| UK Home Colour Negative Printing |
|
|
||
| Having done black & white contact printing and enlarging during the late 1950s and 1960s, I gave up darkroom work until 1980, when I taught myself colour negative printing, based upon Kodak's Ektaprint EP-2 process. I found this a fascinating activity over more than a 10 year period. | ||
| But also time-consuming, frustrating and tedious! To read about my experiences click > |
|
|
| The final evolution
of darkroom colour printing was the RA-4 process which became
available by the 1990s > To read experiences of using the Rapid Access RA-4 process, click > |
|
|
|
As background to my own colour negative printing experiences, the remainder of this web page summarises the evolution of home colour negative printing in the UK since 1950. Before the 1950s, colour printing mostly required the accurate registration of multiple single colour images in order to build up the final full colour result, and necessitated even more dedicated effort than the procedures that evolved post-1950. The history of colour photography has been thoroughly documented by various authors e.g: 'Colour Photography - The first hundred years 1840-1940', by Brian Coe, published by Ash & Grant, 1978, ISBN 0904069249. That book, or similar, should be consulted for the earliest processes. The buttons below (and above) act as an Index to this web page. Click on the buttons to go to relevant sections or read the whole as a single text. |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Hand Coloured Prints | |||
|
One method of achieving home produced colour prints has been possible to artistic amateurs ever since monochrome printing was originated by Fox Talbot using his Calotype process. This is hand colouring. My own parents, as was common in the 1940s and 1950s, 'played' at this method of producing colour prints and allowed us children to also try (though we mostly ruined otherwise perfectly good monochrome prints). Brian Coe, in his excellent book referenced above, says "From 1843, at (William Henry Fox) Talbot's photographic establishment at Reading, and from the London studio in Regent Street, his assistant Nicholas Hennemann sold rather crudely coloured Calotype prints... He charged 3/6d (17.5p) for prints which sold for less than half that in the original monochrome form." Even in 1920, despite many early colour photography processes having already been marketed, a professional photographer (C.H.Claudy) writing in 'Camera' observed that "the very easiest way to get a photograph in colours is to make a good (monochrome) one on plain paper and take it to an artist to decorate with brush and pigment." This remained the general rule, at least in Britain, until the 1950s.
One of the
last of the hand colouring processes consisting of a complete
commercial system, as distinct from simply applying colour to
a standard black & white print, survived until 1961. |
|||
| How
to Colour Prints: Amateur Photographer & Cinematographer magazine for November 27th 1935 carried an article (p523) under the weekly topic heading "With the Beginners ~ Notes and Notions for the Less Advanced Worker". The article is repeated below: |
|||
| "ALTHOUGH
the production of colour transparencies is now so simple that
any one can produce them (maybe
using Dufaycolor),
the production of prints by colour photography is still beyond
the powers of the average amateur. The pleasure of seeing his prints in colour can, however, be gratified even by the beginner, for only the slightest artistic skill is required to colour bromide and other prints. Providing the proper methods and materials are used, it is simple to colour prints with pastels or oil or water pigments. Whatever method of colouring is adopted, it is important that the colours used should be those specially prepared for photographic work. Pastels should only be used to colour matt or rough prints, whereas matt or preferably glossy prints should be used when oil or water colour is being used. When pastels are to be used, the print to be coloured should be made in the normal way, well washed, and then thoroughly dried. When it is quite dry, the print is thoroughly dusted with pumice flour. This pumice flour is then well rubbed into the print with a piece of cotton-wool. Finally a clean piece of wool is used to rub off as much pumice as possible. The print is then ready for colouring. Any large areas of uniform colour are first dealt with. A little pumice flour is mixed with powdered pastel of the shade required. This is uniformly rubbed into the area being treated, with a small wad of cotton-wool. Great care should be taken to keep to the outlines indicated by the print. The tint on the boundary of any area is best rubbed in by using a small piece of wool wound round the end of a match-stick. When all large areas have been coloured as above, any fine detail is put in with pencils. When all colouring is finished, the colours are fixed by steaming the print. When oil colour is used, the surface of the dry print is rubbed over with a very small quantity of light drying oil (obtained from any artists' colour-man). When the print is thoroughly dry, it is ready for colouring. As before, the large areas are treated first. The oil colour (only transparent colours should be used-obtainable in tubes), thinned with turpentine, is rubbed into a uniform coat with a wad of wool, the match-stick device being used where necessary. Fine detail is then put in, using a small sable brush. When all colouring is finished the print should be left untouched for at least twenty-four hours. This is the easiest of all print-colouring methods. When water colours are to be used the surface of the print should be rubbed with a piece of wool which has been wrung out in the following solution : Purified oxgall . . . . 30 grs. Pure methylated spirit . . 2 oz. Water (preferably distilled). . 10 oz. When dry the print is ready for use. Large areas are treated first with cottonwool and match-stick. Detail is then put in with a sable brush. When dry the print is finished. If the special Japanese and aniline colours-sold for the purpose-are used, full instructions are given with each outfit. Now as to obtaining certain effects. If pastels are used, one colour may be mixed with another, but if two or more colours are to be used to obtain a certain effect, when water or oil colours are being used, it is best to apply a coat of one colour, let it dry, and then put a coat of the other colour on top of it. This obviates the risk of one colour destroying another. Flesh tints are obtained by using very pale brown mixed with (pastels), or followed by, very pale red. For skies, cobalt is the best general tint, but for stormy skies, indigo and a little Payne's grey. Distance in landscapes should be rendered by purple and grey-blue, and the sea by using blue mixed with or followed by very dilute green. Near foliage is coloured with green, modified if necessary with yellow or brown. If a dilute colour is required when using pastels, more pumice flour is mixed with the pastel. The fact that a uniform thin coat of colour should always be applied may seem surprising. The reason, of course, is that the monochrome modelling of the print shows through and produces different gradations of tone from the uniform wash of colour applied. In conclusion it may be said that, using the correct methods, any one can succeed after a little practice on some old waste prints. And as a last word-the golden rule of colouring is, always take great care to be guided by the outlines of the subject." A. P. E. KENT. |

 |
 |
The illustrated 'Kodak Soluble Crayon Outfit for Tinting Photographs' has a leaflet entitled 'Charm of Colour - How to Hand-Colour your Snapshots - a new and fascinating method'. It was reprinted in 1934 from the 'Kodak Magazine', 3d monthly (3s/6d annual subscription, or by post 4s/6d; 17.5p & 22.5p). It's interesting to note that postage for each issue in 1934 cost only 1d, less than 0.5p ! |
 |
Alongside is another hand colouring kit for monochrome photographs, this one by Johnsons of Hendon "for colouring postcards, prints and lantern slides". Johnsons of Hendon sold such kits from 1949 and into (at least) the early 1960s. The one shopwn far left is the 'Small' kit containing 9 bottles of photo tint, brown, blue, flesh, crimson, yellow, violet, green, scarlet & orange. It cost 5/- in 1950 rising to 7/6d by 1962 (25p to 37.5p). Thanks to Alan Doyle for letting me use his picture here.
