type 1910 in the N and Y surfaces. By 1971, sheet sizes also became available. Meanwhile, Ektacolor 20 RC paper, Type 1910, continued to be obtainable in a Glossy (F) surface. All these negative film (printing to a positive) papers were processed in Kodak Ektaprint C chemicals, a 5-bath three wash process, with a wet processing time of 22 minutes. This process superseded the 6-bath P-122 Process, which had the same total wet processing time but with one extra chemical bath. Although colour printing papers were now being manufactured with a resin coated (RC) base, the total processing time in Ektaprint C chemicals was equal to a fibre based colour paper such as Ektacolor Professional paper (see above). As far as is known, Eastman Kodak never introduced a shortened version of the Ektaprint C process for its resin coated papers, such as Ektacolor 47RC, though they did, in 1971, make a special "Stabilizer" i.e. Ektaprint RC Stabilizer, only to be used with Ektacolor RC papers. Research had been going on since 1966 at Eastman Kodak, Rochester, to formulate a faster process than Ektaprint C, specifically to take advantage of resin coated colour papers. Fast processing of colour printing paper was not new and had been tried prior to 1966. As long ago as 1959, Ektacolor paper Type 1502 was manufactured with hardened emulsion layers for trials with a “high temperature” P-122 process. The temperature was raised to 85°F, from the normal 75°F. This cut the total “wet time” to about 25 minutes. In 1963, Eastman Kodak made available processing machines for handling one print at a time with a total wet time of less than 8 minutes (see text relating to the Kodak Rapid Colour Print Processors). It should also be mentioned that Agfa Gevaert introduced their own "warm" process of four solutions and two washes in 1966 taking a total time of just 17 minutes of wet processing for sheets and rolls of Agfacolor MCN111 paper. Agfa had been colour paper processing with combined Bleach-Fixing (BLIX) baths since 1954 whereas Ektaprint C still used a separate Bleach and Formalin Fixer which added more time to the total length of the process. It is possible that Agfa patents prevented using a combined Bleach-Fix bath in Kodak's early colour print processes. Emulsion formulae for a faster processing colour printing paper were being prepared in 1968, and by mid-1969 difficulties of low magenta contrast and low blue speed had been overcome. Laboratory trials were taking place in October 1969 and trade trials began in May 1970. By this time the paper was known as 'Kind 1970'. Another setbacks was pressure sensitivity. Later in 1970 trials were done on Bleach-Fix regeneration. This was the first Kodak colour negative printing paper to use a combined Bleach & Fixing bath. In November 1970 the process temperature was increased to 88°F, from (it is thought likely) 85°F. Thereafter, 88°F, or 31°C, became the working temperature for the processing solutions. At the end of 1970 trade introduction was delayed and a Stabilizer change was made. But by March 1971 trials with the new paper and process were made at some photofinishers who specialised in school photography. The news from Eastman Kodak published in 'TIPS' - Technical Information for Photographic Systems, Volume 2, No.2, for April 1971, was that they were planning to introduce the new process “in one region as soon as possible”. In 1971, there were eight Kodak Regional Marketing and Distribution Centres, numbered 1 to 8, the first one being Eastern Region, 343 State Street Rochester, New York, 14650. At that time, a map of North America was printed in each Kodak Professional Catalogue showing the areas of all regions. Starting from Region No.1, Eastman Kodak would progressively begin to introduce the new processing system to other regions, converting large colour laboratories, processing stations and D&P labs, from the five bath Ektaprint C process to the new three bath system. As this would take a considerable amount of time, colour laboratories and D&P labs, plus others, were kept in touch through their 'TSRs' - Technical Sales Representatives. (Reference: Kodak TIPS, Eastman Kodak Company, 1971). The
new paper was named Ektacolor
30RC. Kodak Ektacolor 30RC paper offered improvements over previous Kodak colour print papers. It had a brighter base and was less prone to staining. The product featured a new magenta coupler and an improved magenta layer, making the colour balance more neutral. The paper used lower levels of gelatine and silver and the new hardener incorporated was free from formaldehyde. The combined Bleach-Fix bath now contained ferric ammonium ethylenediamine tetra acetic acid in place of older bleach formulae containing ferricyanide, and as the Bleach-Fix had taken the place of the old Ektaprint C Formalin Fixer bath, there was no formalin used in the process. This was an advantage to large photofinishers, where vast quantities of chemicals were dumped down the drain at the end of their useful life. (formalin and ferricyanide were looked upon as chemical pollutants). Another advantage to the photofinishers was they only had three chemical baths to "process control"; the prints went directly from the Developer into the Bleach-Fix. In continuous processing machines the paper (roll paper only) was wiped clear of developer before the paper entered the Bleach-Fix tank to prevent too much developer entering the Bleach-Fix. Most processing machines were built with wipers or squeegees at the cross over between the Developer tank and the Bleach-Fix tank. There was no "Stop Bath". Ektacolor
47RC Papers, Y – Silk surface and N – Smooth Lustre
surface Ektacolor 47RC paper was sold in sheet sizes in the USA. This table of availability is from an Eastman Kodak catalogue, date unknown, but thought to be 1970 - 71.
Ektacolor 20RC paper, listed in the same catalogue, was not sold in sheets at this time. Ektacolor 47RC was replaced by Ektacolor 37RC and was not included in the Eastman Kodak catalogue for 1972 – 73. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
Alongside is shown page 1 of a 4-page 'Kodak Ektacolor RC Paper' leaflet. There’s no date on it, but it seemingly dates from 1969 to 1970. This “hand out” leaflet from Eastman Kodak was intended for professional photographers and it enthuses about the many advantages for them of using the (then) new “Resin Coated” (RC) negative/positive colour printing papers, Ektacolor 20RC and Ektacolor 47RC. In 1970, Ektacolor 20RC and Ektacolor 47RC papers were still being processed in Ektaprint C chemicals, a five bath colour print process, originally designed for “paper base” colour printing papers such as Ektacolor paper and Ektacolor Professional paper. The full leaflet can be downloaded as a pdf here. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
37RC paper It was sold in rolls and sheet sizes for professional photographers, amateur colour printers and large laboratories. This paper could be processed in the new three solution, one wash, chemistry known as process Ektaprint 3, consisting of Colour Developer, Bleach-Fix, and Stabilizer. There was a choice of three surfaces, Glossy, Smooth Lustre, and Silk. There were similarities between the Ektaprint 3 process and the early Agfacolor paper process. It is interesting to note that in the Agfacolor paper process being used in the mid-1950s the paper was developed for about 5 minutes, washed for 5 minutes, and then placed in the Bleach-Fix for 8 minutes. A long wash followed of 20 minutes, later cut to 10 minutes, to remove the processing chemicals. The remaining chemical baths, the Hardener and Anti-Fade, were only to ensure stability of the print rather than for any change in the image. The Hardener toughened the emulsions so that the print could be dried using heat and the Anti-Fade was a kind of "dye stabilizer"; sometimes extra hardening could take place in this bath. This was almost a "two solution" colour print processing! The extrusion coated RC base offered many advantages compared to "byrata" fibre base papers. Washing and drying times were much reduced, as the paper absorbed negligible amounts of water. The resin coated base was stronger, permitting faster processing speeds in continuous processing machines, the development time was almost halved (6 minutes in the previous Ektaprint C, compared to 3½ minutes in Ektaprint 3). There was less paper curl; paper in sheets laid flatter in the masking frame when printing in enlargers and the paper did not curl when air dried. The total process time was much faster compared with previous colour print processes, taking only 8 minutes of wet processing at 88°F. Ektacolor 37RC paper fully replaced Ektacolor 30RC paper in 1974, partly because there was a demand from the photofinishers for the Ektacolor 37RC paper's Silk (Y) surface but also because of its other improvements over 30RC. The Smooth Lustre (N) surface was offered by many laboratories making "hand" prints for professional photographers. Below is shown an Eastman Kodak advertising leaflet for Ektacolor 37RC paper and Ektaprint 3 chemicals, dated December 1972. The leaflet describes the then new Ektaprint 3 process and Ektacolor 37RC paper, comparing the old five-bath process (Ektaprint C), with three-bath processing. By this time Ektaprint 300 developer was obtainable for the Kodak Rapid Colour Print Processors. Click here to download the leaflet as a more legible pdf. