| Early Agfa colour materials - researched by Michael Talbert |

 End labels from two Agfa black &
white 35mm film cassette canisters. Maybe around 1950.
End labels from two Agfa black &
white 35mm film cassette canisters. Maybe around 1950.|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfa Farben Platen; Agfa Color Plates |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
  |
Alongside is shown a box of four Agfa Color Plates dating from the 1920s which, when processed by a black and white reversal process, produced a colour transparency. Three separate gum solutions, one dyed red, another green and a third blue, were thoroughly mixed together to form a grey solution which was then coated onto glass. This dried to form a layer of exceedingly minute transparent dots of the three colours. The red, green and blue dots were more or less evenly spaced so no colour was in excess of another. A panchromatic emulsion was then coated on top of the coloured gum layer to make a close contact. The plates were exposed in the camera with the glass side towards the lens so that the light passed through the transparent coloured dye gum layer before reaching the panchromatic emulsion. Each transparent gum dot acted as a colour filter. The plates were very similar to the Lumiere Autochrome plates (or Dufaycolor) and the gum grains were almost the same size as the Autochrome plate starch grains. These plates are the second type of Agfa Color plates, known as 'New Agfa Color' plates, manufactured between 1923 and 1932. They have a 'Develop Before' date of February 1930 stamped onto the box. The first Agfa Color plates were manufactured in 1916 and the last 'Color' plates, named 'Agfa Ultra Color' plates, were introduced in 1936. They were replaced two years later by Agfacolor Neu film. A box of four plates of this size, 2½ x 3½ inches, cost 4 shillings and 3 old pence in May 1934, (about 22p in decimal currency, though approaching £20 in 2024), and this price did not include the processing costs. The British Journal Photographic Almanac gave good advice about exposure: “As a guide to exposure, the plate may be given 30 times the exposure required by an extra rapid ordinary plate of about 250 H & D”. These plates may have been twice the speed of the earlier 1916 to 1923 plates, as the box has a sticker in the top left hand corner - “ Caution – Double Sensitiveness”. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
(H & D stood for Hurter and Driffield, one of the first speed systems for glass plates from the 1890s. An ordinary plate meant that the plate was blue sensitive, sensitive to blue and white light only. 250 H & D is approximately 8 ISO/ASA. Hence, an exposure of 30 times an exposure given to a plate of 8 ISO/ASA, means the Agfa Color plate would have a speed of very approximately 0.25 ISO/ASA!). References: Colour Photography, F.Newens, 1931. British Journal Photographic Almanac 1931. Twentieth Century Color Photographs, S.Penichon, 2013. Agfa Price list, Photographic Supplies, May 1934. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Ultra (additive) and Neu (subtractive) Reversal Films There were two types of Agfacolor additive 'reseau' films. One, Agfa Color Film, dates from 1932, and the other, Agfacolor Ultra, a faster film, dates from 1934. Both these films were derived from Agfa Color glass plates, which were sold in Germany as long ago as 1916. Agfa did manufacture a 35mm film in 1933, but this was a Lenticular film, specifically for Leica cameras. The film had minute lenses incorporated into the film base, and transparencies were viewed with a Leitz projector fitted with a three band colour filter. The process was mainly used for cinematography and saw little use in still photography. It was similar to the earliest 'Kodacolor', a 16mm version for home movies made by Kodak in 1928.
Agfacolor Neu film could be purchased in Germany from 1936 and it is likely that Agfa had a processing laboratory in Berlin. As far as the author has been able to ascertain, the film price included the cost of processing. There was an address for Agfa in Berlin in the 1930s: I.G. FarbenIndustrie Aktiengesellschaft / Agfa, Berlin SO 36. But Saskia Bormann has e-mailed (December 2014) from Braunschweig (home of Rollei and Voigtländer) to tell me that Berlin SO 36 is not an exact address. It's short for Süd-Ost (South East) + the number of its post office (in this case 36), which relates to a whole city district, mainly Kreuzberg. It is possible that the price of the film was subsidized by the Nazi government in the late 1930s, paid for by wage freezes and higher taxes, thus making the film an affordable purchase for the average German worker. The film was also known as “Agfacolor 111”. Agfacolor Neu film was sold in the UK before World War 2. The price of a 36 exposure cassette of Agfacolor Neu 35mm film in 1937 was 6 shillings (30p), and this cost included the processing. Kodachrome film was much more expensive. The price of an 18 exposure cassette of Kodachrome 35mm film, including processing, in 1937, was 12 shillings and sixpence (about 62p). Kodachrome film at that time was available in Regular (Daylight type) and Type A (for Photoflood lighting). Agfacolor Neu film was then available in Daylight type only. However, the British Journal Photographic Almanac (BJPA) for 1939 reported, in it’s 'New Goods' section, on an Agfacolor 35mm Artificial light film. Also, by 1938, the speed of the Daylight type film had been increased from 17 Scheiner (4 ISO/ASA) to 25 Scheiner (25 ISO/ASA). Agfa advised using this rating for 'light subjects', while the speed should be decreased to 21 or 22 Scheiner (10 or 12 ISO/ASA) for shaded and dark subjects. The artificial light film had
approximately the same speed, and was balanced for Photoflood
illumination, (3400K.) Filters (colour balancing filters?) could
also be supplied by Agfa for use with 'Flashlights'. A test was
made using a single Photoflood lamp at an exposure of 1/15 at
F/3 at 3 feet from the subject. The “colour rendering is
very pleasing indeed”. It is reported that the colour balance
of the film turns blue with under exposure but over exposure
“results only in a slight added warmth of rendering which
is not at all unpleasing”. The 'Westminster Annual of Photographic Accessories' for 1939 included two Agfacolor films for sale, viz. Agfacolor Film in 36 exposure 35mm cassettes priced at 6/- (6 shillings = 30p) each and Agfacolor Film in 12 exposure “Karat” cassettes priced at 3/6 (3 shillings and sixpence= 17p) each (prices in mid-1939). The 'Westminster Annual' informed us “All Agfacolor prices include processing. When ordering, specify Daylight or Artificial light.” When the Agfa processing plant in the UK shut down in 1939, there was still a considerable amount of unexposed unsold Agfacolor Neu film in the camera shops and photographic dealers stocks. Some enterprising amateur photographers, who also had some knowledge of photographic chemistry, made up their own processing solutions for processing Agfacolor Neu film, gaining information from Agfa patents. Sometimes the processing formulae were published in various U.K. photographic magazines. Below is a genuine Agfa processing sequence for Agfacolor Neu film, dating from 1945:
It was likely that the processing temperature was about 64°F, 18°C. The Intermediate bath (step 3) was a rinse in Wetting Agent to ensure that water flowed off the film evenly leaving no “tear” marks. Marks left on the film during the Re-Exposure (step 4) sometimes caused stains when the film was colour developed. As far as the author knows, there was no “Stabilizer”, or “Anti-Fade" bath before final drying (step 13). Wilhelm Lange, an archivist at the National Archives of Norway, department of private archives, was recentley (February 2012) given a collection of pre-war photographs. He says "94 of these are colour slides, many taken in Berlin on May 1 1937, the rest mainly summer holiday photos from Norway from the same year. These are the oldest colour photographs that the National Archives own. The Agfacolor Neu colour slide pictures are in the Thomas Neumann archive: http://www.flickr.com/photos/national_archives_of_norway/sets/72157629888217042/ with English text. Some of the texts may be inaccurate. "A selection of the photographs was printed out in large format and displayed in our vestibule. For the opening we had a historian to comment on facts behind the photos for a small crowd of invited people and others who dropped by. Among them were Neumann’s daughter who was born after the war and knew very little about her father’s early political exploits. Also a son and daughter of J.B. Hjort came – the man who was really in the centre of developing the Norwegian National-Socialist party from 1933, but was kicked out with Neumann in 1937. Like many children, the Hjort children were in opposition to their father’s politics – she to the point that she was later given a knighthood for her war-time activities." Agfacolor
Motion Picture Negative Films, Types B & B2 and G & G2,
1939 to 1945 Note: There was film for Motion pictures called SOVCOLOR, made after the war (1945 -54), in the Russian sector of Berlin at the Agfa factory at Wolfen. Seemingly it was a Type G colour negative film, rated at 13 /10 DIN, which makes it about 12 ASA.