My thanks to Grant Anderson for letting me use his pictures. |
|
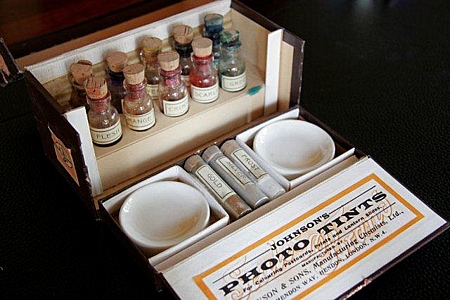 |
 The picture above, and the Johnson's Photo Tint instructions alongside, are by courtesy of George Cogswell. A full page set of instructions, providing further detail, can be downloaded as a pdf file here, courtesy of Brian Rees. |
|
 |
||
 |
Even as late as 1966 the BJPA carried an advertisement by Winsor & Newton (Harrow, Middlesex, UK) for photo-tinting outfits. Their No.3 cost 30/- (£1.50p), while individual tubes of transparent colours (15 available) cost 1/2d each (6p). The illustration alongside of a Set No.1, with 9 bottles of photo tints by Winsor & Newton, is shown by courtesy of Jane Hamilton. The original brushes, which presumably would have occupied the lower partition below the bottles, are missing. |
|
 |
 |
These pictures of an Ilford Photo Oil Colour Outfit have been sent by Peter Pearse. Peter says "The outfit is clearly unused and the box contains a small brush, a little bottle of turps (now evaporated) and a bottle of "mixing fluid". The instructions refer to 8 colours "specially selected to make possible the widest range of shades by blending them..." so one of the other tubes must be "sizing fluid". The instructions suggest "Before the colours are applied, spread a few drops of sizing fluid over the print by means of a clean pad of cotton wool. This coat must be allowed to dry thoroughly before and further work is atempted". |
 |
Apart from water soluble crayons (top) and pots of coloured inks (above), the Kodak Velox outfit shown alongside is yet another form of photographic colouring outfit. The colours are in the form of impregnated paper, which Kodak calls Transparent Water Colour Stamps or Leaves. A small section (a stamp) can be torn off the full Leaf and its colour dissolved instantly in a teaspoonful of clean water. All the colours are readily intermixed to give almost any colour or shade. "These colours are specially prepared for tinting photographic contact prints, enlargements, lantern slides and display transparencies." The leaflet that accompanies the Velox kit suggests it dates from 1953 (though maybe not on the UK market until 1954 - see PhotoGuide magazine for April 1954). Brian Coe (see top paragraph) refers to similar Velox water colour 'stamps' being popular as early as the 1930s. The price in 1954 was 6s/6d (33p). |
|
 A colouring outfit by Photo-Color Ltd, with colour provided as pages from which colour could be taken onto a wetted brush. Note that Photo-Color Ltd is nothing to do with Photo Technology Ltd, who made a colour print processing outfit called Photocolor. |
Instructions on
the reverse read: ALL YOUR PHOTOS IN RELIEF "PHOTOCOLOR" WITH THE COLORANTS "CE-EF" "COLORANTS GE-EF" for matt or glossy photos. Keep your shades clear with PLENTY OF WATER. Soak your photo for a few instants in water, because the photo must remain damp. BEFORE COLOURING, blot the photo with blotting paper, to-remove the drops of water. AFTER EACH SHADE use a blotter on the part |ust coloured. WARNING: Rinse well the head of your paint brush. Classification of colours: YELLOW, BLUE, RED, DARK GREEN, BROWN, FLESH, LIGHT GREEN, VIOLET, KHAKl, BLACK. PORTRAITS: FACE: flesh, yellow and red, dash of maroon, plenty of water. BLOND HAIR: Yellow with dash of maroon and red, and plenty of water. BROWN HAIR: maroon and dash of blue. BLACK HAIR: blue and maroon. RED HAIR: brown with dash of red. SCENERY: Start by doing your photo in YELLOW, with much water, on houses, roads and distance; then the horizon, the blue of the sky; go over the trees thoroughly in very light green, finishing in the foreground in a darker green. All shadows in violet, with plenty of water. SKY: blue with water. RIVERS, LAKES, WATERS: deeper blue than the sky. SEAS, OCEANS: same colour as rivers, mixed with green, to obtain a bluish green. ROCKS, SOIL, SAND: very pale yellow mixed with brown for the very dark parts. FOLIAGE: Dark green in the dark parts, light green on clear parts and on horizons, flesh colour with plenty of water. TRUNKS OF TREES: brown. BRICKS. TILES: brown and red. If you do your photos by artificial light, use lighter shades than in daylight. SOME COLOUR COMBINATIONS LIGHT GREEN: yellow with dash of blue. DARK GREEN: blue with dash of yellow. MAROON: red and black. VIOLET: blue and red. MARINE BLUE: blue and a dash of red. TANGO: yellow and red. GOLDEN YELLOW: yellow and a dash of red. KHAKI BEIGE: maroon and yellow. GRAY: maroon and a dash of blue. ROSE: red with plenty of water. BROWN: red and green. To dilute the green of some trees, go over with maroon and red for autumn. Always use plenty of water. NOTE: Make your colours very pale, i.e., USE PLENTY OF WATER and never let the colour dry of itself. Dry with blotting paper. Always prepare your colours in a white vessel, so that you can notice the colours. To obtain a darker shade, go over the surface with the same colour again. If it happens that you spoil a photo for lack of water or paint, let it soak in clean water for twenty-four hours, changing the water once or twice. Dry with blotter and wait before re-colouring. If the colour peels on the paper, pass a piece of potato over the photo, or a blotter. To glaze: Apply alcohol on a glass, then talcum and apply strongly the wetted photo (wait until It dries). |
|
|
The skill was to apply the colour thinly and to use concentrated colour very sparingly only to high-light small details. But, when done with experience and care, hand coloured prints could look quite effective, though a little surrealistic! Click here to view a set of London images dating from around 1950. Colouring monochrome prints continued into the mid-1960s, even after mass-produced colour prints became available, since the latter were expensive and of unreliable quality until the 1970s. A 1951 Focal Press book entitled "Photography at School & College" by M K Kidd, advised school leavers with an artistic talent to try colouring photographs. "...skilful and artistic workers are very few and far between. Disregard photographic purists who look down on this work - the public likes it and is willing to pay well." Hopefully these same school leavers found other rewarding employment when 'true' colour printing finally took over within their working life time. |
 |
|
| Interestingly, photo colouring kits were still coming onto the market as late as the early 1990s, partly to enable 'touching up' true colour prints and partly for those who still wished to hand tint monochrome prints. Paterson Photax announced one such kit in Amateur Photographer magazine for 16th November 1991. The colouring dyes were developed by Photo Technology in combination with Winsor and Newton. The kit consisted of 11 dyes, plus a bottle of wetting agent, 2 Cotman series III brushes and a Swann Morton scalpel. It was priced at £30. | ||
|
|
||
| 1951 - Colour Negative Film Arrives in the UK | ||
|
Michael Talbert has provided me with the results of his own research into early Kodak colour print processes and this is available by clicking here. For further research results from Michael Talbert, this time into early Agfa colour materials, click here. For Gevaert colour materials, click here. For Ansco colour materials, click here. The first amateur colour negative film to be imported into the UK was Agfacolor negative-positive, introduced in July 1951. By August 1951 (in a 'Photography' magazine advert), Wallace Heaton of New Bond St, London, announce "The new Agfa color (sic) film has become available in this country. It is a film which is developed to a colour negative from which colour-contact prints, enlargements and b&w prints can be made. It is produced in Type 'T' for Daylight and 'K' for artificial light use." Wallace Heaton devoted much of their own 'in-house' magazine 'PhotoGraphic' in December 1951 (a combined issue Number 19 & 20; cost 1/- = 5p) to describing all aspects of the new Agfacolor film. The relevant pages can be viewed as a pdf by clicking here. The 1952 BJPA recommended 15ASA for both 'T' and 'K' types, whereas 'Photography' magazine for July 1953 says 12DIN, 12ASA, a speed also recommended in the December 1951 Wallace Heaton magazine. Agfacolor negative film processing could only be undertaken after an instruction course at an approved Agfacolor School, effectively ruling out amateur processing. Agfacolor negative film CN17, (40 ASA) was introduced in 1956, and CN14, (20ASA) in 1958.
Kodacolor (32ASA) was not available in the UK until Spring 1958 (ref. Camera World, Feb.58) and then only in 120 and 620 roll film sizes, though 127 and 828 quickly followed. It was manufactured at Harrow, near London. 35mm Kodacolor became available (in the UK) around mid-1959. Prior to the UK availability of Kodacolor, Kodak could make colour prints and enlargements from their 35mm and 828 (Bantam) size reversal films, Kodachrome and Ektachrome. In 1957 Pakolor Super 40 (40ASA) was available in both roll film and 35mm sizes. Ilford's Ilfacolor 32ASA negative roll film became available in 1960 and Ilfocolor 35mm in 1963. To cater for the more wealthy amateur photography enthusiasts, a new magazine, 'Colour Photography', appeared at the start of 1959, price 2s/6d (12½p - compare this to the physically larger 'Amateur Photographer' magazine, which cost half as much). Although originally intended as a quarterly magazine, by Issue 2 its popularity had uprated it to bi-monthly. By 1962 it was published monthly. |
||
|
|
||
| Cost of Colour Prints vs Monochrome, 1951 -1980 | ||
|
In 1951 Agfacolor film cost 19/8d for a 120 or 620 roll film, 16/9d for a 12 exp 35mm Karat cartridge and 33/5d for a 36exp cartridge to fit Leica, Contax, Retina etc. (98p, 84p & £1.67p respectively). Developing cost 6/- for roll films and the Karat cartridge, and 7/- for the 36exp 35mm (30p & 38p). Direct contact 'proof' prints from 35mm cost 5/- for 12exp, and 12/6 for up to 36exp. (25p & 63p). Roll film contact prints up to 3¼"x2¼" cost 3/6d each (18p). Colour enlargements cost 6/- for 4¼"x3¼", postcard size cost 7/6d and 6½"x4¾" cost 10/6d (30p, 38p & 53p). There were larger sizes up to 10"x8", the latter costing 28/6d (£1.43p). Hence, to buy and have developed
and printed to the smallest enlargement size, a complete 36exp
35mm film would have cost (then) £12.85p, equivalent to
£250 in 2004 money ! More likely users opted for having
the contact strip made and then selected suitable negatives for
enlarging, but to get just colour contact prints would still
have cost £50 in today's money (film, develop and print).