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In November 1971, Ektacolor Commercial, Ektacolor Professional and 47RC papers, and the Ektaprint C process chemicals, were still listed for sale in the Kodak Catalogue for Professional, Graphic Arts, and Industrial Users in the UK. Hence, it is likely that Ektacolor 30RC and 37RC papers were not sold in the UK until early 1972. Kodak Ektacolor 37RC paper was made available in roll and sheet formats. It had, like 30RC, a resin coated base which made for fast processing and drying in Ektaprint 3 chemicals. The paper was available in three surfaces:- Glossy, Code F; Silk, Code Y; and Smooth Lustre, Code N. The sheet sizes, in the USA, ranged from 8 inches by 10 inches to 30 inches by 40 inches and roll sizes from 2¾ inches width to 40 inches width. The larger width rolls were for mural prints and came in 50 foot lengths. The narrow rolls were for photofinishers and were packed in 250 foot and 500 foot lengths. When air dried, the Glossy paper produced a highly glazed surface and the other two surfaces were much the same as black and white paper equivalent surfaces. Ektacolor 37RC paper was approximately the same speed as Ektacolor Commercial paper, and could be handled under a Kodak safelight filter No.10H for about 4 minutes provided the paper was kept at least 4 feet from the safelight. The paper could be exposed using either "Tri-color" filters, or by the “White Light” method. The U.K. instruction sheet dated October 1971 recommended a trial starting filter pack of 50 Yellow and 50 Magenta, made up of Kodak colour printing filters or Kodak colour compensating filters. This was exactly the same filter recommendation as given in the later instruction sheets and Data sheet PP-12 for Ektacolor Commercial paper. The labels on the boxes carried factors and filter changes for both "Tri-color" and “White light” printing when changing over from one batch of paper to another. It was possible that the factors and filter changes may have worked satisfactorily when changing from one type of paper to another, e.g. from Ektacolor Commercial/Professional/47RC to Ektacolor 37RC paper. The UK instruction sheet also has a very useful section on mounting prints, as at that time few photographers, including the author, had experience in mounting colour prints made on paper with a resin coated base. Before the introduction of Ektacolor 37 RC paper, the author, when trying to dry mount some prints made on Kodak Ektachrome RC paper, ruined several good prints made on this material during a “Trial and Error” session of mounting colour prints for his College portfolio!! Ektacolor 37RC paper was suitable for making prints from all Kodak colour negative films. Data Sheet No. E-69, dated January 1973, gave suggested trial starting filtrations for Kodak Vericolor Type S, Ektacolor Professional Type S, Kodacolor X, and Kodacolor II films for three different types of enlarger or commercial printer light sources. Kodacolor X negatives were given a lower yellow filtration, i.e. less yellow, than Vericolor/Ektacolor Professional films because the mask used in the film was slightly more yellow. Kodacolor II filtrations were higher, because the negatives were slightly more blue in colour. In 1974, Kodak Vericolor Professional films were introduced, and because of their slightly blue/magenta mask, trial filtrations were similar to Kodacolor II films. Ektacolor 37RC paper could also be exposed by the Tri-color method of printing, one exposure through each of three filters, such as:- No.70 Red, or No.25 Red, No.99 Green and No.98 Deep Blue. Varying the exposure through the filters changed the colour balance and density. |


|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
By 1976, Kodak were printing “CAT” numbers onto boxes and packets of UK manufactured Ektacolor 37RC paper (see right) and by then the sizes of the paper were noted only in centimetres – 20.3 x 25.4 cms i.e not 8 x 10 inches. Also Kodak UK were no longer selling 10 sheet packets of this size, and 25 sheets were the minimum quantity. It was likely, by mid 1976, the then new Ektacolor 74RC paper was available for sale, and Ektacolor 37RC and 74RC were being sold concurrently until stocks of the “37” ran out. |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| For a time during the 1970s, perhaps starting 1975 or 1976 and not beyond 1980, Kodak used an unusual white packaging envelope for 37RC paper. Below is shown an example from (believed to be) 1975 or 1976. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|

 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
All these papers could be handled under a Kodak Wratten safelight with a 25watt bulb, fitted with a 10H filter (Dark Amber), for as long as 4 minutes of direct lighting provided the paper was kept at least 4 feet from the safelight. The papers could be exposed by “Tri-color” (additive filtration) exposures, or by “White light” (subtractive filtration) exposure. The labels on the boxes and packets carried exposure factors for both types of printing methods, used when changing from one batch of paper to another. The exposure factors were no help when making the initial “set-up” exposure, using the papers for the first time. First time use required a trial and error procedure, but once a successful print was obtained, the exposure factors on subsequent packets could be used to modifty the result achieved with the first pack of paper. The early instruction sheets for Ektacolor Commercial paper and Ektacolor 20 paper suggested exposing a first test print with no printing filters in the light beam. But as the papers were balanced for the use of yellow and magenta filters to correct the negative's colour balance (cyan filtration was hardly ever needed), Kodak, in their later instruction sheets, advised a starting filtration of 50 Yellow and 50 Magenta filters. (50 50 --). Either Kodak Colour Compensating (CC), or Kodak Colour Printing (CP), filters could be used to correct the color balance, but Colour Printing filters could not be placed in the image forming beam below the lens, as definition of the print would be reduced. Colour Compensating filters, being thinner, could be placed below (or above) the lens, but Colour Printing filters had to be placed in the filter drawer of the enlarger (above the negative and the lens). Any number of Colour Printing filters could be put in the filter draw, but no more than three Colour Compensating filters could be fitted below the enlarger lens if maximum definition was of importance. By the early 1960s, most colour processing laboratories were making colour prints using enlargers fitted with Agfacolor or Chromega colour heads, a much quicker way of changing the filtration than the laborious method of handling separate gelatine filters. It was recommended that the enlarger should be fitted with a heat absorbing glass, or filter, to remove any infra red light to which the paper was sensitive. The filter, or heat absorbing glass, was fitted directly above the printing filter drawer to protect the filters from the heat of the lamp. If it was found that the majority of the test prints exposed exhibited a green cast, and yellow/cyan filtration was needed to correct the colour balance despite the heat absorbing glass placed above the filter draw, Kodak recommended the CPIR filter to be fixed above or below the enlarger lens. This filter would bring the colour balance of most test prints to a red/magenta direction, and colour casts could be corrected using the more normal yellow/magenta filters. The CPIR was an infra red absorbing filter. All Ektacolor papers were sensitive to infra red light to some extent. For “white light” printing, a Ultra Violet filter was recommended. This was a Wratten No. 2B or a CP2B. It could be placed in the filter draw and left there permanently. For “Tri-colour” printing it was not necessary, as each of the three Tri-colour filters filtered out UV light. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