A multi-layer colour coupler type negative film (type B balanced for daylight and type G balanced for artificial light), were announced by Agfa (probably to the German film industry, U.F.A; for a Wikipedia definition see below) in 1937. It was a 35mm film, designed for motion picture use, as the German Film industry already had much experience in, and the necessary equipment for, processing and printing large quantities of 35mm black and white film to a high standard. The first colour prints to be made from a multi-layer colour development negative film were printed onto an equivalent positive film, not paper. This positive (print) film was announced at the same time as the negative film stock. These negative & positive films were not manufactured in any quantity until 1939. The negative and positive films were certainly not on sale to the German public. At the beginning of W.W.2, U.F.A. and other film studios in Germany were instructed by the German Propaganda Ministry, (Joseph Goebbels), to make several full length feature films using the new Agfacolor negative / positive films. At that time U.F.A. did not consider the new Agfacolor films were sufficiently technically advanced to do this, but they went ahead and made about 13 films, (some unfinished) during the war to 1945. Two types of negative film were available, Type B for daylight, type G for artificial light. The films were processed and printed using modified black and white equipment but owing to wartime conditions, some of the release prints were inferior. It was generally agreed that “Die Fledermous” showed the best colour quality. The processing procedure for Agfacolor negative film changed little over the next 30 years. After 1940, all research and development was done under the approval of the German Government. Some work was carried out on a special soft gradation reversal film for the production of duplicate negatives (negatives from negatives), but the film was only used for the duplication of short sections, spliced in with the original colour negative. In all cases, the original colour negative film which had been exposed in the camera and suitably edited, was used to make the release prints, and no duplicate negatives were ever made for the printing of a complete film. A number of the feature films made were never released to German audiences, either because the films were never completed by 1945, or were considered unsuitable for showing to the German public. The Agfacolor Motion Picture Negative films were panchromatic films coated with three emulsion layers, one sensitive to red light, one to green light, and one to blue light. Originally, when the negative films were first manufactured in 1939, the film speed was 10/10 degrees DIN, corresponding to about 6 ASA (ISO). A year later, one source claims this speed had increased to 16/10 degrees DIN, or roughly 25 ASA (ISO). As far as Michael has been able to find out, this claimed high speed applied to both types of film. However, another source states that, in 1945, the film speed was 14/10 degrees DIN, around 12 to 16 ASA (ISO). This is much more likely to be true, as this corresponds to the speed of the Agfacolor Negative films for still photography, CNT and CNK, introduced in 1949. The Agfacolor Motion Picture Negative films were similar in structure to the very early Kodacolor films, but Agfacolor film employed a different type of colour coupler. The Red sensitive emulsion layer was coated on top of the Nitrate base of the film. This layer contained the Cyan dye coupler which, on development, produced a negative cyan dye image in the exposed areas. A Green sensitive emulsion layer was coated on top of the red layer, incorporating a Magenta dye coupler, producing a negative magenta dye image on development. Because both the red and green emulsions were also sensitive to blue light, a yellow filter layer was coated on top of the green layer, preventing any blue light from reaching the bottom two emulsions. The final emulsion to be coated on the film was the Blue sensitive layer on top of the yellow filter. This contained a Yellow coupler, which on development, produced a negative yellow dye image. An anti-halation backing was applied to the base of the film containing a blue-green dye. The backing dissolved in the development step. The Nitrate film base, which was not “Safety Film”, was the same base as used for black and white motion picture films. The yellow filter layer consisted of colloidal silver in gelatin, which was removed from the film in the Bleach bath in the processing sequence. The red and green sensitive layers each consisted of a similar emulsion to the Agfa black and white film, Isopan F. The Isopan F film was a black and white panchromatic negative film with a speed of 40 ASA (ISO). The blue sensitive layer was a positive film emulsion, sensitized for blue light only, not panchromatic. No masking layers were incorporated in the negative films, nor did the colour couplers generate a coloured mask. No form of masking for contrast correction was ever used in the printing of the negative film. As far as Michael Talbert has been able to ascertain, the exposure latitude of the Agfacolor Negative Motion Picture film was about one stop, although this is very likely to mean one stop over-exposure. Over-exposed negatives would require increased printing time. Under exposed negatives caused thin shadows with no detail, low contrast, and poor blacks in the positive release prints. Processing
Agfacolor Motion Picture Negative Film Approximate Processing Procedure for Agfacolor Motion Picture Negative Film.