With the typical labouring wage being £8 per week in 1951,
colour prints were definitely only for the wealthy and, with
their variable colour quality, even those who could afford colour
preferred to stay with the higher quality, and much cheaper,
transparencies (or even hand coloured b&w). At the National Media Museum, Bradford, one exhibit suggests that, in 1952, only one picture in 100 was exposed on colour film. By the end of the 1950s, one in five was in colour. The BJPA for 1958 carries an interesting editorial entitled "Has Colour Arrived?" The question is debated whether the average 'man in the street' could yet load his (simple £5, not a £2 box) camera with colour print film and get finished prints at a price and quality likely to satisfy. The typical 1958 price of a b&w enprint was taken as 6d (2½p) while colour enprints cost a minimum of 2s.6d (12½p) and mostly 5s (25p). The authors thought it necessary for the costs of a colour enprint to fall to around 1s.6d (7½p) before colour would become competitive. The operating margin for the chemists and photo-finisher was thought to have sufficient 'slack' to enable the cost to fall, but at the expense of colour accuracy, due to the photo-finishers carrying out fewer tests and placing more reliance upon blind automation. The authors considered that the cost-conscious mass market would put price before colour accuracy and so the increased use of automation would eventually, albeit not in 1958, drive down prices to a level this market would find acceptable. The authors deplored the low colour standards which might ensue, though what they naturally failed to foresee was the application (over the next 25 years) of the sophisticated integrated circuit electronics that would eventually deliver mass produced colour prints at a quality and price unimaginable to the authors in 1958. Even in 1964, commercially produced colour prints still cost 4 to 5 times as much as monochrome and the price to have a 36exp colour negative film developed and en-printed was near the same 'face' value as today, 40 years later, i.e. something over £3. But converting the 1964 cost into 2004 monetary values means it would have cost more like £40 today! For comparison, a black & white user might have paid 4/- for his roll of film. Developing with 8 en prints would have cost around 4/-, or 5/6d for 12 enprints (20p & 28p), making the total d&p cost some £3 to £4 in 2004 money. |
||
 The Photo Tints kit alongside, in the
brown box, which is shown opened below (left) was marketed by
Johnson & Sons, before they became Johnsons of Hendon, so
pre-1949. The Photo Tints label reads "For Colouring Postcards,
Prints and Lantern Slides".
The Photo Tints kit alongside, in the
brown box, which is shown opened below (left) was marketed by
Johnson & Sons, before they became Johnsons of Hendon, so
pre-1949. The Photo Tints label reads "For Colouring Postcards,
Prints and Lantern Slides". Both Agfacolor &
Kodacolor have claims to being the
first colour negative film in the world. The AP Classic Camera
Supplement for 1989 says: "Agfa produced the first multi-layer
colour negative-positive films in Germany in 1936, but at first
used them mostly for the production of motion pictures. Eastman
Kodak launched Kodacolor in the US in 1942. This was the first
colour negative film intended for use in amateur's roll film
cameras, but it was some years later before Kodacolor was made
available in 35mm form. Because of the war, Kodacolor was not
sold in the UK until 1957." (Camera World magazine for Feb
1958 says Spring 1958)
Both Agfacolor &
Kodacolor have claims to being the
first colour negative film in the world. The AP Classic Camera
Supplement for 1989 says: "Agfa produced the first multi-layer
colour negative-positive films in Germany in 1936, but at first
used them mostly for the production of motion pictures. Eastman
Kodak launched Kodacolor in the US in 1942. This was the first
colour negative film intended for use in amateur's roll film
cameras, but it was some years later before Kodacolor was made
available in 35mm form. Because of the war, Kodacolor was not
sold in the UK until 1957." (Camera World magazine for Feb
1958 says Spring 1958)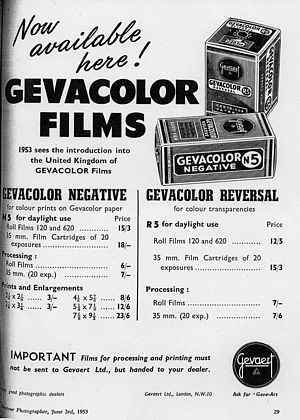 Gevacolor
reversal and negative-positive films were (probably) first imported
into the UK in late 1952. The BJPA for 1953 carries a Gevaert
advert which shows Gevacolor Negative film and printing paper
to be available in the UK and this implies the BJPA editors knew
of Gevacolor by the end of 1952. The editorial describes a daylight
and an artificial light version, available in roll, cut and 35mm
film formats, both with a speed of 16ASA. By 1957 Gevacolor is
available as type N5-26 for daylight, available in roll film,
35mm and sheet film formats, and N3-24 for artificial light,
but only in sheet form. The number following the N5 apparently
refers to the °Sch film speed, meaning that the daylight
version was 25ASA. Gevacolor paper and chemicals were also available
but the negative film was not intended for amateur processing
at that time. The advertisement, left, (courtesy of Michael Talbert)
appeared in Amateur Photographer (AP) magazine for 3rd June 1953.
Gevacolor
reversal and negative-positive films were (probably) first imported
into the UK in late 1952. The BJPA for 1953 carries a Gevaert
advert which shows Gevacolor Negative film and printing paper
to be available in the UK and this implies the BJPA editors knew
of Gevacolor by the end of 1952. The editorial describes a daylight
and an artificial light version, available in roll, cut and 35mm
film formats, both with a speed of 16ASA. By 1957 Gevacolor is
available as type N5-26 for daylight, available in roll film,
35mm and sheet film formats, and N3-24 for artificial light,
but only in sheet form. The number following the N5 apparently
refers to the °Sch film speed, meaning that the daylight
version was 25ASA. Gevacolor paper and chemicals were also available
but the negative film was not intended for amateur processing
at that time. The advertisement, left, (courtesy of Michael Talbert)
appeared in Amateur Photographer (AP) magazine for 3rd June 1953.