74RC Paper The paper was available in sheets and rolls, and could be handled in the darkroom by direct safelighting, under a Kodak safelight filter No.13 for no longer than 1½ minutes at a distance of at least 4feet from the safelight. By 1976, the older Kodak safelight filters, Nos.10 and 10H, were no longer recommended for Ektacolor papers, but the filters remained on the market for use with Kodak Ektacolor Print and Slide films, and for Kodak Panalure papers, panchromatic black and white papers, used for making b&w prints from colour negatives. Filter factors were given on the sealing label for Tri-color and White Light printing to assist the printer when changing from one batch of paper to another. 74RC paper was available in three surfaces; F, Glossy, N, Smooth Lustre, and the then new “E” surface, termed as “Lustre Luxe”. Lustre Luxe was gradually replacing the previous “Y, Silk” surface, which had been first available as Ektacolor 20 RC paper “Y” in 1968 in the USA. The new surface was recommended for portrait and social photography. The surface was similar to, but not identical to, the Kodak Bromide and Bromesko black and white papers' “White Fine Lustre” surface at that time, until their demise in 1982. Kodak Ektacolor 74RC paper was replaced by Ektacolor 78 Paper in 1979 but 74RC was reinstated in 1982 (see the following section). Below are shown rear labels from Ektacolor 74 RC boxes. The label on the left hand side dates from 1977, and shows filter corrections for a box of “N” surface paper. The label also advises the use of the (then new) "Ektaprint 2” chemicals for processing. The label on the right hand side dates from 1978, and gives storage and filter corrections in three languages. |

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ektacolor 74RC and 37RC Packaging Compared | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
  |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
78 Paper Research using Eastman Kodak
literature shows the following chronology: In 1980: Some Kodak instruction sheets in the UK advised that Ektacolor 78 paper could be handled under a No.13 safelight filter for slightly longer than 3 minutes before the print exposure took place, but no longer than 3 minutes after exposure. In 1982: Early in 1982, both in the UK and US, the “78” papers were increased in speed and renamed Ektacolor 78 paper Type 2492. In the US, the still available “74RC” paper became Ektacolor 74RC paper Type 2492. Later in 1982, Ektacolor 78 paper Type 2492 was further increased in speed and was renamed Ektacolor 78 paper Type 2524. Ektacolor 74RC Type 2524. Because of the speed increase of these Type 2524 papers, their allowed exposure time under a safelight was reduced. Some instruction sheets stated just 1 minute, but others suggested the papers were safe to be handled for 1 minute before the print exposure took place, but no longer than 1 minute after exposure. |

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
Plus and Ektacolor Professional Papers It is likely that this paper changeover took place in the USA in 1985. Ektacolor Professional paper was only manufactured in the USA and the paper was imported into the UK in “E” surface only. This new Ektacolor Professional paper was a completely different material to the previous Ektacolor Professional paper mentioned above for processing in the P-122 process. Ektacolor Plus was a normal contrast paper suitable for most subjects, while Ektacolor Professional was a lower contrast product, especially suited to wedding and portrait photography. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ektacolor Plus Labels | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ektacolor Professional labels | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In 1989, the UK version of the Kodak Professional Catalogue still listed both Ektacolor Plus and Ektacolor Professional (EP-2) colour negative printing papers, despite Kodak having introduced its first RA-4 paper, called 'Ektacolor 2001' (see below), in 1986. These 'last of the Kodak EP-2 papers' were gradually phased out in favour of their new RA-4 equivalents, but were still listed in the USA edition of the Eastman Kodak Professional catalogue in 1992. The EP-2 and RA-4 processes co-existed for at least 6 years and even as late as 1995, Agfa, Fuji and Tetenal (at least) continued to offer EP-2 paper and chemistry alongside their RA-4 equivalents. The EP-2 and RA-4 processes and papers could not be interchanged. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
2001 and RA-4, 1986 2001 paper was principally intended for Mini Lab use in combined “Printer/Processors”, and to be processed in RA-4 or RA-4NP chemicals. RA, meaning Rapid Access, was essentially a “speeded up” version of the previous Process EP-2. In the Mini Lab process the wash step was replaced by a “Stabilizer”. The previous Ektaprint 2 (EP-2) papaers (Ektacolor Plus and Ektacolor Professional) remained on the market for approximately a further 5 years. Kodak's RA-4 sheet papers first appeared in 1989 in the USA (in 1990 in the UK). Ektacolor 2001 paper was replaced by Ektacolor Supra, Portra, and Ultra papers, though the two types of paper (EP-2 and RA-4) were sold concurrently for a time. Ektacolor Supra paper was the nearest equivalent to the Ektacolor 2001 paper, as it was intended for normal contrast negatives. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ektacolor Supra, Portra, Ultra & Type L papers, and their Series II, from 1990 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Ektacolor Supra was the RA-4 equivalent of the EP-2 Ektacolor 78 paper, while Ektacolor Portra was the RA-4 equivalent of the EP-2 Ektacolor Professional paper; a lower contrast product, suitable for wedding and portrait photography. The third RA-4 paper, Ektacolor Ultra, was intended for advertising and commercial photography or wherever a higher contrast was desired than was obtainable using Ektacolor Supra paper. To the left is shown the label of an 'Ektacolor Ultra' paper packet made in the USA, dating from the early 1990s. The 'F' denotes its Glossy surface. The emulsions of Ektacolor Supra Type L and Portra Type L papers were sensitized for long exposure times. The Type L papers were principally used for making very large prints or murals on horizontal enlargers at long exposure times when the reciprocity failure of the printing paper may have increased the exposure still further. In the UK in 1990, Ektacolor Supra Type L paper was obtainable in large sheet sizes of 22inches x 27inches and 30inches x 40inches. Roll sizes for mural prints were available in 30inch and 40inch wide rolls. As far as is known, Ektacolor Portra Type L paper was sold only in the USA in large sheets and wide rolls. Kodak Ektacolor Ultra paper, with its higher contrast and designed for making large prints, already had an emulsion with characteristics suitable for long exposure times. Hence, there was never a “Type L” Ultra paper. In 1994, Kodak introduced Ektacolor Supra II, Portra II and Ultra II colour printing papers. These papers are believed to have been made suitable for longer enlarger exposure times than the original Supra, Portra and Ultra papers, thus obviating the need for a Type L paper in the “II” series. Most Ektacolor RA-4 papers were available in a Glossy surface, (F), and a Lustre-Luxe surface, (E). Certain sizes of Supra and Ultra were also obtainable in a Smooth Lustre surface, (N). Ektacolor Portra was also sold on a special order basis in “Y” surface (Silk surface, with a fine regular grain of minute dots. Suitable for portraits and social photography). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
To the left are shown labels from two 'Ektacolor Supra II' boxes of paper. Paper in both boxes had Glossy (F) surfaces. The upper label dates from the mid to late 1990 and has the text "Made in England by Kodak Limited'. The lower label dates from early 1994, when Supra II was first marketed. The label states 'Made in the EC by Kodak'. It has an overlay sticker printed in four languages saying: "NEW! READ NOTICE ENCLOSED; • Brighter Colours • Blacker Blacks • Increased Sharpness" There is also text saying "Open in total darkness and use KODAK EKTACOLOR RA Chemicals for Process RA-4 or equivalent. Protect from high humidity". |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Professional