Agfacolor
Positive Motion Picture Film The structure of the film was similar to the Agfacolor negative film, having the same layer order. The bottom two layers were each made up of an ”Isopan F” film emulsion plus a Process film emulsion. (At that time, Process film was a slow speed blue sensitive film of fairly high contrast, mainly for use in Graphic Arts or for copying.) The top layer was a black and white Process film type of emulsion, sensitive to blue light, i.e. not panchromatic. More variation in manufacture was allowed for the Agfacolor positive film and batch variations of up to one stop in speed were permissible. The different colour characteristics of each batch could be filtered to a neutral balance when printing. All Agfacolor film, negative and positive, was manufactured at the Agfa Wolfen factory. Processing
Agfacolor Motion Picture Positive Film Two processing procedures were necessary, one for Motion Picture Film with no sound track and the other for Motion Picture Film with an optical sound track. Magnetic sound tracks were not invented until 1953.
Notes.
During 1944/45 Agfacolor Motion Picture film was being processed at the UFA laboratories at Kopenick, South Eastern Berlin. After 1945, it was included in the Soviet sector of East Berlin. Processing and printing was also carried out at the UFA studios at Neu Babelsberg, then the capital city of the German state of Brandenberg. Most of the feature films using Agfacolor materials during WWII were produced at the UFA Neu Babelsberg studios. Printing
Agfacolor Negative Motion Picture Film onto Motion Picture Positive
Film
Agfacolor
Printing Filters for Colour Correction The purpose of the coloured filters was to change the colour of the printing light to correct for any tints or colour casts in the positive print, this being a transparent print on 35mm positive film. The filters were made in different depths or densities of colour. The highest density filter in each colour was numbered 100 strength, and the other filters were numbered in densities of 10, decreasing from 100, the lowest density being 10. Therefore a “set” of colour filters would consist of 10,20, 30, 40, etc Yellow in increasing strength up to 100, 10 Magenta in the same values, and 10 Blue-Green, in the same values. The whole set comprised of 30 filters. The value of the filters could be added together, 160 Magenta would be made up as, 100, 50 and 10. Obviously, when printing on a large scale, it was very important to keep records of the filtrations used when printing each batch of negative film. A simple system of designation was used to indicate the filter combination of any print. All filter combinations, using numbered values, were written in the order of Yellow, Magenta, Blue-green (Cyan). This sequence was chosen as it related to the same sequence as the order of the layers coated on Agfacolor negative film. A filter correction of a 70 strength Yellow filter and a 40 strength Magenta filter with no Blue-Green filters was written as 70 40 00. A filter correction of a 30 strength Magenta filter and a 60 strength Blue-Green filter and no Yellow filters was written 00 30 60. One filter could be used on it’s own, so e.g. a 50 strength Magenta filter would be written 00 50 00. There was no need for all three filters to be used as a correction because three filters superimposed on top of one another would make a neutral density or grey. In other words, if all three colour filters were of the same strength, they would cancel each other out and would not alter the colour of the print. A filter combination of 20 Yellow, 50 Magenta and 70 Blue-Green, would contain 20 “neutral density”. Therefore, if a value of 20 was subtracted from each filter the Yellow value would become 00 and this would cancel out the neutral density, or “grey” value, leaving a filter combination of 00 30 50. The colour correction filters were stapled over the paper ribbon aperture holes to adjust the colour balance and produce a neutral print. Residual colour casts in the printed, positive, film were removed by using a filter over the projection light source. In this case, the filter would be the same colour as the colour cast. If a print appeared too Yellow, or Magenta, or Blue-Green, it was corrected by placing a Yellow filter, or a Magenta filter, or a Blue-Green filter in the light source. A strong colour cast, one which could be seen very easily, was corrected by an equally strong filter value, such as an 80 filter. A very slight tint which might not be noticed was filtered out by a weak coloured filter, such as a 10 value. Red, Green and Blue casts were dealt with by combining Yellow plus Magenta to make a Red filter, Yellow and Blue-Green to make a Green filter and Magenta and Blue-Green to make a Blue filter. When printing the Colour Negative Motion Picture film onto the corresponding Positive film several test prints were made to find out the correct combination of printing filters which give the best colour rendering. Usually, “coarse” test prints were made with exposure variations and filter values of 30 units apart. A “coarse” test print would take into account any estimated casts of almost any colour. The strength of the filters used were from 30 to 90 in Yellow, Magenta, Blue-Green, Red, Green, and Blue; Red, Green and Blue being a combination of filters, as explained above. From this wide range of test printing a fairly good indication of the correct colour balance could be estimated. If the best colour in the “coarse“ test prints was estimated to be a print with the filters 00 60 60, (no Yellow filters, 60 Magenta filters, 60 Blue-Green filters), and this test print had a Magenta colour cast of, say, 20 units, another test print was exposed with the filter combination 00 80 60; i.e the Magenta value was increased to 80 to correct for the magenta colour cast in the 'coarse' print. Other test prints were also exposed at the same time varying the filtrations by say, 10 or 20 units around 00 80 60 (00 80 80, 00 80 70, 00 70 50, and so on). This series of test prints would “fine tune” the colour to hopefully arrive at an optimum colour balance and, with it, an optimum filtration value which could be used to make numerous release film prints. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Positive Films for Still Photography ~ 1950 In 1950 Agfacolor Positive film was introduced, for making colour transparencies directly from Agfacolor negative films. It was obtainable in 35mm lengths of 10, 25, and 50 metres and unperforated widths of 2.34 inches in 15 metre lengths. For making enlarged colour transparencies from Agfacolor negatives the Colour Positive film was available in quantities of 10 and 100 sheets of flat film in various sizes similar to Agfacolor paper CN 111. The film was balanced for exposure to 3200°K lamps. An enlarger fitted with a filter draw or an Agfacolor Head could be used to expose the film, altering the colour balance of the transparency by means of separate colour printing filters or the Agfacolor Head, in the same way as when making colour prints on Agfacolor Paper. The film could be handled for about 3 minutes under a safelight fitted with an Agfacolor Safelight filter No.166. The film was said to be around twice as fast to light as the CN 111 paper and handling the film for too long under the safelight caused a blue-green cast, mainly in the high lights of the transparency. In the early 1950s, Agfacolor Mosaic filters could be used to find the correct colour balance in exactly the same way as printing onto Agfacolor paper. Agfacolor Positive Film Processing
Notes.
By 1954, a “Bleaching-Fixing” Bath took the place of the negative film separate Bleach and Fixer solutions. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Positive Film S This sequence for processing
Positive Film S dates from around 1954.
Notes.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
At the end of the 1950s, the above processing sequence changed slightly. The development time was now given as 4 to 10 minutes, allowing some alteration in the contrast of the transparencies, and an additional “Agepon” rinse completed the sequence. The following processing sequence for Positive Film S dates from 1958.