 |
The graph alongside, showing the relative cost of colour prints versus black & white from commercial processors catering for the amateur market, was produced while researching the Gratispool story. It includes the cost of the respective film and its processing. From a starting factor of about 13 times as costly as black & white, the cost of colour prints declined to only about 1.5 times the cost of black & white by the end of the 1970s. At that time, black & white processing was no longer widely advertised, though the service remained available. By the early 1980s, laboratories advertising to process b&w films became numerous again, but with a changed emphasis. Processors were treating b&w as a 'new' art form rather than a cheap alternative to colour. The introduction of chromogenic film (XP1) by Ilford in 1980 may have helped this trend. The result is that, although a straight comparison between colour and b&w still shows colour to be slightly more expensive, specialist b&w processing (especially the chromogenic C41 colour negative process) became more expensive than mass produced colour printing. |
|
An Amateur Photographer article by Ron Spillman (February 14th 1979) entitled "The Rise of Colour Negative", gave the following statistics quoted from a 1978 "authoritative survey" of amateur film sales. In 1965, 67% of film sold into the amateur market was black & white. By 1972, this figure had shrunk to 24%. By 1977 it had shrunk to just 8%. For both of these years, colour transparency film sales were reasonably steady; 25% in 1972 and 19% in 1977. It was colour negative film for making colour prints that had risen to take over the black & white market. As a corollary to the above, in Camera Weekly for Feb.1987 in the 'Comment' column, Bob Hall, Managing Director of the London International Group, encompassing Colorcare & sharing Boots d&p business with Kodak, members of the Association of Photographic Laboratories, claimed nearly 33,000 colour films were being processed per day in the UK! He mentioned 400 mini-labs being in operation around the UK, 90 in Boots branches alone. He emphasised the low cost of colour d&p by comparing it to the cost of putting petrol into a car's tank, viz. 20 years previous (early 1967) colour film d&p cost the same as putting 18 gallons (82litres) of petrol in the tank whereas in 1987 it cost the same as only 2 gallons (9 litres). In mid-2007, with petrol costing over 90p per litre (say £4.30p per gallon), a typical colour film d&p now costs only 1 gallon of petrol. |
|
|
|
||
|
|
||
|
In the UK, by the mid-1950s, there were three processes on the market by which the amateur could take advantage of colour negative films and produce colour prints at home. The chemicals and materials were manufactured by Pakolor, Raycolor and Synthacolor. For more information on these early UK colour processes, click the links below. The first to be available was (it seems) Synthacolor, which announced a home developing and printing outfit in September 1953 (ref: Photography magazine, September 1953). In Amateur Photographer magazine for 17th March 1954, the London (and Shrewsbury) based company of R.G.Lewis Ltd (at 202 High Holburn, W.C.1) had a short paragraph within their double-page advertisement saying "Colourful Atmosphere at '202'. "Keeping abreast of progress is a R.G.Lewis prerogative and colour is taking up a great deal of our attention. At 202 we are now featuring a Display of Synthacolor Prints which we believe is the first serious attempt to present this promising process to colour enthusiasts. Naturally, the kits, which are priced at £1.13s.1d (£1.65p) for the Printing Outfit; £1.2s.6d (£1.13p) for the Chemicals and 16s.9d (84p) for the Negative Colour Film Processing Outfit, are supplied from 202. For your convenience we have collected all the prices and details of kits for Synthacolor on to one leaflet, which is free." Pakolor followed in February 1955 (ref: PhotoGuide Magazine, February 1955), though commercial developing and printing of its Pakolor negative film had been available since 1952. The date when Raycolor offered its home processing kits is unknown, but certainly by 1955 (ref: BJPA 1956 review, p223). Pakolor differed from Synthacolor and Raycolor by also offering its own colour negative film, whereas Synthacolor and Raycolor assumed colour negatives would be available for printing from either Agfacolor, Pakolor or (by then) Gevacolor films. Raycolor eventually brought out a colour negative film in 1959, though they had marketed a colour reversal film, with a home processing kit, from 1955. Another colour print process
that probably shares its origins with Pakolor was the F.R.
Print Process, obtainable more (maybe only) in the USA rather
than the UK. Despite the initial success of these three companies in bringing home colour printing to an eager UK market, they faded from main stream colour printing over the next decade, though the originators of Pakolor (Photo Chemical Co.Ltd) sought US backing and improved their product under a new company name, Pavelle (UK) Ltd. They were responsible for the Paterson-Pavelle home colour printing system, announced in 1962. This process, with further improvement, survived until around 1970. Pavelle was eventually sold and became Durst (UK) Ltd. Raycolor survived supplying alternative lower cost colour chemistry plus other chemicals, materials & accessories. In 1968 (ref: AP Readers Write, 20th Nov68), Raycolor Universal was available at 6s.6d (33p) a litre as an alternative print developer to the Paterson-Pavelle process. The Paterson P200 chemistry was priced at 11s.6d (58p) a litre. In July 1983, a gentleman named R.W.Kingdon of Rayco Instruments Ltd, Hampshire, wrote to Amateur Photographer's 'Readers Write' column pointing out that Raycolor Universal had made available room temperature processing of colour prints some 15 years BEFORE Photocolor RT became available. He wrote "I have been mildly amused at the various references to Photocolor RT (announced at 'Photoworld', Olympia, London, Apr29-May5, 1983) implying that the processing of colour prints at room temperature is something new. The Raycolor 'Universal' process has been operating at room temperature for something like 15 years and has many times been advertised by us in AP. Also, Ron Spillman did a very good three page review in AP dated April 24th 1974. Having seen a recent editorial, I was prompted to write this letter and give your readers a balanced picture. Perhaps you would care to give some reference to our long established 'room temperature' process in a future editiorial. A copy of the time / temperature graph that we have been using for years is enclosed". That graph can be seen here. Raycolor were still advertising colour chemistry and other colour printing equipment in AP during the 1970s (Ash Road, Aldershot, Hampshire) and into the early 1990s (199, King Street, Hoyland, Barnsley, S74 9LJ). Their name also appeared as Rayco Instruments Ltd at Aldershot, Hants (in 1986) supplying sophisticated process timers and power stabilisers. If anyone has information on what happened to Synthacolor, I would be delighted to hear from you. In an Amateur Photographer article by George Wakefield (29th January 1958, page 156) talking about home colour negative film processing, he says "There were, until recently (so maybe late 1957), Synthacolor kits of chemicals which could be used for processing Agfacolor and Pakolor negative films, but these are no longer made, and neither, incidentally, is the colour printing paper by the same manufacturer". Arguably the downfall of these UK based colour processes was the arrival of Kodak's Kodacolor negative film into the UK (October 1957) followed by the availability of Kodak's semi-automatic printing equipment, chemicals and paper, supplied to the UK photofinishing trade in October 1959 (though Pakolor did try to compete with similar equipment). No doubt the financial & technological R&D muscle of Kodak and the West German Agfa & Gevaert organisations, out paced the three small UK companies, making their eventual relegation inevitable. In early 1959, a new magazine appeared in UK news agents, called "Colour Photography". The first edition's editorial (by Edward S Bomback) claimed it to be "the first magazine to devote its pages entirely to colour photography." It was priced at 2s.6d (12.5p), a premium price at the time but, nonetheless, the first edition sold out and, for several editions thereafter, disappointed would-be readers were requesting the loan (or 2nd hand purchase) of their missing first copy. |
||
|
|
|
|
|
|
|
| Into the 1960s; Kodak, Johnsons and Paterson Pavelle | |
|