Supra III, Portra III and Ultra III papers, from 1998 One paper for all exposure
times, eliminating Type L paper. In the UK, in 1998, the paper was available in sheet sizes from 5 x 7 inches to 20 x 24 inches, and in roll sizes from 3½ inches wide to 20 inches wide. For darkroom handling, a safelight was not advisable but, if necessary, the colour printer could run tests for handling the paper under a safelight fitted with a Kodak No.13 safelight filter keeping the paper at least 4 feet (1.2m) from the direct light of the safelight. Safelight fog showed up as a cyan colour cast on the print. Three surfaces were available, Gloss (F), Lustre-Luxe (E), and Lustre, a semi-matt surface coded N. The paper gave the best results from Kodak colour negative films, including Vericolor III and 160, Ektacolor Pro Gold, and the new range of Professional Portra films which would soon replace the Vericolor range of films. A “White Light” starting filtration using Kodak Colour Printing filters was 45 Yellow, 45 Magenta, 0 Cyan, or 45 45 --. For "Tri-Colour" printing, the paper could be exposed through filters such as Kodak Wratten gelatine filter, No.25 Red, No.99 Green and No.47B Blue. The suggested 'starting trial' exposure times, exposing through an aperture of F/8 on an enlarger fitted with an enlarger bulb No.212 or No.302 were: Red 1.4 seconds This was for a 3x enlargement from a Vericolor III Professional film negative. As all these exposure times were extremely short, it was advisable to double or quadruple the times and expose the test print through apertures of F/11 or F/16. With the Tri-Colour method of colour printing, the colour balance was adjusted by altering the three exposure times through the three filters. If, for example, the test print had a red cast but the overall density of the print was correct, the red exposure was decreased to eliminate the cyan cast in proportion to increasing the green and blue exposures, to keep the total exposure, i.e. the Red exposure + the Green exposure + the Blue exposure the same. If just the Red exposure had been decreased, the overall print density would have become too light. However, decreasing the Red exposure, if the test print was too dark, or increasing the other two exposures, if the test print was too light (low in density), would have corrected both the cyan cast and the print density. Kodak Professional Portra III
paper was obtainable for lower contrast prints, suitable for
portraits, weddings and social photography. Supra, Portra and Ultra papers were all replaced by Endura papers in 2003, which were for digital and (film negative) analogue printing. Below is shown a box of Kodak Professional Supra III paper. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Despite being labelled as “For High Contrast”, the paper was listed in the Kodak UK catalogue (February 1999) as having medium contrast. A high contrast colour paper listed in the same catalogue was “Ektacolor Ultra II” paper. Ektacolor Ultra II was replaced by “Professional Ultra III” paper in March 1999. |
.jpg) Front label: A box of Kodak Professional Supra III paper. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) The rear label shows the usual “Limitation of Liability” plus barcode, much the same information as the labels on “Ektacolor Supra II” paper boxes. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Professional Supra Endura, 2003 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Professional Supra Endura paper was designed for making prints from colour negatives. It replaced Professional Supra III paper in 2003. The paper was coated with an extremely fast medium contrast emulsion for making exposures digitally or on optical enlargers and automatic colour printers. In 2003, two other colour negative papers were available: Professional Ultra Endura paper, for high contrast, (Advertising, industrial, product photography), and Professional Portra Endura paper, for low contrast, (Weddings, social photography, portraits). The box has an “Expiry Date” printed on it of 01/2011, or January 2011, making the date of manufacture around the beginning of 2010. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
The rear label shows a trial starting filtration of 55 Yellow, 65 Magenta, (55 65 -- ). This was for optical printing using an enlarger taking Kodak colour printing filter, CP filters. This filtration was common to all batches of Professional Supra Endura paper and did not apply to any specific batch. The same filtration was given in the Technical Data sheet. Also given in the Data sheet were typical Tri-Colour exposures. Red Kodak filter No.25
2.2seconds. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Follow the link to read about the transition from the previous EP-2 to the new RA-4 process and materials and to read a user experience. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The
P-122 Seven-Bath Processing Procedure, from 1942
Total Time: 42 minutes Notes:
As far as is known, the processing procedure outlined above was used without change for Kodacolor paper from 1942 to 1955. P-122
Higher Temperature Seven-Bath Processing Procedure, from 1959
A Kodak UK Professional Catalogue for July 1963 shows that Kodak were still selling the Seven-Bath P-122 chemicals for Ektacolor paper as late as July 1963, a year after Agfa had changed to their faster Four-Bath system. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak
Color Print Material Type C (see above, under Kodacolor paper) Using
Printing Paper by other Manufacturers Agfacolor CNIII and CHIII papers were balanced for unmasked colour negative materials, such as Agfacolor negative films “K” and “T”. The orange mask present in an Ektacolor negative would have caused problems when printing onto a paper balanced for unmasked negatives. Very high magenta and cyan filter corrections would have been necessary to achieve a neutral balance. Because of the high filtration necessary, prints may have shown colour mis-matches between highlight and shadow, such as highlights too yellow and shadows too blue. Other colour printing papers available at that time, all balanced for unmasked colour negatives include: Gevacolor, (Belgium), Ferraniacolor (Italy), Telcolor (Switzerland), and papers specifically designed for amateur colour printing, Pakolor, Synthacolor, and Raycolor (all UK made). ICI colour negative film possessed a colour correction mask similar to Ektacolor Type B film. ICI colour negative film could be obtained for a time in the 1950s, principally by the professional user. Because of the colour correction mask in ICI colour film, the corresponding ICI colour printing paper may have been more suitable for printing Ektacolor and Kodacolor negatives. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Chronology
of Ektacolor paper processing from 1958 (P-122) to 1966 (Ektaprint
C) Although general indication is given in each of the following sections of the years when processing procedures, or number of baths involved, changed, the table below should be consulted for definitive information regarding what & when changes took place in the USA and UK chronology.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
P-122
Colour Developer Packaging 1959-62 Michael Talbert adds: The picture shows the components of the developer chemicals to mix 1 U.S. gallon of working strength developer. Part A contains the liquid portion and parts B and C are powder chemicals. In the early 1960s, Eastman Kodak sold the Process P-122 developer in 1 U.S. gallon, 10 U.S. gallons and 25 U.S. gallons. There was also a “kit” of developer chemicals plus a “kit” of the rest of the six chemical baths to make up all the solutions for the process, sold in 1 U.S. gallon and 3½ U.S. gallons to make a working solution of each bath. Below are the separate developer chemicals and do not form part of any processing kit. The price given in the “Kodak Products for the Professional” price list for 1961 for this box of P-122 developer chemicals was $3.10 cents.(ref: Eastman Kodak price list, 1961). |
|
 |
|
 |
|
|
P-122
Six-Bath procedure, from 1962 in the US An earlier (1962) P-122 6-Bath procedure instruction sheet can be seen by clicking here. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The Six-Bath process combined the ”Hardening Fixer” and the ”Hardener” to become “Formalin Fixer”. Also, by this time, a hardening agent had been added to the “First Fix”. The actual Eastman Kodak 7-page instruction booklet gives Step 3 as “First Fixing Bath”. The booklet is dated December 1962.