Notes.
A further processing sequence for Positive Film S dating from 1962 with minor changes
Notes.
Agfacolor
Positive Film M The sensitivity of Positive Film M was similar to Agfacolor MCN III paper, having a very high sensitivity to blue light and an increased sensitivity to green light, compared with Positive Film S or Agfacolor paper CN III. It could be handled for a limited time under the Agfacolor Safelight filter No.166M, later known as Agfacolor Safelight filter No.08. Positive Film M could be processed in exactly the same sequence as Positive Film S, following the 1962 processing sequence (above). In the mid 1960s, Positive Film M replaced Positive Film S, and by 1967 Positive Film S was no longer available. A 1971 processing sequence, printed within the instruction sheet for Positive Film M that was enclosed in the film boxes, gave 8 minutes as the standard development time at 68°F +/- 0.4°F. The time of development could be altered from 6 minutes to 10 minutes for changes in brilliance and contrast. On a personal note, the author
made some transparencies on Positive Film M in 1975. He does
remember that compared with Agfacolor MCN III type 4 paper (being
the paper in use at that time), the Positive film was extremely
slow and occasional very large transparencies required exposure
times of over one minute. The base of the film was very thick,
much thicker than Kodak Ektacolor Print film, which made it difficult
to handle in the dark. Positive Film M had a slightly shorter
processing time of 47 minutes, compared with Ektacolor Print
Film's time of 50 minutes. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor Print Film and Printfilm No safelight conditions are given, but it is said the film “should only be exposed very briefly to darkroom lighting”. At that time, MCN111 Type 7 paper could be exposed directly to an Agfa 08 safelight screen for no longer than three minutes. It is therefore assumed that Agfacolor Print Film could be handled under the same safelight conditions. Under the section on “Processing”, is said: “In order to allow the shortest possible processing times, Agfacolor Print Film has been balanced to enable processing in the solutions used for paper”. No processing sequence is given. Apart from this short one page chapter of information where no safelight number or processing data is mentioned, the author was unable to find any further information on Agfacolor Print Film. It is not included in the “Agfacolor” book by Heinz Berger (German edition) published in 1972. A 16 page insert enclosed in the book, “Erganzungen Januar 1976” (supplement January 1976), mentions only “Agfacolor Positive Film M” (see section above). Two more editions, 1975 and 1977, of “Agfacolor User Processing – the negative positive process” contain no information concerning Agfacolor Print Film or Positive Film M. From 1972 to 1977 it is not clear whether Agfacolor Print Film was intended to be a replacement for Positive Film M or if both materials were available for sale. Since Positive Film M in all formats could be processed through the same chemicals as Agfacolor papers by 1968 (MCN111 in 1968) and it is reasonable to assume the new Print Film would follow the same procedure. Even by the end of 1975, the chemicals listed for use with Positive Film M were still the same chemical baths that had been used to process MCN111 Type 4 and the old Type 7 papers, i.e the “P.A. four bath process”. PE Agfacolor papers (polyethelene) were, by 1975, being processed in a three bath process with much shorter processing times. A price list for Agfa Gevaert Professional Products dated February 1978 included Agfacolor Printfilm (note: Printfilm not Print Film) for sale in various sheet film sizes, 35mm, and one roll size. It was described in the price list thus: “Agfacolor Printfilm is a new generation of positive colour film for the production of colour transparencies from colour negatives, for display, projection or reproduction”. Available in sizes 4 x 5 inch, 8 x 10 inch and 22 x 27 inch, plus six centimetre sizes, 35mm and a 105 cms wide roll size, for making “mural” transparencies. It should be noted that the largest sheet size was identical to the largest sheet size obtainable in Agfacolor MCN Type 4 paper. One sheet could be cut into nine sheets of 9 x 11 inches, suitable for making 10 x 8 inch transparencies with a large border for attaching to a plastic blanket, or onto rods, on a large processing machine. Three bath processing was given as Process 81 for roller transport machines or Process 85 or Process 86 at 24°C. The powder type Colour Developer 82 could also be used. Positive Film M is not listed in the Agfa Gevaert Professional Price list for February 1978, so it is assumed that the, then, new Agfacolor Printfilm replaced Positive Film M by 1978 or even a year or so before. According to a Professional Price List for March 1980, the 35mm size and two of the centimetre sheet sizes of Printfilm were by then no longer available. Processing Sequence for Agfacolor Print Film, Positive Film M and Positive Flat Film M, from 1972
Total time: 34½ minutes. Notes:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
High Temperature Process for Agfacolor Print Film, Positive Film M and Positive Flat Film M
Total time: 25½ minutes. Notes: The Wetting Agent Rinse consisted of 5ccs wetting agent to 1 litre of water plus 15ccs of 30% formalin. The wetting agent used was normally Agfa Agepon. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Box of Agfacolor Print
Film, illustrated below. The very high yellow filtration is not a misprint! Two other boxes of Agfacolor Print Film have been seen to have filtrations of 155 45 –- and 160 65 --. Both boxes were of much later batch numbers. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 dating from 1972 – 73. |
The rear label (see right) gives just a brief description of the film. Later labels carried a diagram of the “code notch”, a semi circle. It is odd that no expiry date or “develop before” date is printed anywhere on the box, therefore the manufacturing date is difficult to determine. 1972 or 1973 is a 'best guess'. This is a strange box of film as there is no information about the film after the 'Agfacolor User Processing' book first edition. Positive Film M could be processed in print processing chemicals by 1972, but when the author worked in London, the processing lab (1974) used Positive Film M processed in the old sequence of chemicals, taking about 48 minutes processing time with the “Special After Bath”. It definitely wasn't Agfacolor Print Film, as the author remembers that the film came packed in orange boxes. The 'CPL' laboratory made their large transparencies on Kodak Ektacolor Print or Ektacolor Slide film. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In the early years of World War II, much experimental work was done by Agfa on a process for making colour prints on paper. By 1942, Agfacolor Paper was available for making prints from Agfacolor negative motion picture film. It was originally decided by Agfa to release the negative/positive process to the general public as soon as World War II was over in Europe. But in 1945, production of film and paper had ceased at the Wolfen plant because of lack of basic raw materials and the collapse of Germany. Also, by then, the patents for the Agfacolor process became available to other photographic material manufacturers, such as Gevaert and Ferrania. Later on, both companies marketed colour negative/positive processes very similar to Agfacolor. The experimental paper, and some quantities of it, were originally made at Wolfen, but by 1949, both film and paper production had moved to Agfa’s Leverkusen plant, although Wolfen, later known as Orwo, continued to make colour film (and some paper). In January 1949, Agfacolor film was made available to the general public, and the first colour processing laboratories for processing and printing Agfacolor negative film were set up in Germany. As far as Michael Talbert is aware, Agfacolor negative film was first sold in the U.K. in July 1951. By June 1951, four processing laboratories had been established in the U.K. At that time, Kodacolor film was not sold in the U.K; the only Kodak film obtainable to the amateur photographer was the transparency slide and movie film called Kodachrome. Ektachrome film was accessible to the professional photographer in limited quantities. Colour prints could be made by the “assembly” processes, such as Kodak Dye Transfer, Trichrome Carbro, or Duxochrome. Prints from these processes were very costly and were used mainly by professional advertising photographers, not by amateur photographers. A letter in the 'Reader's Write' column of Amateur Photographer magazine, dated 5th July 1950 (hence before the film arrived in the UK), shows how the arrival of this new type of film was greeted with some scepticism and cynicism. Possibly not helped by its Germanic origins so close to the end of WW2. "Colour in Germany".