In 1959 (and still in Dec 1960), 'Blackadder' of 11-13 West Nile Street, Glasgow, C.1 advertised their 'Goodman Colour Tank' for "full colour print processing in room light conditions ~ economical with chemicals" for 49/6d (£2 47.5p). Also, a book "Making and Printing Colour Negatives" by John Vickers was on sale at 30/- (£1.50p) from Fountain Press (200 pages and 8 pages of colour plates) A reader of 'Colour Photography' magazine, No 4 (of 6) for 1960 wrote an article on his own experiences, making mention of John Vicker's book. He comments "So far as I know, only...two makers will supply amateurs with the paper. Perhaps there is some apprehension on the part of other makers that premature use by all and sundry will lead to disappointment, as they seem at present to confine themselves to the skilled experts or to those who will undergo courses of instruction open only to professional users." Another contemporary 'Colour Photography' reader wrote a 'diy' colour printing article at the end of 1960 entitled 'Colour Prints .. at the kitchen sink'. He used Kodacolor negatives and Ektacolor paper, but complained about the poor support from Kodak for amateur use of their processing kit - large quantities and short shelf-life. But he overcame all problems and concluded by saying "the revolution of colour photography is here, right now. Anyone who says this isn't so is holding out on you." Another reader, in the 'Correspondence' column, said "What is really necessary for colour printing, however, is plenty of patience." "Good Photography" magazine, in the autumn of 1961, ran a monthly series of articles entitled "COLOUR printing" written by Peter Hunter, based upon his experiences with Kodacolor negatives and Ektacolor paper. Mr Hunter quoted almost £6 (upwards of £100 in 2007 values) for a 'whole' set of 'subtractive' printing filters, against 'only 8s.3d' (41p) for a set of tri-colour 'additive' filters. Nonetheless, Mr Hunter advocated the subtractive method because it permits 'shading and burning in' as in black & white enlarging 'and at least 90% of professionals use it'. He also said that he found the tri-colour method harder to use and gave him greater difficulty in assessing his (test?) results. The wet processing part of this series of articles, Part 3, appeared in 'Good Photography' magazine dated December 1961. Peter Hunter quoted the processing times for four manufacturers; Agfa used 6 processing stages over 49minutes (the first 13minutes in darkness), Ilford used 8 processing stages over 46minutes (the first 13minutes in darkness, Kodak used 11 processing stages (P-122 chemicals) over 42minutes (the first 16minutes in darkness) and Pakolor used 8 processing stages over 62minutes (the first 12minutes in darkness). In 'Colour Photography' magazine for January 1962, reader R.Powley encourages amateurs frustrated at the difficulty of buying small quantities of colour paper and chemicals for home use, to try Raycolor materials. He wrote that (around) 1958 he contacted "almost everyone likely to help an amateur to obtain supplies of colouir printing materials. The only people (he) found were Raycolor Ltd." They provided, directly or via dealers, inexpensive kits of processing chemicals to make 1000cc of each solution and also small 10 sheet packs of paper from 2½"x3½" to 10"x8". He noted that Raycolor also provided small sheets of reversal paper and necessary chemicals to make prints direct from transparencies. Over the intervening years (from 1958 to the time of his letter) Mr Powley conceded that Kodak, Ilford and Agfa had all made chemicals and paper available to amateurs, but their minimum paper size was 10"x8" (10 sheet packs from Kodak & Ilford; 100 sheet packs from Agfa). Also, their appropriate processing chemicals were available in minimum 1gallon (4,500cc) volumes. Mr Powley went on to report good experiences of storing Raycolor solutions "almost indefinitely if stored in the dark in tightly stoppered glass bottles." He believed Gevaert paper and chemicals would become available to amateurs "some time in the future", but this was not by early 1962. But things were about to change ! |
| A British invention, the Pavelle process was announced in 1962. By 1963 Paterson were selling an additive colour printing kit to exploit this process, called Paterson-Pavelle. It was reviewed by Amateur Photographer in their 20th February 1963 issue. | ||
| Kodak introduced colour chemicals packed in 2 kits for amateur use in mid-1963. The film developing chemicals kit cost 28/- (£1.40p), the print processing chemicals kit cost 29/- (£1.45p), a minimal set of 9 nine C.P.filters cost 47/3d (£2.36p) and a Wratten 10H safelight cost around £1.50p. Kodak also made an informative booklet available 'Process Your Own Colour Film' and published a new book on colour printing. Kodak's own lecturers were available to help members of camera clubs with their colour printing. | ||
| Johnsons of Hendon introduced their 'Johnson Colour Printing System' in (autumn?) 1963, to work with the amateur Kodak colour printing chemicals and paper introduced in mid-1963. | ||
 |
 |
This system included their Johnson 35mm Colour enlarger (£34.6s = £34.30p) but only with a colour filter drawer, not a dichroic variable filter head, a voltage stabiliser (£10.9s.3d =£10.46p), a Johnson Colour Negative Assessor (£36.12s.4d = £36.62p) and the Johnson Colour Processing Tank Set (£7) consisting of 7 plastic tanks (for the Ektacolor process), each taking 1 litre of solution, a washing tank and a Print Carrier, the latter working on the 'toast rack' principle. Temperature control of the tanks required standing them in a sink of warm water. The Johnson Photographic Year Book for 1965 admits "It would be wrong to claim that this equipment solves all the problems of colour printing - or that it gives perfect prints from any negative. No equipment, however complex and costly, can do that. It does, however, avoid much of the waste and drudgery of what can be a rewarding and fascinating process. It gives a high proportion of acceptable 'first time' prints and makes correction for slight deviations a much easier task." |
|
|
||
|
|
||
| By spring 1977 the facilities for amateur home printing of colour negatives were fully established. 'Practical Photography' magazine for March 1977 reports there being some 10 manufacturers making colour printing chemicals to serve either Agfa Type 4PE or Ektacolor 37RC papers (7 or 8 for each paper type). The chemicals cost typically £6 for a kit to develop and fix about 20 10"x8" prints, with Kodak's own Ektaprint 3 being one of the most expensive, working out at 45p per print while Photocolor II was one of the cheapest at 22p per print. These prices exclude the paper, which cost approx. a further 24p per 10"x8" sheet. | ||
 |
But relatively few amateurs took up the option to make their own colour prints and it never became as popular as black & white home processing had been in the 1950s and 60s. There was no cost economy in printing one's own colour negatives, in reality it was more expensive and VERY time consuming - a commodity in apparently ever shorter supply as the century progressed and people commuted through time consuming traffic jams to and from work. Meals were no longer prepared and ready on the table when the man of the house returned from work. Now, both marriage partners were working. Tending the house & children became shared activities which made eventual relaxation in front of the TV a more inviting prospect than disappearing into a DARK (but see below) colour darkroom. Enthusiastic amateurs continued to take colour slides, while the quality and price of commercially produced colour prints were mostly acceptable to the remainder. Only the occasional person appreciated the challenge and potential rewards of colour printing - though I was no doubt lured by the manufacturers optimistic marketing claims for their processes. Read on for how I made out ! |
|
| Darkroom
safelighting refers
to the use of a special light which emits visible colour only
within the wavelength(s) to which the light sensitive printing
paper (or film) is relatively insensitive. Originally such darkroom
safelights were based upon the use of a normal tungsten bulb
behind a coloured glass or plastic screen, though more specialist
forms e.g. sodium lamps or clusters of LEDs, also emerged, especially
for colour darkroom use. Photographic emulsions are generally sensitive to all visible (and some invisible) wavelengths, but can withstand a degree of exposure to those to which it is least sensitive, but only for a short period and at limited intensity - otherwise it becomes exposed or 'fogged' (to use the more usual term). Black & white papers are least sensitive to the red/orange part of visible light and this reduced sensitivity is sufficient to allow quite bright (usually orange) darkroom safelighting while handling such paper. Colour negative papers (the earlier EP2 and the later RA4) types generally have an insensitivity gap around the 590nm wavelength. This wavelength is in the yellow part of the visible spectrum and enables some small amount of safelighting to be used even in a colour darkroom. However, the amount of safelighting allowable is very limited and many workers preferred to simply not bother and to work in absolute darkness. |
||
|
|
||
|
|
||
|