Notes:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
P-122
Five-Bath procedure in the UK
Total time: 22 minutes (85°F) or 36mins (75°F) Notes:
As far as is known, the Seven Bath 28 minute process (85°F) and the Six Bath 23 minute process (85°F) were not widely used in the UK. The Five Bath P-122 Process was renamed “Ektaprint C” in 1965 with minor chemical changes; the “Buffer” becoming “Stabilizer”. Processing times were identical to the Five-Bath P-122 process above. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below is shown an advertising “handout” leaflet for the new five solutions P-122 process. The leaflet is believed to date from 1964 (guided by the printing code on the lower right 2nd page). it mentions the two processing
temperatures, as in the table above. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektaprint C Chemicals, from 1965 in the UK The Ektaprint C processing chemicals were used for dish processing, batch processing in tanks, or in continuous processing machines designed to process long rolls of paper. The chemicals for processing the various types of Ektacolor paper were first available in April 1965 in large volume quantities of 40 litres and 100 litres for continuous paper processing machines designed for handling long rolls of paper in D&P laboratories. From January 1966 Ektaprint C chemicals were obtainable in 3 UK gallon components with a Developer replenisher of 2 UK gallon size. Replenishers for the other four solutions were made up to two thirds the volume of the working solution in most cases. At the same time small 1 litre and 5 litre kits of chemicals became available consisting of Unit 1 for the Developer, and Unit 2 for the Stop-Fix, Bleach, Formalin Fixer, and Stabilizer. These kits replaced the 1 litre and 1 UK gallon size kits of P-122 chemicals, and by mid 1966 the Ektaprint C process had completely replaced the old P-122 Colour Print process, but some stocks of P-122 chemicals were kept available for sale for a few months during the “changeover” and after. Although the components of the Ektaprint C solutions were labelled the same as the P-122 chemicals, apart from the Buffer, renamed “Stabilizer”, the process was an improved, up dated version of P-122, and yielded improved physical hardness of the emulsion layers of the print. It was not advisable to interchange
the chemical components of the two processes, and Kodak recommended
when changing to Ektaprint C, that all the solutions should
be replaced at the same time. In the late 1960s to early 1970s, three resin coated Kodak colour papers for the Ektaprint C process were available in roll form to photofinishers i.e. D&P laboratories, namely Ektacolor 20RC, Glossy F surface, Ektacolor 47RC, Silk Y surface, and Ektacolor 47RC, Smooth Lustre N surface. These papers were never sold in any sheet sizes and were replaced by Ektacolor 30 and 37RC papers for the Ektaprint 3 process. Ektaprint C Stabilizers Ektaprint
C Processing Procedure
Notes:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ektaprint C for 3 Gallon Tank Processing Below is shown a four page instruction leaflet printed in November 1965 for the three gallon size Ektaprint C chemicals. It was enclosed with the three gallon developer component. The three gallon size packs were principally used for processing paper in a three gallon tank line. This is possibly the first UK printing of the instructions and interestingly shows that all Ektacolor papers had (then) to be developed at 85°F (29.5°C); the development time for 75°F (24°C) of 12 minutes (as in the table above) was no longer given. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 A tin of Kodak “Ektaprint C” Bleach chemicals The tin contained two powder components to be diluted in water to make 3 Gallons of working solution of Bleach chemicals. This was not part of a “Kit” of chemicals. Each working solution of the processing chemicals for the Ektaprint C process were available separately in 3 Gallons, 40 litre, and 100 litre sizes. The 3 Gallon size was intended for colour printing laboratories batch processing prints through a 3 gallon tank line using Kodak Colour Print processing baskets. Once mixed, the Bleach chemicals would last for 8 weeks, unused or partially used, in a 3 gallon tank. On a commercial scale, most tank processing lines were replenished, and the processing solutions were not replaced unless dirt had worked it’s way into the system or one or several solutions were badly contaminated. The process could be monitored by processing “Ektaprint C Control Strips” on a regular basis. This tin dates from 1965. Kodak included a 4 page instruction sheet (see above) packed with the 3 Gallon Ektaprint C Developer chemicals. |
 A tin of Kodak "Ektaprint C" Developer Peter says "an unopened tin of Ektaprint C developer that has been kicking around my darkroom probably since the early 1970s". "I started processing colour prints as a teenager in 1967 just around the time the P-122 process was phased out (see above for P-122) and continued up until just a couple of years ago (2015). I am still shooting film in my Rolleiflex SL-66, Leica M3 and M6 and processing C41 colour neg on a very regular basis. I get so much more enjoyment using film than digital although I do some digital. I scan the negatives on an Epson V800 scanner and do some inkjet printing". Note that it was packaged by Kodak (Australia) PTY, Ltd; Elizabeth Street, Coburg - Victoria, Australia. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektaprint
C for Dish Development At the time of the printing of these instructions, November 1966, there were no drum processors, such as the Kodak Printank or Simmard drums plus others. The 1 litre size kit was aimed at the amateur colour printer who could use the chemicals to process the three types of Ektacolor paper in dishes, or a “Goodman” flat print tank. Unit 1 contained the Developer chemicals and Unit 2 contained the chemicals for making up 1 litre each of the Stop-Fix, Bleach, Formalin Fixer, and Stabilizer. On page 4 is a summary of the process, and it is interesting to note that with this kit a time of 12 minutes is given for development at 75°F if processing Ektacolor paper or Ektacolor Commercial paper. The process times are identical to the old five bath P-122 process. When the Ektaprint C process was used on a professional basis, using much larger volumes of solutions, Kodak recommended a development time of 6 minutes at 85°F only for all Ektacolor papers, even when the process temperature for the remaining solutions were used at 73 – 77°F. There was also available an Ektaprint C kit making up 5 litres of each processing solution. By November 1966, the new Ektacolor 20 paper would have made it’s appearance. This paper was an improved version of Ektacolor paper, and could be developed in 12 minutes at 75°F or 6 minutes at 85°F. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Working
with Ektaprint C chemicals Five dishes were essential, keeping one special dish for the colour developer to prevent contamination. A Paterson Dishwarmer with a thermostat was used to maintain the developer temperature within the strict limits of 85° +/– ½°F. Processing was always carried out using the higher 83° – 87° sequence, doubling the Bleach time for “Commercial” paper. Since the prints were of rather soft contrast when developing at the Kodak advised time of 6 minutes, the development time was increased to 8 minutes at 85°F for all prints made on Ektacolor Commercial paper. The last wash, step 7, was also increased in time to about 6 minutes, for greater permanence. All washes were carried out in a large sink with running water at approximately 85F. Test strips were processed only up to the Bleach stage, then washed briefly and dried for assessment. As “Commercial” and “20” papers exhibited a blue/magenta colour cast whilst wet, it was extremely difficult to judge colour casts before drying. Hence, a small, amateur print dryer was used to dry the test strips and so reduce the time before assessment could be carried out. The Paterson dishwarmer performed well, but could accommodate only two 8 inch by 10 inch dishes on the top. Michael kept the Developer and Bleach dishes on the warmer, and the Stop-Fix dish was placed by the side of the warmer. The Stop-Fix temperature was at room temperature for processing, but in winter the solution had to be warmed occasionally to prevent its temperature from falling below about 65°F. This seemed to work well, and no detrimental effects were noticed in the processed prints caused by using the solution at a lower than recommended temperature. The Developer dish was covered with a wooden lid to prevent oxidation and also prevent other solutions from being splashed into the dish whilst transferring prints from the wash to the Bleach. When a final print was made, the Formalin Fixer and Stabilizer bottles were heated to 87°F and the solutions poured into the two extra dishes. Most prints made were 8 inch by 10 inch or smaller, but 15 inch by 12 inch prints were tried, pouring the solutions in and out of one large dish. There was little processing latitude with regard to the Developer temperature, but more latitude with timing errors. Both makes of paper did not keep well and so off-white borders were common. Ektacolor 20 paper was of very soft contrast and had a semi-gloss surface which enhanced the low contrast. Both papers were fibre based, so drying times were long. In date Ektacolor Commercial paper was capable of giving very good results, as long as the original negative was not too soft, or the subject matter was of low contrast. Michael seldom made prints on Ektacolor 20 paper. The two packets that he tried were out of date and gave very soft results with poor whites and muted colours. Compared with using a light
tight drum for print processing, dish processing was difficult
! By 1972, Ektacolor 37 RC paper was available for processing in the then new Ektaprint 3 chemicals, giving a much shorter total wet processing time of 8 minutes. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak
Rapid Colour Processors and the CP-5 Process At the time, these Rapid Processor drums (where the print was processed on the outside of the drum) became a standard processing technique and used the same colour processing chemicals as the (then) dish and tank processors, i.e. Five-Bath Process P-122, or later, Ektaprint C. Because of the high operating temperature, the individual chemical baths had different formulations than the dish and tank process. The collective name for the process was “CP-5”. The same process timings were used with both drum processors. The machines consisted of a hollow drum on it’s side, into which water was pumped from a large dish of temperature controlled water at 100°F. The water flowed in and out the drum keeping the surface temperature of the drum at 100°F. The drum, powered by a small electric motor, revolved through a trough which held the processing chemicals. At the end of each processing step the trough was lowered and the chemical drained out, then the trough was raised and another chemical bath was poured into it. The stainless steel surface of the drum was covered in grooves, or channels, which picked up the chemical solution at the bottom of the drum and carried it underneath the print surface. The print was held emulsion down on top of the drum underneath an epoxy coated net blanket, attached to a metal bar which clipped into slots at the front of the processor.