Mr.M.M.MacKenzie wrote: Snags, however, are great, and not the least of these is the price. The cost of a 36-exposure 35-mm film developed and enlarged to postcard (all done by the trade under Agfa at the moment with a specially fitted enlarger) is DM 168.00 (post-war German Marks = £14). In words, "Fourteen Pounds!" Also, in enlarging, to find the correct rendering of the natural colours, quite irrespective of how the film has been exposed, the operator must find the correct combination of 30 filters, 10 each of red, blue and yellow. This is an 1160 to 1 shot. I know this seems impossible, but it is simplified to an extent with a very clever chart. The development time for a film is one hour and for paper, half of that, both of course 3-bath developments. So after having made seven or eight test strips, one might be inclined to feel rather brassed off. The negatives, like the usual colour transparencies, are grainless, and may also be used for black-and-white positives, so may I pass on a tip which will solve all your grain problems but at how much per film? I haven't tried this or any
other colour process, but the information is from a professional
friend of mine who has been on the Agfa course and it is authentic.
Me, I stick to black and white". Some comment on the above
letter: Mr.MacKenzie refers to the development time for a film, possibly meaning the whole of the processing sequence for an Agfacolor negative film. The actual time was 56 to 66 minutes not including the Magnesium Sulphate bath. Print processing was longer than his suggested "half an hour", but was almost exactly 30 minutes without the final wash step. The total time for print processing was actually 50 to 60 minutes. The negative process was a three-bath, but the 1950 print process included a Stop Bath named "Unterbrecherbad" ("Interrupter bath"). At that time, there was no "Anti Fade" bath. The Agfacolor negatives would have shown very little grain when enlarged to make black and white prints, partly because of the low speed (10-12 ASA/ISO, see below) of the material. The negatives would not have been entirely "grainless", as the coloured dyes in the film would have shown a type of fine grain when enlarged considerably onto a glossy black and white paper. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Negative Film Type T It’s speed was 10 to 12 ASA(ISO) and it was recommended to find the correct exposure with an exposure meter; in 1951, the Agfa meter was the Lucimeter. The instruction sheet for Agfacolor Type T film suggests making three exposures of the same subject, one at the exposure setting given by the meter, then one exposure at one stop less than the meter reading, and another at one stop more than the meter reading. The best exposure was then selected and with it the correct film speed for that particular camera/exposure meter combination. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
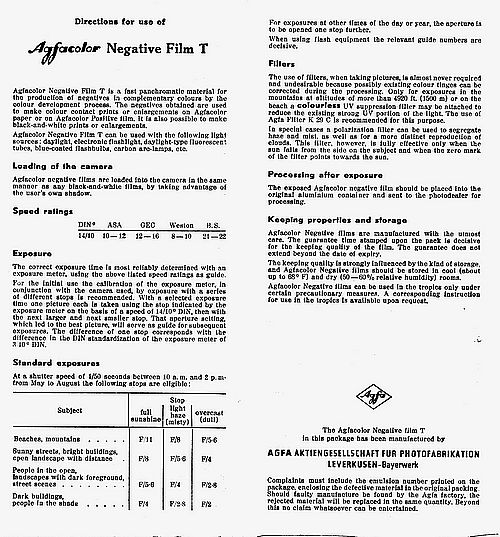 |
Alongside here is an original instruction leaflet for Agfacolor Negative film Type T, for exposure in daylight. The leaflet would have been enclosed in the film box and dates from 1951. The same instructions are printed in German on the other side of the paper, and it seems the leaflet may have had more translations on sections now removed. The instructions read: Directions for use of Agfacolor
Negative Film T: Agfacolor
Negative Film T is a fast panchromatic material for the production
of negatives in complementary colours by the colour development
process. The negatives obtained are and to make colour contact
prints or enlargements on Agfacolor paper or on Agfacolor Positive
Film. It is also possible to make black-and-white prints or enlargements. Loading of the Camera: Agfacolor negative films are loaded into the camera in the same manner as any black-and-white fllm, by taking advantage of the users own shadow. Speed ratings
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Exposure: The correct exposure tlme is most reliably determined with an exposure meter, using the above listed speed ratings as a guide. For the initial use the calibration of the exposure meter is recommended, in conjunction with the camera used, by making exposures with a series of different stops. One picture is taken with the stop indicated by the exposure meter on the basis of a speed of 14/10 DIN. Then take further pictures with the next larger and the next smaller stop. That aperture setting which led to the best picture, will serve as a guide for subsequent exposures. The difference of one stop corresponds with the difference in the DIN standardization of the exposure meter of 3/10 DIN. Standard exposures: At a shutter speed of 1/50th second
between 10am and 2pm, from May to August, the following stops
are eligible:
For exposures at other times of the day or year, the aperture is to be opened one stop further. When using flash equipment the relevant guide numbers are decisive. Filters: The use of filters, when taking pictures,
is almost never required and is undesirable because possibly
existing colour tinges can be corrected during the processing.