In summer 1981 I purchased a Durst M302 (35mm format) enlarger with a CLS 302 colour head and a f2.8 El-Nikkor lens. The two items must have cost around £170. I also purchased an 810 Paterson Thermodrum with a battery powered motor drive suited to 10"x8" prints. With the processing chemistry, (Paterson's Acucolor), a pack of 10"x8" Ektacolor paper and sundry darkroom oddments, my total investment must have been around £250. The Thermodrum had no thermostatic heater and relied on the operator topping up the water bath with hot water before each processing cycle to maintain a stable (say) 32°C processing temperature. My darkroom was obtained by blacking out the downstairs cloakroom - hardly ideal. But, once the exposed print was in the processing drum I could move to the kitchen with the lights on and hot water to hand. My first efforts were inevitably variable, though encouraging. |
||
 |
 |
I didn't develop my own films. I reasoned that High Street d&p en prints were good value and I would have the benefit of professionally processed negatives as well as prints that would serve as a basis to judge my results. I developed the occasional film but never found it really worthwhile. Why do home colour printing? |
 |
By early 1982 I'd equipped myself with a Durst CM50 color analyser in an attempt to speed up achieving good results, but the procedure remained slow and uncertain. By the time a negative was analysed, test strips exposed, processed, washed, dried and considered, plus the drum dried and made ready for the next print, 45mins could elapse. And that still left the final print to be made which wasn't guaranteed to be perfect due to the difficulty of assessing the colour balance and density of test strips. A whole evening could go by without anything to show for my efforts. You might think that with an analyser I might not need to do test strips. Not so! It was rare for a negative to produce a perfect print with exactly the filtration advised by the CM50. What the analyser did was to give me a filtration and exposure time which was close to ideal, but a 'ring around' test strip was still needed to fine tune the colour balance. Of most concern was that, even at my best, I wasn't matching the clean whites and colour contrast of professional prints. |
|
|
In an effort to improve print quality nearer to professional standards I tried different paper and processing chemistries. This, of course, meant frequent reprogramming of the analyser for each new paper and chemistry combination. To assist this procedure I collected several 'test negatives' that integrated to a true grey (as required by the CM50), but still there was much wasted time and materials. I tried not to count the cost - it was my hobby! During the first 12 months I tried:
But still I didn't feel I was obtaining the clean whites and colour saturation / contrast of d&p en prints. Whatever was wrong, they lacked the shear impact and 'sparkle' of the professional result. |
||
|
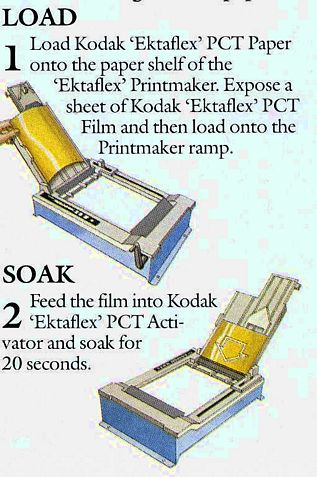
A review of the new Kodak colour printing process called 'Ektaflex' appeared in Amateur Photographer for February 6th 1982. This dye diffusion system promised to be simpler than conventional processing. The Ektaflex system first appeared in 1981 and materials were first sold in 1982. It was based on "Instant Print" technology; an Instant Print method for use in enlargers instead of a Polaroid camera. It used an Activator solution as a type of developer. This reacted with the exposed silver halide and produced oxidised developer. This in turn released the colour dyes in the places where the film had been exposed. The yellow dye was released in the blue sensitive layer, the magenta in the green, the cyan in the red. Each dye migrated through the exposed film onto the paper held in contact with the film. A mordant in the paper fixed the dyes and prevented "bleeding" which caused un-sharpness. A description of the Polaroid colour process in the British Photographic Journal of 1963 is basically the same thing as Ektaflex. With my disappointment during
the preceding 12 months I decided to give it a try and spent
around £80 on a system (with materials) in early October
1982. A 2-page Kodak advertisement illustrating
the Ektaflex system appeared in Amateur Photography magazine
for 21st January 1984. I used my Ektaflex processor for the next 3 months but couldn't escape its short-comings. It was costly to use, lamination wasn't always perfect so materials got wasted; making small test strips wasn't easy and the end quality couldn't match conventional printing. |
||
 A complete system of Printmaker 8M, a 2.84 litre (5 pints) bottle of Activator and packs of paper and film. |
 |
 Manufactured in the USA by the Eastman Kodak Company, Rochester, New York; 14650. |
|
Kodak Ektaflex ONE SOLUTION
SIMPLE - HOW THE PROCESS WORKS |
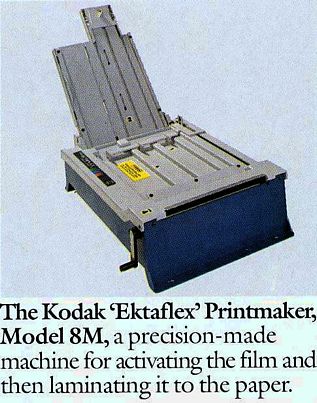 A 'PCT' Processor Model 12M was also available, priced around £1,000, motorised and able to take the largest print material (12 x 18 inches). |
|
 |
 |
 |
|
I quickly tired of the costly, somewhat unreliable, and uninspiring end-quality Ektaflex process. I don't think Ektaflex stayed on the market for more than about 5 years (it had disappeared from Kodak's Professional Catalogue by 1988) so it seems I wasn't the only one disappointed. By the end of 1982 I was back into conventional colour printing, trying Photocolor Paper and Chemicals. Ektaflex featured several times further in my experiments up to the middle of 1984, by virtue of the print materials becoming heavily discounted. I took advantage of these offers, but without real satisfaction and eventually I sold my Ektaflex to a work colleague. I then returned to conventional colour printing papers and chemicals. To simplify the use of elevated temperature processing I experimented with putting the Thermodrum water bath onto a large thermostatically controlled dish warmer so that, during autumn 1985, I could test yet another combination of paper and chemistry, this time Agfa Type 8 paper with Type 92 chemistry. But a major break-through had come in May 1983 when I first tried the newly introduced Photocolor RT (Room Temperature) chemistry (subsequently called Printmaster) from Photo Technology Ltd. This avoided the need for temperature control and so improved consistency of results. Importantly, it also gave beautifully clean whites, something which I'd struggled to obtain previously, though comparative experiments made me suspect my use of a stop bath between developer and bleach fix was the primary cause and thereafter I stopped using one. During the latter 1970s and throughout the 1980s, an excellent series of home colour processing Photocolor products emanated from Photo Technology Ltd of Potters Bar, Herts. This was a company formed by Adrian Willis and 'Pip' Pippard in 1975 which resurrected the photo-chemical products abandoned by Johnsons of Hendon in 1974. |
||
 |
The only problem that remained for me after taking up Photocolor (RT) Printmaster room temperature chemistry was obtaining the same print contrast possible with higher temperature chemistry. This I substantially resolved by simply increasing the development time, first by 10% and then by 20%. The +10% results were appreciably better, richer blacks and brighter colours, but +20% had little further benefit. With Agfa Type 8 paper, the extra development required modified colour filtration:
|
|
 |
The final stage in standardising my colour printing was a change from the Paterson Thermodrum to the Paterson Orbital 'tray type' processor with its motorised agitation base. The Orbital Print Processor was first marketed by Paterson Products Ltd in 1982. Since RT chemistry didn't need a surrounding water bath to control processing temperature, the Orbital tray was less 'messy' and had the additional advantage of only needing 55ml of 'one shot' chemistry rather than 75ml in the Thermodrum. I also found drying the tray for the next print easier than drying the Thermodrum. I sold my Thermodrum having managed to buy the Orbital processor and motorised base secondhand. |
|
|
By 1987 I had a semi-permanent darkroom in a spare bedroom and continued to try different papers viz: Agfa Type 8, 3M & Ektacolor Type F, but always with the Photocolor RT Printmaster chemistry. The RT chemistry was 'improved' twice during this time, allowing shorter development times. I finally stopped colour printing in November 1991 after some 10 years and (by coincidence) around the time the RA-4 process appeared (around 1990 for amateur home use). I regret never having tried RA-4 but I never will now that digital printing has become a real alternative. It has to be admitted that (with my technique and basic equipment) home colour negative printing was never a real option for more than making occasional prints. With digital inkjet output quality now at a stage where its hard to tell the difference between ink and silver based prints, digital wins every time. But colour darkroom was fun (most of the time !) and I found reward in overcoming the challenges. |
||
|