Picture alongside taken from the Kodak book “Printing Color Slides”, page 18, publication No.E-96. The original Kodak instruction sheet for the CP-5 process, dated December 1964, tells how to load the drums. To start, you poured the developer into the tray at the base of the drum, then switched on the drive motor. The drum then revolved taking the developer over the top of the drum in the grooves. Then the room lights were switched off leaving the Wratten 10H safelight on, and the print or test strip, which had been put in a light tight box after exposure, was placed in a dish of water when using the 16K processor, or the reservoir for the Techne 2 heating unit when using the H-11L processor. After ½ minute the print/test strip was taken out of the dish or reservoir, drained for 10 seconds, and then arranged on the net blanket which was also soaked in the dish or reservoir. A metal bar was fixed at the end of one of the shorter sides of the net blanket. The short side of the print or test strip was placed at the “bar” end of the blanket, spaced about ½ inch away from the bar with the emulsion facing the operator, the back of the print against the blanket. The print was then laid emulsion down on top of the drum with the net blanket on top of the print and the operatror rapidly hooked the metal bar, at one end of the net blanket, into a lug either side of the drum. As soon as the print touched the drum, you started timing the development. Loading the drum with a print or test strip took 3 or 4 seconds, in the dark or by the very dim light of the Kodak Wratten 10H safelamp ! You had to have a chemical solution (or wash water) between the drum and the print, or the 'drag' of the dry drum surface would eject the print off the drum. Hence the developer had to be in the trough at the base of the drum before the print was loaded. The internally heated rotating drum then heated the developer to the right temperature before the print was placed onto the drum and developed. After the development step, the temperature of the drum most likely dropped slightly, but this didn't matter much as the temperature wasn't critical for the other solutions or washes, and the drum quickly regained it’s 100°F temperature. In 1964, when the Rapid Processors were first sold in America, it was an amazing process, less than 8 minutes to process a print. Some labs in the UK at that time were still using process P-122 at 42 minutes to process a print. The P-122 short process, later Ektaprint C, almost halved that time by 1965. By 1966, Agfa Gevaert had almost halved their “Short Process”, the Pa process, to a total of 17 minutes by raising the process temperature to 77°F. A user comments: Mike Hayslett has e-mailed from Iowa,
USA (November 2016) to tell me he still uses Kodak Rapid Processors.
"I have four Model 11 units; three have 'after market'
heaters fitted and I have recently assembled a very nice Model 16k.
These processors work quite well with RA-4
chemistry, are much faster and are less tedious than the
famous Jobo tube (drum) system for printing color". (But note: the Rapid Processors have to be used
in darkness or safelighting throughout the processing sequence,
whereas the Jobo drum (and similar; see the notes at the top
of this page for a fuller explanation) could be used in normal
room lighting once the exposed paper was loaded inside). |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
To the left is shown a letter that was sent to industrial and professional photographers in February 1965, describing the two Rapid Colour Processors (Models H11 and 16K), the new Ektacolor Commercial paper which was to be used with the Rapid Processors and the CP-5 chemistry specially prepared for use with this paper and the Rapid Processors.
The first is dated november 1963, from a time immediately at the introduction of the Model 16. The following leaflets date from November 1964 and include the Model 16 (by then named the 16-K) and the smaller Model H11-L. It is believed that the larger processor Model 16 was introduced in the USA during November or December of 1963, at the same time as the new CP-5 Process, but this introduction was too late to be included in the "Kodak Products for Professionals" catalogue for January 1964. The Kodak Rapid Colour Processors had to be imported from the USA and the February 1965 letter indicates a waiting time of up to 3 months for the Model H11-L and up to 1 month for the Model 16-K. With the Model H11-L costing just £65, against the Model 16-K costing £607, the difference in delivery waiting time presumably reflects the greater popularity of the smaller, cheaper, version. Even £65 would be the equivalent of between £1,500 and £2,000 today (2019). Kodak's 1965 letter tells us that the CP-5 chemicals were specially prepared for use with the new Ektacolor Commercial Paper and the Rapid Processors. A CP-5 leaflet is show below the Rapid Processor leaflets. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The first leaflet below is a two page information leaflet issued by Eastman Kodak on the then new Kodak Rapid Color Processor Model 16. The leaflet is dated November 1963. This is thought to be the first information leaflet on the new processor and the CP-5 colour print process. The processors were for sale at this early date and could be ordered from the Sales Division at Eastman Kodak Rochester, New York. In 1963, Kodak Ektacolor Professional paper was the only Kodak negative print material that was able to be processed at the very high temperature of 100°F. Ektacolor Professional paper was not available in the UK and the available Ektacolor paper, Type 1583, was only obtainable in rolls and not suitable for high temperature processing. The Model 16 processor plus the CP-5 chemicals were beginning to be sold in the UK by November 1964. For greater legibility, all three leaflets shown below, including the leaflet describing the smaller processor, named Model 11, or H-11L, can be downloaded here as a pdf. Another two-sided leaflet describing the Model 11 processor, but this one printed by the Canadian Kodak Co.Limited (the Processor was seemingly named the F11 in Canada), is available for download as a pdf here. It describes the “New Product” smaller Kodak Colour Processor where an 8 x 10 inch or an 11 x 14 inch print could be processed in under 8 minutes using Kodak CP-5 chemicals. The leaflet is dated April 1964. It is thought that this smaller Rapid Processor was introduced a few months after the larger Rapid Processor, the Model 16, possibly January or February 1964 in the USA. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| CP-5 Kodak Instructions Below is shown the first CP-5 process instruction leaflet printed by Kodak UK dating from December 1964. It gives instructions on mixing the five solutions, and how to load prints onto the Rapid Colour Processors. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
CP-5
Processing Steps