Only for exposures In the mountains at altitudes of more than
4920 ft (1500m) or on the beach a colourless UV suppression filler
may be attached to reduce the existing strong UV portion of the
light. The use of Agfa Kilter K 29 C Is recommended for this
purpose. Processing after exposure: The exposed Agfacolor negative film should be placed Into the original aluminium container and sent to the pbotodealer for processing. Keeping properties and storage:Agfacolor Negative fllms are manufactured with the utmost care. The guarantee time stamped upon the puck is decisive for the keeping quality of the film. The guarantee does not extend beyond the date of expiry. The keeping quality is strongly influenced by the kind of storage and Agfacolur Negative fllm should be stored in cool (about up to 68°F) and dry (50-60% relative humidity) rooms. Agfacolor Negative films can be used in the tropics only under certain precautionary measures. Corresponding instructions for use in the tropics are available upon request. The Agfacolor Negative film
T in this package has been manufactured by: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Un-masked
Agfacolor negatives The emulsion number printed on the rebate is 674. It is thought that these negatives were exposed pre-1956. In 1956 Agfacolor CN-17 colour negative film was introduced (see lower), and the processed negatives took on a more greenish yellow appearance. As far as possible the scanned images have been matched to the original negatives for colour and contrast, but they are not exact reproductions. Agfacolor CNT Daylight Type film and Agfacolor CNK Artificial Light Type film were first sold in the UK in 1951. These Agfacolor negatives are
un-masked, and their visible magenta cast, especially prominent
in the sky of the left hand negative, and overall in the right
hand negative, is due to the negative dyes used to form the image.
Ideally: These three emulsions must
record the primary colours in their correct proportion (i.e.
in the proportions of the original scene). Colour negatives do not have to look “visually correct”, unlike a colour transparency, so to improve on the colour balance of the print, the 'light colour' absorption maximum of the three dyes were separated as much as possible to prevent them overlapping. Hence, the absorption maximum of the yellow dye was placed in the ultra-violet region of the spectrum and the absorption maximum of the cyan dye was placed in the infra-red region of the spectrum. As the human eye cannot perceive ultra-violet or infra red light, the magenta dye in the negative is visually prominent. Thus Agfa colour negatives (from that time) look magenta. The printing materials at that time, Agfacolor CN III and CH III papers (also Agfacolor Positive film), were sensitized to ultra-violet light, green light, and infra-red light; therefore, the printing materials could “see” the yellow and cyan colours in the negative that were invisible to the human eye and reproduced them as visible colours in the final prints. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) .jpg) |
.jpg) .jpg) |
.jpg) .jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Negative Film Type K Film speed was 10 to 12 ASA(ISO). With two lamps 4 feet away from the subject, exposures were around 1 second at f5.6. Pictures could also be taken under ordinary room lights, at exposure times of about 3 seconds at f4. It was not possible to achieve a neutral balanced print with daylight and tungsten lighting illuminating the same subject, and prints made from negatives made in this way showed varying blue to yellow colour casts on the same print. Colour filters were not recommended when exposing either type of negative film with the exception of an almost colourless Ultra Violet (UV) filter, Agfa No.K29C. Colour casts due to varying colour temperatures of the lighting were corrected by printing filters and no colour compensating filters, such as the Kodak range of Light Balancing filters, or other makes, were advised. Film
Sizes Available
Flat film was also made in
Type K artificial light film, but its unknown whether Type K
film was marketed in any other format. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Negative Film Processing Type T and K Only three solutions were used to process Agfacolor negative film – Colour developer, Bleach, and Fixer. When freshly mixed, the colour developer could not be used for 12 hours, as the chemicals were possibly too active and would produce negatives with too much contrast if used immediately. The three processing solutions were sold in packages to make either 1 litre or 35 litres of solution when made up.
Notes
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor CN 17 Universal Colour Negative Film ~ 1956 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
A new Agfacolor Negative film, CN 17 was introduced in 1956. This film replaced the earlier Agfacolor types T and K films (see above). It was a 'Universal' film i.e. it was balanced for use both in daylight and also artificial light, corresponding to a colour temperatures range from about 2500°K to 6500°K, but not to lighting that was a mixed colour temperature. It was possible to expose the film by the light of blue or clear flashbulbs, daylight, photoflood, or tungsten light. The resulting different colour balance in the negatives, caused by these different types of lighting, was corrected during the printing stage. Agfacolor CN 17 Universal film was first sold in rollfilm sizes 120, 620 (see picture to the left), 127, “Karat” cassettes of 12 exposures, and 35mm cassettes of 20 exposures. Later, 35mm cassettes of 12 and 36 exposures were available. Many sizes of sheet film were obtainable, including a 4inch by 5inch format (see picture to the right). CN 17 film had a speed rating of 40 ASA (ISO), or 17 DIN (German Speed rating). In 1956, it was one of the fastest colour negative films available, a distinction it shared with Pakolor PK-24 film, also rated at 40 ASA. A typical clear sky, sunny daylight exposure, was 1/125 at f8. As the film had no orange colour correcting mask, it was easy to make good black and white prints from the negatives. Processing followed the same procedure as with the previous Agfacolor negative films, but the development time was slightly longer with the new film. |

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Despite new films being introduced during the 1960s (see below), the original unmasked Agfacolor CN 17 Universal film remained on the market until the end of the 1960s. By then the printing paper for unmasked negatives was no longed being manufactured (Agfacolor CN 111), but good prints could be made on Agfacolor paper MCN 111 and later versions of it, by incorporating an unexposed but processed piece of Kodak Ektacolor sheet film or Kodacolor rollfilm with the printing filters, or even with the negative itself, when making prints on Agfacolor MCN papers. This alleviated the very high yellow and magenta filtration values necessary when printing an unmasked negative onto a paper intended for use with masked colour negatives. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 An instruction leaflet for Agfacolor CN-17 Universal film. Printed in six languages (three shown above) this leaflet was enclosed in the film cartons of 35mm, roll film, and in boxes of sheet film. The instructions give the impression that the film was to be exposed only in daylight, electronic flash, or with blue flash bulbs, but it could also be exposed successfully in tungsten lighting, the colour correction being made in print making – hence the name “Universal”. The leaflet dates from May 1966. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) _print.jpg) |
.jpg) _print.jpg) |
.jpg) _print.jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The roll film 2¼ inches square negative of the woodland scene (above left) shows a negative exposed in daylight conditions. The 2¼ inches square picture of the painting was taken under tungsten lighting and is appreciably more blue due to the colour of the tungsten light. The daylight exposed 35mm negatives (right above and immediately right) are slightly under exposed. The roll film negatives date from 1969, and the 35mm negatives date from 1968. Agfacolor CN 17 film had been withdrawn from the market by 1971 in favour of Agfacolor CN S film, 80 ASA/ISO, which featured colour correcting mask layers of yellow and orange-red. Note: The positives of the above
negatives, also the previous negatives from Agfacolor CNT (L
NT) film, were all produced using the freeware program Paint.Net. Further improvement could be made to all of the positives but the results shown are probably similar to ones likely to be produced by machine printing in the 1950s with no attempt to compensate for an excess of scene colour (e.g. green) giving a complimentary colour cast in the positive (e.g. magenta). |
.jpg) _print.jpg) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| On a personal note, the author first used CN 17 Universal film in 1968, and was processing the film and making prints from it in 1969. In 1970, he remembers taking pictures on several out-dated rolls of 120 CN 17 Universal film, as by then in-date film was unobtainable, CN 17 Universal having been replaced by Agfacolor CN S (see below). | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Amateur
Processing of Agfacolor Films, from 1958 In 1958, the processing and printing of Agfacolor materials had become straightforward and reliable enough for Agfa to release the processing chemicals and Agfacolor paper for sale to the general public without the need for attendance at an approved Agfacolor School. Packs of 1 litre chemicals for processing Agfacolor negative material and Agfacolor paper, plus various sizes and quantities of Agfacolor paper, became available for sale to the Amateur photographer. For processing negative films, the Colour developer, Bleaching bath, and Fixing bath were made up from powders to be mixed with water. A liquid colour developer, especially suitable for processing Agfacolor CN 17 films in the Agfa Rondinax developing tanks was marketed as an alternative to the usual 1 litre powder developer pack. The liquid developer could be diluted to suit the capacity of the Rondinax developing tank being used, and the developing time varied according to the dilution. CN 17 film was developed for 7 minutes at a 300ccs total dilution (stock solution of developer plus water), extending to 13 minutes at a total dilution of 700 ccs. A fourth solution, the Magnesium Sulphate bath, was necessary for the processing of Agfacolor negative film. This was “user make-up”, and consisted of 3% Magnesium Sulphate, or 30 grams per litre. It was also advised by Agfa to add 30ccs of freshly prepared developer to each litre of Magnesium Sulphate bath.