(see Michael Talbert's history of Kodak and Agfa colour print processes) |
|
The two negative / positive printing paper systems, EP-2 and RA-4, co-existed for several years. In 1992, Kodak Ektacolor Plus and Ektacolor Professional EP-2 papers were still obtainable in similar quantities and sizes as the newer RA-4 material. To read about the last of the Kodak EP-2 process papers and the transition to the RA-4 papers and process, please see Michael Talbert's detailed history here. |
|
Agfa announced at the start of 1993 its intention to continue supporting the previous EP-2 process, with its own Agfacolor Type 8 paper and Process 92 chemicals. Even as late as 1995, Agfa, Fuji and Tetenal continued to offer EP-2 paper and chemistry. In 1995, Tetenal released a new RA-4 paper called 'Work' (distinctive packaging shown left) which Photo Pro magazine praised as behaving "a little like an EP2 emulsion", in comparison to the reviewer's opening general criticism of RA-4 being "a thorn in many sides. Compared to EP-2 the colours still tend to be brash, the contrast high and generally the paper is difficult to grade to exact colours". By 1996, Tetenal seem to have dropped EP-2 altogether. To see a Technical Data sheet for Work RA-4, and a magazine test, click here. |
| Practical Comparison of Using the EP-2 and the RA-4 Processes |
| Michael Talbert started home colour printing using the previous EP-2 colour print processing chemicals and paper in May 1994, before switching to the new RA-4 process in 1995. The following paragraphs record his comparative experiences. Note that in 1994, Michael already had 12 years of commercial experience of colour printing, see here. He switched to digital printing in 2005 and firmly believes this is now the only way for the home enthusiast to make his own colour prints. |
|
Using the Ektaprint
2 Process (EP-2) It could make up to a 16in x 12in print from a 2¼ inch square negative (e.g. as from a '12 on' 120 roll film) or from a 35mm negative using the right lenses. Michael's experience of the LPL was that it was an excellent enlarger. The filters dialed in without any backlash and you could filter down to 1 unit, or even ½ a unit, without any problem. The filters' strength were about the same as the Kodak CP range of acetate Colour Printing filters, just a bit stronger than an Agfacolor head but not as strong as a Chromega D4 colour head. The highest filtration Michael ever used was about 110. Therefore, the highest filtration of 170 units was far more than adequate! Michael paid £440 for the enlarger ("well worth the money") but this was without the lenses as he already had one lens which would fit the enlarger. |
||
.jpg) |
.jpg)
|
|
|
The JOBO CPE2 processor could process up to one sheet of 16 x 12 inch paper in one processing run. Later Michael changed to making 10 x 8 inch prints “two up” on a single sheet of 16 x 12inch paper. The drum, which rotated in a water bath at a thermostatically controlled 'set' temperature, had to be loaded in total darkness. For the final wash, Michael found it was easier to remove the print from the drum and wash it in his kitchen sink. There were two drums included with the processor, a large drum, which was used for the final prints, and a smaller drum, which was used for test strips. Two, quite large test strips, could be loaded into the smaller drum, giving four trial filtrations, i.e. two filtrations per test strip. Some black and clear 600ml bottles plus four measuring cylinders came with the processor. Michael stored the mixed solutions in the bottles and used the measuring cylinders to hold the actual solutions being using for print processing. The bottles and the measuring cylinders could be stood in the water bath in the processor so they were kept at the right temperature. Only the developer had to be kept at exactly the right temperature (and used for the correct time) since there was considerable latitude in the temperature and timing of the other solutions. Michael at first attempted to judge his final print filtration by looking at the results of his test strips while the tests were still wet, but he found after printing final prints using these 'wet' test strip filtrations that his final prints were annoyingly off balance when dry. The lesson learned was that it was far better to dry each test strip in front of a hot-air electric heater before judging them for colour balance. Since all the printing paper was “R.C.” (Resin Coated) or “P.E.” (meaning Polyethylene; or maybe Plastic Encapsulated), drying only took a few minutes. The old Agfacolor MCN III Type 7 paper was easier (than other papers) to judge correct filtration whilst wet. The first colour paper that Michael used was Agfacolor CN310 Type 7. But he found this paper difficult to filter to a correct colour balance. For some odd reason it needed a combination of yellow and cyan filters to make a neutral print. But the box he was using was slightly out of date so, after two weeks, he changed to Agfacolor CN319 Type 8 paper. This gave much improved results. The whites were cleaner and correct filtration was achieved using a more normal combination of yellow & magenta filters. EP-2 Processing
The Stop-Bath, not included
in kit, was Ilford IN-1 diluted 1+40. After his initial couple of weeks using the (possibly stale) Agfa Type 7 paper, thereafter Michael kept to Agfacolor Type 8 paper for the majority of his EP-2 prints, but also tried Photocolor II Colour Processing Chemicals, both in a 1500cc size kit and a Mini kit making 375cc of solution, and Tetenal EP-2 chemicals for processing the Agfacolor Type 8. The Tetenal solutions were the best and kept the longest after being made up. The Tetenal kits were called “Mono PKEP-2" and a very good instruction booklet came with the kit. Processing Using Tetanel Mono PKEP-2
Michael used a wash period after the Stop-Bath, as he was re-using the Bleach-Fix. The Bleach–Fix started getting acid due to carry over from the Stop-Bath, which caused the whites to turn very slightly cyan. So a quick wash after the Stop-Bath solved that problem. Other EP-2 papers tried were: Using the 'Rapid Access'
RA-4 Process With the JOBO CPE2 processor, users had to (even with EP-2) lift the processing drum out of the temperature controlled water bath very quickly at the end of the developer step in order to drain the developer out of the drum. With RA-4, using shorter development times, Michael was concerned this action would have to be done even faster ! Jobo could supply an additional piece of equipment called a drum “lift”, whereby the drum was raised vertically to drain the developer out, by the action of pulling a lever. However, Michael decided to try RA-4 without a drum “lift”, as these were expensive. He had already paid out £35 for a 2nd-hand Paterson timer, having gotten by for the first six months "counting" his printing exposures (a thousand and one, a thousand and two etc). But he found counting resulted in making tiresome mistakes, so a proper electric timer was a “must have”. Michael purchased the smallest size Tetanal RA-4 kit (MONOPK RA-4), 1 litre, plus a 25 sheet packet of Tetenal “Work”, 10 x 8 inch paper, having been told that Agfacolor Type 8 paper could not be processed in RA-4. He was impressed by RA-4 from the first print he made. The Tetenal solutions mixed much more easily than their equivalent EP-2 solutions; the Tetenal EP-2 Bleach-Fix had taken a long time to mix completely ~ not so the equivalent for RA-4. Also, the Tetanel “Work” paper gave bright colours, high contrast, and was just as easy to filter as any EP-2 paper. The Tetenal RA-4 kit gave a range of developer times from 2minutes & 10seconds at 16°C to 40seconds at 25°C. Michael can't remember exactly, but believes he developed for 1minute at 22°C. RA-4 Process using Tetenal MONOPR RA-4 chemicals
These are approximate times,
apart from the developer. Michael found that the expensive JOBO drum "lift" would have made no difference, as he found he could easily keep to the development time of 1 minute with sufficient accuracy. In fact, the RA-4 process seemed to have had more development latitude in timing than EP-2. It certainly seemed (to Michael) a “less precise” process to use i.e. more forgiving of minor unintenional variations. Michael Talbert tried several different RA-4 colour papers as listed below, with comments. Tetenal Type 10, Semi-matt
(312) and Lustre (319). Fuji Fujicolor Super FA-5,
M, (semi-matt) Fuji Crystal Archive Professional
Type MP M (semi matt) and G (glossy). Tetenal “Work” 312
(semi matt). In making the above comparative judgement of the several papers he tried, Michael pragmatically adds "It has to be said that all the above papers were purchased from a dealer. Purchasing colour paper from a photographic dealer is a gamble because when you buy the paper you have no idea of the age of the paper, how it has been stored, or how long it has been sitting on a dusty shelf in the dealer’s premises possibly next to a radiator ! There are no “Develop Before” dates on colour printing papers."