Total wet oprocessing time = 7 minutes. The developer temperature had to be at 100°F +/– ½ a degree F. The rest of the solutions and washes could deviate 2°F either way from 100°F. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The Kodak Colour Print Drier, Model 1-R, was able to dry a print in 7 minutes, and it was capable of drying a print up to 20 x 16ins. The dryer was recommended by Kodak for use with either Rapid processor. In 1964, Kodak Ektacolor Professional Paper was used with the Rapid Processors as this had sufficient emulsion hardness for the high processing temperature. This paper was available mainly in the USA, but by 1964 the Processors were beginning to be sold in the UK, and in that year a new colour printing paper was marketed, namely,”Kodak Ektacolor Commercial Paper”. Only made in the UK, this paper was suitable for use with the Rapid Processors. It had a fairly high contrast, with brighter whites, and was particulary suitable for advertising photography. It could also be processed with P-122 chemicals and the Ektaprint C process. In 1964, 7 minutes was a remarkably short wet processing time. In 1964, Agfacolor and Gevacolor papers took ½ hour to process. But by 1971, a colour print processed in the new Ektaprint 3 chemicals took only 8 minutes of wet processing in a conventional tank line or by dish process, with the advantage of using only three solutions and one wash step. By the mid-1970's, 'conventional' drum processors (where the print was processed inside the drum) were also beginning to be used, more for the convenience of processing one print at a time rather than speed of processing. Also, it was found much easier to load a print inside a light-tight drum, with the chemical solutions being poured inside the drum, as this enabled the whole processing procedure to be conveniently carried out in white light. Such 'conventional' drum processors were the “Wilkinson” and later the “Simmard Color Drum” and the “Kodak Printank”. (For the amateur home processing market, noteably Durst, Jobo and Paterson produced similar processing drums of varying sophistication and price). Michael Talbert had considerable experience of processing prints using the H11-L Rapid Processor in the early 1970's. His comments are:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The Kodak Color Processor Model 30 By the mid-1960's, another larger colour print processor was available for processing prints from 20 x 16ins to 30 x 40ins. The Kodak Color Processor Model 30 could process a single sheet of 30 x 40ins paper in 7 minutes using CP 100 chemicals. The processor could be operated in ordinary room lighting as the exposed print was placed inside the drum. There were 10 processing steps of ½minute each, excepting the development time of 2½ minutes. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Processing
in Ektaprint 3 Chemicals, from 1971 Ektaprint 3 Process for dish, and batch processing in 3 gallon tanks using colour print baskets.
With regard to dish processing, because the print went from the Developer into the Bleach-Fix without a wash in between, rapid contamination of the Bleach-Fix bath was common by too much developer being carried over into the Bleach-Fix. Kodak recommended a “Drain Time” of at least 15 seconds over the developer dish or tank, but despite this, contamination of the Bleach-Fix still produced cyan or magenta stains on the prints in many instances. To alleviate this problem, an extra bath and wash could be inserted into the processing sequence. For more on this subject, please read the notes alongside the Ektaprint 3 processing instructions, below. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
  |
To the left is shown an instruction leaflet from a Kodak UK 1 litre Ektaprint 3 processing kit. The instruction leaflet dates from March 1973. This 1 litre kit was intended for the amateur colour printer making colour prints on Ektacolor 37RC paper and processing them either in dishes or in a Kodak “Printank” processor. The author used this 1 litre kit with Ektacolor 37RC paper in 1973. The author recalls:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektaprint 3 Process with a Stop-Bath
Notes.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak Ektaprint 300
Developer with the Kodak Rapid Processors To download a pdf file of the Kodak Ektaprint 300 user instructions, click here. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
37 RC Paper Processing in Ektaprint 300 using the Kodak Rapid
Colour Processors, H-11L and 16K As the back of the resin coated paper was much smoother than the paper base support of Ektacolor Commercial paper, a green coated 'Net Blanket' was used to hold the resin coated paper on the drum. The green blanket gripped the smooth surface of the back of the print to prevent it from sliding out of the drum. Note by the author: I processed many test strips and prints on Ektachrome RC paper between January 1971 and April 1971 using the regular Net Blanket on a Kodak H-11L drum processor and (I think !) never had any problems of prints or test strips sliding out of the drum. So perhaps it made little difference which Net Blanket was used for RC paper processing. The new green Net Blanket is believed not to have been on the market in early 1971. The thickness of both papers was the same or very nearly so. The smallest packing of Ektaprint 3 Bleach Fix or Stabilizer was 5 litres. (From Kodak Professional Catalogue, November 1973). The smallest size of Bleach Fix or Stabilizer sold in the U.S. was 1 U.S. gallon. (Kodak Professional Products Catalog, 1973 – 74).
Notes:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
37 RC Paper Processing in Ektaprint 300 using the Kodak Rapid
Colour Processors, Models 30 and 30A
Notes:
Kodak
Safelight Filters for Colour Negative Printing Papers Kodak safelight filter No. 13 was recommended for use with all Ektacolor papers, to be used in a safelamp with a 15 watt bulb. The previous 10, or 10H, filter could still be used with a 7½ watt bulb. All Ektacolor papers could be handled for a little over 3 minutes at a distance from the safelight of no less than 4 feet before exposure, and no longer than 3 minutes after exposure with either safelight filter. The No. 13 safelight filter gave a brighter illumination than the 10H or 10. The colour of the No. 13 safe light filter was designated as “Amber”, best described as an orange – brown. The 10H or 10 was approximately the same colour but darker, designated “Dark Amber”. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Kodak
Ektaprint 2 process, from 1976 The process was essentially a shortened version of the Ektaprint 3 colour print process with the Stabilizer bath omitted. Temperatures of the solutions and washes were slightly different to Ektaprint 3. By increasing the final wash time from 2 minutes to 3½ minutes it was possible to omit the Stabilizer giving the same degree of permanence to the prints. It was also recommended to increase the development temperature to 91°F, (33°C), giving a development time of 3½ minutes. Ektaprint 2 Process for dish or tank processing of Ektacolor 37RC paper or Ektacolor 74RC paper
Two additional steps, Stop Bath and Wash, could be inserted when the developer carry over into the Bleach Fix was excessive, causing marks and stains on the prints, see below These additional steps were almost essential for dish processing. Ektaprint 2 Process with additional Stop Bath and Wash steps
Notes:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ektacolor
37RC and Ektacolor 74RC papers in the Kodak Rapid Processors;
Ektaprint 300 & 200 Colour Developers By 1984 Ektaprint 300 Developer became Ektaprint 200 Developer and was now advised for use in both small Tube Processors as well as the Kodak Rapid processors. In the late 1970s, the first table top roller transport machines had been put on the market, such as the Agfaprint machines, and Ektaprint 200 Developer was recommended for these machines if using Ektaprint 2 chemistry. Ektaprint 200 Developer was obtainable in 5 Litres and 15 litres sizes. Ektaprint 300 Developer was for use with Ektaprint 2 or Ektaprint 3 Bleach Fix. There was never an Ektaprint 300 or 200 Bleach Fix. The only change in the Kodak
Rapid Processor sequence (see above, here
and here) was the time in the
last wash which was extended to 1 minute, the Stabilizer bath
being omitted. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ektaprint 2 colour print processing chemicals for processing machines ~ 1980 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
By 1980 Kodak Limited (U.K)
were manufacturing Ektaprint 2 colour print processing chemicals
for many different processing applications and types of processing
machines. 1. Rapid Colour
Processors. 2. Small volume