This negative process differs little from the 1950 negative processing sequence apart from the fact that the Magnesium Sulphate bath was now considered an essential part of the processing procedure. Notes.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
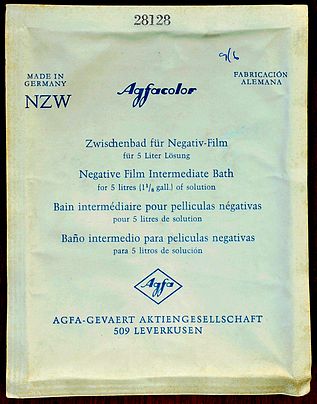 |
To the left, and below, is shown Agfa chemical packaging relevant to the Agfacolor Processing Sequence shown above. Agfacolor
Film Developer S, code NPS I (below, left) Agfacolor
Film Fixing bath, code N III (below, right) Agfacolor
Film Intermediate bath, code NZW (see left) The Fixing bath and the Intermediate bath were ready for use immediately. From 1971, the instructions for the mixing of Film Developer S stated the made up developer could be used immediately and no longer had to stand for 12 hours before use. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
CN 17M ~ 1963
CN 17S film is listed in the British Journal of Photography Annual (BJPA) for 1968 under “Colour Materials for Still Photography”. In the column “Sizes Available”, the “BJ” gives a sheet film format for CN 17S. However, Michael thinks this maybe a mistake, as he can find no other reference to a CN 17S sheet film in any other of his historical Agfa or Agfa-Gevaert records. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
CN S ~ 1968 CN S was obtainable in the usual roll film sizes, 35mm in 20 and 36 exposure cassettes, “Rapid” cassettes of 16 exposures, and “PAK” film cassettes of 12 and 20 exposures. “Pak” film was equivalent to 126 size cartridges, suitable for the Kodak range of “Instamatic” cameras, plus other cameras designed to take 126 size film. Agfacolor CN S film had a speed of 80 ASA (ISO), which at that time matched the speed of Kodacolor X film. As far as is known, Agfacolor CN S film was never made in any sheet film formats. Agfacolor CN S film gave a better colour reproduction than CN 17 Universal because it had an integral double colour mask (see below). |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
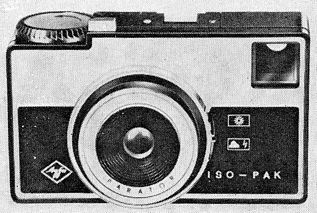
Two announcements of the new Agfacolor CN S colour negative film appeared in Photography magazine, the June 1968 edition. The first was in the News Desk section, which described the film, its cost, the sizes available and also the new Agfa Iso-Pak 126 cartridge format camera. It read: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
A brand new colour negative film has just been announced by Agfa-Gevaert. Known as Agfacolor CN S, the film is the result of a carefully planned programme of research and has the following characteristics: high speed of 80 ASA; wide exposure latitude; very fine grain coupled with excellent definition; outstanding colour rendering and colour separation due to a double mask. The new film is available in the usual sizes and packs: roll, miniature and Rapid; and there is also a 126 Pak Film for cartridge-loading cameras. This means that practically every modern camera will accept CN S, and thus all amateurs will benefit from the latest results of Agfa-Gevaert's research. Agfacolor CN S is balanced for exposure in daylight or by light sources similar to daylight: flashcubes, blue flashbulbs and electronic flash units. Its speed of 80 ASA (20 DIN) provides a considerable exposure reserve, even with the simpler types of cameras. The grain is approximately as fine as that of a medium-speed black-and-white film, e.g. Isopan IF (40 ASA). CN S also has a yellow and a red mask to ensure optimum rendering and separation of colours coupled with good colour purity. These masks give the developed film its characteristic orange colour, and are improvements which are particularly apparent in high colour saturation of the yellow areas of the subject and in the purity of blue shades - no longer degraded in any way. Prices of the various sizes of Agfacolor CN S films are: 127 and 120 rollfilm 8s.11d (45p); Rapid cassettes 9s.6d (47.5p); 35mm 20 exposure cassettes 10s.7d (53p); 35mm 36 exposure cassettes 14s.9d (74p). 126 (Pak) cartridge 12 exposures 9s.6d (47.5p); 126 (Pak) cartridge 20 exposures 11s.8d (58p). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Coinciding with the introduction of the new Agfacolor Negative Film CN S film supplied in Pak cartridges (126), Agfa-Gevaert have also introduced their first camera for the 126 system: the Agfa Iso-Pak. The designers of this reasonably-priced camera have succeeded in making the process of changing the cartridge even more convenient and easy; the Pak cartridge is automatically raised on opening the back of the camera. The new Agfa Iso-Pak camera is of sturdy construction and smartly styled, with the following specification: format: 28 x 28mm; cartridge ejector; fixed focus f/11 lens; Parator shutter; symbol settings: Sun 1/80 sec; Cloudy and flash 1 /40 sec; big Newton optical viewfinder; accessory shoe flash contact; double and blank exposure prevention. A neat gift pack containing the new Iso-Pak camera, wrist-sling and one cartridge of 12-exposure Agfacolor CN S film is available at £4.13s.9d (£4.69p). A black plastic case for the camera and a special flashgun are also available for the Iso-Pak, selling at £1.12s.8d (£1.63p) and £2.4s.9d (£2.24p) respectively. |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
The page shown left is taken from an Agfa-Gevaert catalogue dating August 1968. It gives the prices of various current Agfacolor films. The unmasked Agfacolor CN 17 colour negative film (from 1956) still remained available. The new CN S film was introduced May 1968 (ref: B.J.P. Annual, 1969) with twice the speed of CN 17, at 80 ASA/ISO. The CN S film replaced the lower speed masked Agfacolor CN 17S film introduced in 1966. By 1966, Agfa-Gevaert were no longer manufacturing the slow speed Agfacolor CN 14 unmasked 35mm film. The catalogue page proclaims "New! 126 size Cartridge films". Agfa-Gevaert introduced 126 roll size films in 1968, five years later than the “Kodapak” 126 cartridge films for Kodak Instamatic camera range (from 1963). The Agfa film was available in two colour film types, viz: CT = transparency film and CN = colour negative film, and Isopan black and white film. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