Exeter Cameras Direct offered for sale colour paper either in rolls or cut sheets, at much reduced prices. They also sold film, black and white paper, and various items of darkroom equipment at reduced prices. Their supplied colour paper was Konica Type 7 or various types of Kodak paper. Michael guesses, from the markings on the back of the Kodak paper, that it might have been Ektacolor Supra II or Ektacolor Edge paper of a certain type, possibly Edge 5, 7 or 8. Ektacolor Edge paper was used for commercial D&P work, and was sold by Kodak in rolls only. Michael believes Exeter Cameras Direct purchased the paper in bulk rolls, both Konica and Kodak, and cut it up themselves into standard sheet sizes. His first purchase was a box of 5 x 7inch 100 sheets of Kodak paper in lustre surface. "I was amazed at the quality of the prints, it was an excellent paper in every respect, and half the price I would have paid at my local photo dealer. I believe the first box was Ektacolor Edge paper and the next box I purchased of 5 x 7inch paper was Ektacolor Supra II. Again, excellent quality. More boxes of paper were purchased with sheet sizes 9½ x 12inches of Kodak glossy and Konica Lustre (advertised as Konica Type 7). "I think the Kodak paper was again Ektacolor Supra II. The Konica paper was marked Konica U.S.A. on the back. The Konica paper was so good that it encouraged me to purchase a box of Konica 16 x 12inch paper for making two 8 x 10 inch prints on each sheet. This paper was different, better, and was back marked “Konica Long-Life 100." Michael also tried a new Kodak paper, Kodak Professional Supra III, purchased in June 1999, by ordering it directly through his local photo dealer. Kodak Professional Supra III was introduced in 1998 and was an improved version of Ektacolor Supra II paper. He ordered a box of 100 sheets of 10 x 8 inch and, because it was so good, he later purchased a box of 100 sheets of 5 x 7 inch, both these boxes being the Kodak “E” surface, Lustre-Luxe. These two boxes of paper were ordered directly from Kodak and were stored at the dealer’s premises for only a short time. Therefore, they were as “fresh” as they possibly could be. Exeter Cameras Direct also sold Konica paper advertised as “Konica (Superscoop), out of date”, at vastly reduced prices, but Michael never purchased any. Kodak Process EP-2 paper was still being sold by Exeter Cameras Direct, possibly being Ektacolor Plus paper. It was advertised at a slightly lower price than the RA-4 equivalents. At this time, Michael was still using Tetenal Mono PK RA-4 chemicals, but the kits were becoming increasingly expensive. Exeter Cameras sold RA-4 processing kits consisting of Developer and Bleach-Fix in a 5 litre size. One day he "took the plunge" and postally ordered one kit. The developer components were four different solutions, A, B, C and D, to be dissolved in 3.5 litres of water and then, after part D had been dissolved, made up to 5 litres. Two components, A and B, were used for making up the Bleach-Fix. The people who made these kits, very helpfully, gave measurements in millilitres (mls) for mixing just one litre of Developer or Bleach-Fix, instead of having to make up the whole 5 litres at the same time. The chemical Kits were marked “Costel RA4 5ltr. Colour Developer and Bleach-Fix for RA4 Compatible Papers.” Michael says "To this day, I still don’t know who Costel were, who actually made these kits." An e-mail discussion on this subject led to the conjecture that the brand name 'Costel' might refer to Jim Costelloe of the Phototec Centres. Whether this conjecture is true or not, Michael was well pleased with the product "It gave excellent results, and was only £19.99 for 5 litres of the two solutions." RA-4 Process using “Costel RA-4 5 litre” kits
The idea of the long drain
times was possibly because of the JOBO tank took some time to
empty and it was best to make sure that all the chemicals drained
out before pouring in the next solution or wash. Michael also processed prints through a “Photocolor Printmaster RA” chemical kit and an out dated Jessops “Photochem RA-4“ kit. Neither of them were as good as the “Costel” kit. The best colour paper? Konica paper had bright colours, but not as artificial looking as Tetenal's “Work” paper. The contrast was fairly high, possibly equal to a Grade 2½ in the old Kodak Bromide paper ratings, but not enough for burnt out highlights or detail less shadows. An excellent paper. The second best paper was Kodak Professional Supra III (note that Kodak had, by then, dropped their use of the name Ektacolor). Compared with Konica, the contrast was slightly higher, but only marginally so. Michael's prints made on this paper about 10 years ago have hardly faded (albeit dark stored). The white borders have gone slightly yellow, but less than the Konica white borders. The only reason Michael would choose Konica above Kodak is that he preferred the colour rendering and slightly lower contrast. But he considers the two papers to have been equal in quality and the best darkroom development papers that he ever used. Having processed paper through the RA-4 process for 10 years, 1995 to 2005, I can definitely state that of all the colour print processes that I have used, RA-4 was the most economical cost-wise, gave the best results and, oddly enough, had the most development latitude. But looking back at some of his old darkroom RA-4 prints, made on Professional Supra III and Konica papers, Michael believes that the digital prints he now makes are far better in quality with regards to colour rendering and sharpness of image. This is because, when printing digital images, its possible to change almost anything in the picture, i.e. contrast, colour balance, colour rendering hue, shadow to highlight colour and brightness, to name just a few. In conclusion, Michael says "digital printing is here to stay and I imagine that colour development papers and their processes will decline rapidly within the next ten years." In October 2018, Chervin Dalaeli reported: "There are only two paper brands left, Fuji and Kodak (with the various surface finishes of gloss, matte, and pearl). The downside of Kodak is that it only comes in big rolls which need to be cut into sheets, in complete darkness of course. Which leaves only one paper, Fuji Crystal Archive". |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Experiences with RA-4 Processing using Agnekolor Processors | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Christopher Nisperos used to be a travelling demonstrator of the Agnekolor Processor in the western states of the US when he was a young man. Although now living in France, Christopher is American by birth. As a teenager in the early 1970s, he began working in the US photo industry. He was recruited by the distributor for Nikon, Mamiya, Sinar-Bron, Durst, Metz, Sigma, Kindermann ... and Agnekolor. He knew the inventor of the Agnekolor, Mr.Sam Needleman. The machine was originally intended to be distributed by Agfa, but 'something fell through'. However, the product name nonetheless reflected the intended association: "AG" for Agfa; "NE" for Needleman. Even though Christopher was an energetic 18 year-old at the time, he says ".... the job was hellish, as I had to lug tons of equipment around on airplanes, going to demonstrations, seminars or training sessions in an 11 western state territory. Luggage included the Agnekolor processor, a Durst M601 enlarger with color head and transformer, a color analyzer, easel, timer, chemical bottles, chemistry to mix and color photo paper. In short, a complete color printing lab. PLUS a custom-made, heavy-clothed, dark-tent (about one cubic yard, when set-up) and its wooden case-cum-base. All that plus a little lavelier microphone and amplifier. If memory serves, I travelled around with 13 silver adapt-a-cases AND my clothes and a briefcase.. AND a collapsible (folding) hand truck (hand trolley). I lost weight !" He continues "Once set
up, the Agnekolor could be a nightmare because chemical contamination
occurred so easily under demonstration conditions, owing to the
lack of the possibility of liberally rinsing the 'sponge bars'
while operating it in the middle of a camera shop or convention
floor. The machine surely worked, but I needed to take great
care (which meant being slow) when demonstrating under those
conditions. Yet being slow meant the possibility of losing the
attention of the crowd while I did my "magic show",
as I called it. It was stressful, as pulling out a poor quality
print in front of 30 or 40 people would mean they'd be spreading
the incorrect impression that the machine didn't work .. and
I could have lost my job!" |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| When I first
tried RA-4, about 5 years ago (so 2005-06) I used Unicolor chemistry.
I was using a stop bath at that time and got a yellow/orange
stain in the border. I was using an Agnekolor Laminar Flow Processor,
although I subsequently switched to my old method of the single-shot
tube (drum) method. I only used about 10 sheets at that time
and had to suspend darkroom work for more pressing matters. That
Unicolor kit had been sitting in my darkroom unopened for about
12 years. About 4 years ago I was able to find a company here in Canada that supplied chemicals to 1-hour photo finishers. I ordered a 10 litre kit but was unable to open it until just 3 months ago (early 2011). I mixed it up and froze most of it in small quantities. It is a replenisher type developer with separate "Starter". This developer is an extended type, formulated for processors that are not totally converted from EP2 to RA4. So instead of a 45 second developer step the extended time is 100 seconds (plus or minus 45 seconds). The recommended temperature is 32-38 Celsius. Since I wanted to use the Agnekolor processor, replenishing was the only way to go as it requires 28 ounces to prevent the pump from sucking air. The nice thing about this method is that you do not use any pre-soak which of course dilutes the developer. |
 In
1999, Michael started
buying his colour paper from 'Exeter Cameras Direct',
11 Princesshay, Exeter, Devon (the shop's picture is shown alongside,
taken from
In
1999, Michael started
buying his colour paper from 'Exeter Cameras Direct',
11 Princesshay, Exeter, Devon (the shop's picture is shown alongside,
taken from
 |
 |
 |
|
The pictures above show the Agnekolor as it sits in use (tilted forward) either filled with water or supported by the "foot" when empty. Most pictures you see on the internet tend to show the processor unsupported and, hence, more horizontal. The pictures above, and the two immediately below, are the Agnekolor Laminar Flow Color Print Processor AG-1623-FS, which will process one 16"x 20", two 11"x 14" or four 8"x 10" prints at a time. The Agnekolor uses a bar with a plastic grass-like foam (see picture below, right) to prevent the prints from sliding out of position while not impeding the chemical flow. Mine have deteriorated to the point that I need to replace them. So I'm back to using drums at least for now. Actually, I find the Agnekolor rather cumbersome, especially the 16x20" model. I'm much more comfortable with the drums. I think I'll reserve the Agnekolor for just doing 16"x20" prints and use drums for all the rest. |
||
 |
 |
| Below is shown the smaller 11x14" model, named the Agnekolor Type AG-1114-FM. Bob purchased this smaller one a few years ago off eBay, but had failed to notice it did not have a heater like the larger unit - hence the red plug down in the left hand corner. This smaller unit will process up to a size of one 11"x 14"or one 8"x 10" print. | ||
 |
 |
 |
| He concludes "I'm currently using Simma/Chromega drums, usually the 11x14" size with a litre of developer. I replenish and do not use a pre-soak. I'm having a different stain-type problem which I think is caused by developer carryover to the Blix step. I think I've found the solution but need to prove it." | ||
|
|
||
|
|
||