Rotary Discard Processors. 3. Replenished Tank Lines. 4. Continuous Strand Processors. A paper dryer was incorporated at the end of the machine. Once the end of the paper had been through the dryer the operator unclipped the rod, tore the end of the paper off the rod, and attached the end of the paper to an empty spool. The spool would revolve taking up the processed prints until the end of the roll had been reached. A small “darkroom” had to be built at the loading end of the machine as the paper rolls had to be loaded onto the machine in total darkness. In use, the machine's electric motor was running continuously, as then the operator could load one roll while others were still going through the processor. As the author found out in 1975, you had to learn how to load the machine while the machine was running, and in the dark ! This was the system with the “Durst 1112” colour print processor. This machine would take rolls of paper up to 12 inches wide. It was not possible to process sheets of paper on this machine. The two solutions and one wash were temperature controlled, and the replenishment system was automatic. The Durst 1112 Processor could be used for Ektacolor papers with Ektaprint 2 or 3 solutions, or with Agfacolor papers using Process 85 or 86. Process 85 and 86 were three solution chemistries plus one wash, similar to Kodak Ektaprint 3. It was an excellent colour print processor and took up little floor space. Dry to dry processing times were about 10 to 15 minutes. 5. Roller Transport Processors. The “Kreonite” roller transport processor was a well known make. Others included the “Hostert Automata”, and various models of paper processors by “San Marco” taking different paper widths. There were many other makes of roller transport processors, some taking paper widths up to 54 inches wide for mural prints. In the 1970s, Kodak Ektacolor papers and Agfacolor papers were made in widths up to 50 inches wide. Quantities of Ektaprint 2 chemicals ranged from a small kit of chemicals to make 1 litre of Developer and Bleach Fix for amateur photographers using dishes or rotary discard tanks to 100 litre units of each solution for continuous strand and roller transport processors, plus others, in use in medium to large colour processing laboratories. Ektaprint 3 Stabilizer chemicals were also obtainable to make up to 100 litres of working solution. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
RA-4 Processing The Ektacolor RA chemicals for the new RA-4 (Rapid Access) process consisted of the same (named) solutions as in the Ektaprint EP-2 procedure but the developers are believed to have been different. The RA-4 developer was an improved EP-2 developer. Advantages were:
When using continuous processing machines, paper could be processed in three minutes, not including drying time. In drum, dish, and small rotary tube machines, the total time was slightly longer, due to the addition of a stop-bath and another wash. In 1992, small size RA-4 kits for amateur colour printers were not available. The least quantity sold was a gallon size of each RA-4 Developer and Bleach-Fix. It should be noted that this was measured in US gallons, equivalent to 3.8 litres (not UK gallons). Hence, Kodak helpfully gave splitting information for making up as little as 1 Quart (0.25 UK gallon = 946ml) of working solution, diluted from the 3 part concentrate of developer and the two part concentrate of Bleach-Fix. Also in 1992 a “Kodak Hobby-Pac Color Print Kit” for amateurs was available (in the USA) for the previous Ektaprint 2 chemicals, possibly to make up one (US) gallon of each solution. Another larger size kit of chemicals known as “The Kodak Ektaprint 2 Processing Kit” was obtainable in a 3½ US gallon size. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
RA-4
in Mini Labs The following is the “No Wash” process for Ektacolor 2001 paper in a Mini Lab.
Notes:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
RA-4 for Continuous Processing Machines
Notes:
RA-4 for small Manual Tube Processors
Notes:
Smaller quantities of processing solutions could be made up from larger packing. Kodak provided splitting information for diluting the 10 litre size of developer and bleach-fix to make quantities as small as 1 litre. The developer consisted of three separate parts to be diluted, and the bleach-fix consisted of two parts. For 1 litre quantities an accurate measure was required ! The unused concentrates were liable to oxidation and it was essential to keep them in full, tightly stoppered, bottles. The Kodak Rapid Color Processors could also be used for processing sheets of RA-4 paper. Processing followed the same sequence as with the small tube type machines. It was recommended to use development and bleach-fix times of 45 seconds at 35°C. Total wet processing time was 4½ minutes. This sequence applied to the Rapid Processors Models: H-11L for 11x14 inch prints, 16K for 20x16 inch prints, and 30A for 30x40 inch prints. The maximum size print that can be processed on the machines is given in each case. Pictures and more information on the H-11L and 16K processors can be seen here. RA-4EC
for EP-2 continuous processing machines that could not be converted
to RA-4
Notes:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Eastman Kodak published various
documents on the handling, processing and printing of their colour
negative materials. One of the first of many was a 16 page booklet
issued free of charge to professional photographers entitled
“Printing Color Negatives on Kodak Color Print Material,
Type C”, published in 1956. This was later enlarged to an
A5, 56 page publication entitled “Printing Color Negatives”,
the first edition being published in July 1958. “Printing Color
Negatives” gave instructions on how to make successful prints
using the then, new, Kodak Color Printing Filters which could
be placed in a filter draw above the negative (white light printing). The book was subsequently enlarged again to A4 size, published as the fourth edition in 1969. By this time the “Ektaprint C” process had been in use for a number of years, to be replaced by “Ektaprint 3” in 1970. A fifth edition, published in May 1975, gives instructions on Ektaprint 3 chemistry, and printing Ektacolor and Vericolor II negatives on Ektacolor 37RC paper. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Michael Talbert sends many thanks to Richard Frieders of the “Photographic Society of America” (P.S.A) for finding and sending various articles from past P.S.A. Journals concerning Kodacolor film and other information relating to colour negative materials. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Michael Talbert started making colour prints in 1969, using Kodak Ektacolor Commercial paper. He was a photographic colour printer in the 1970s, printing colour negatives mainly onto Agfacolor paper. He also had experience using about 10 types of Kodak paper, plus other makes, Gevacolor, Fuji, Paterson, Konica. Michael now sets up and takes “Retro” fashion pictures, but prints them digitally. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 The
16-K processor had its own water heating unit built into it on
the left hand side. For the smaller H11-L machine it was possible
to purchase a separate heating unit that provided continuous
temperature controlled water to the Processor. This unit was
made by TECHNE of Cambridge. The unit was called the Techne
2 and it clipped onto the inside of a fairly deep dish of
water. A hose from the Techne 2 was put inside the processing
drum and water at the correct temperature for maintaining 100°F
was pumped continuously into the drum, with the water subsequently
draining back into the deep dish. The hose also served for washing
the back of the print.
The
16-K processor had its own water heating unit built into it on
the left hand side. For the smaller H11-L machine it was possible
to purchase a separate heating unit that provided continuous
temperature controlled water to the Processor. This unit was
made by TECHNE of Cambridge. The unit was called the Techne
2 and it clipped onto the inside of a fairly deep dish of
water. A hose from the Techne 2 was put inside the processing
drum and water at the correct temperature for maintaining 100°F
was pumped continuously into the drum, with the water subsequently
draining back into the deep dish. The hose also served for washing
the back of the print.