Also taken from the August 1968 catalogue is the page shown alongside, of Agfacolor colour negative film processing chemicals, printing papers and printing filters (foils). The negative film processing chemicals then included the 'Intermediate Bath' (code NZW) packed in the same box as the 'Bleach Bath' i.e. NZW+NII. The chemicals for colour print processing included the 'Stabilizer' (code Pa VIS) packed in the same box as the 'Bleach Fix', PPa III/K + Pa VIS. Unlike Kodak, Agfa-Gevaert never sold their 1 Litre size chemicals for colour materials in kit form until much later on. Agfacolor paper MCNIII (for masked negatives) was being sold to amateur photographers in most sizes at the same price as Agfacolor CNIII paper (for unmasked negatives). The new (masked) Agfacolor CN S film was designed to be printed on the MCN paper. In early 1969, Agfacolor paper MCNIII Type 7 in sheets became available at the same prices as alongside. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
Further from the August 1968 Agfa-Gevaert catalogue. Alongside are shown the retail prices for the various films, both negative (CN 17 Universal and the new CN S) and transparency (CT18 and CK20), on sale at that time. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
NEW AGFACOLOR NEGATIVE FILM The way in which the CN S film forms the masks is interesting. There is an additional green sensitive layer between the magenta and cyan forming emulsions. During colour development a colourless compound is formed with the product of oxidation of the developer in the masking layer; then the remaining uncoupled part of the coupler in this masking layer is oxidised in the bleach to form a yellow dye which is in fact a positive yellow mask to correct the unwanted blue absorption of the magenta negative image. Presumably the green sensitivity of both the magenta dye forming layer and the yellow forming masking layer are carefully matched so that the amount of yellow dye present in the finished negative is inversely proportional to the negative magenta image. The red mask is produced in the cyan layer which has a special mask former built into it in addition to the normal cyan forming couplers. This special masking substance reacts with the uncoupled cyan couplers i.e. those not used during development, to generate the cyan negative image and form a red dye positive mask in the bleach. It is an ingenious system, and it is interesting to note that both masks are coupled at the bleaching stage. The system is quite different from the Kodak one, in which the cyan and magenta colour couplers are themselves coloured, so those which are not coupled remain to form the positive masks. Agfacolor MCN III paper is recommended for printing from the masked negatives since it is adjusted speedwise in the individual layers to suit the new film. The same paper can be used to print CN 17 negatives by using a mask substitute filter. Later in the year an even faster paper, to be known as MCN III Type 7 will be marketed, and this will have the advantage of reducing printing time, thus enabling more prints to be produced over a given period, assuming negatives of similar density are being printed on both types of paper. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 When
“Agfacolor Neu” reversal film first made it’s
appearance in 1936, it proved that a multi-layer colour film
could be manufactured with the colour couplers incorporated into
three separate emulsion layers coated onto a single 'support'
and that this arrangement could be processed in a single colour
developer. It was processed with a first developer and then the
colour developer. It was available in Germany as 35mm 36 exposure
film and by late in the 1930s it also became available in the
UK. The British Journal Almanac of 1938 gave a short review on
Agfacolor Neu film and suggested it should best be exposed at
14 Scheiner in daylight (only about 2 ASA/ISO !), although
Agfa quoted a speed of 17 Scheiner (4 ASA). It cost
6 shillings (30p) for a cassette of 36 exposures including
processing (1937 price). Processing was done by Agfa. In the
1930s Agfa had an address in Lawrence St, St. Giles High St,
London, WC2, but its uncertain whether 'Neu' films were processed
there.
When
“Agfacolor Neu” reversal film first made it’s
appearance in 1936, it proved that a multi-layer colour film
could be manufactured with the colour couplers incorporated into
three separate emulsion layers coated onto a single 'support'
and that this arrangement could be processed in a single colour
developer. It was processed with a first developer and then the
colour developer. It was available in Germany as 35mm 36 exposure
film and by late in the 1930s it also became available in the
UK. The British Journal Almanac of 1938 gave a short review on
Agfacolor Neu film and suggested it should best be exposed at
14 Scheiner in daylight (only about 2 ASA/ISO !), although
Agfa quoted a speed of 17 Scheiner (4 ASA). It cost
6 shillings (30p) for a cassette of 36 exposures including
processing (1937 price). Processing was done by Agfa. In the
1930s Agfa had an address in Lawrence St, St. Giles High St,
London, WC2, but its uncertain whether 'Neu' films were processed
there. Agfa introduced “Positive Film
M” in 1963 for making transparences from masked colour
negatives, such as Agfacolor CN 17M film, and any other
masked colour negative films, including the Kodak range of colour
negative materials.
Agfa introduced “Positive Film
M” in 1963 for making transparences from masked colour
negatives, such as Agfacolor CN 17M film, and any other
masked colour negative films, including the Kodak range of colour
negative materials. An
improved type of masked film was introduced in 1966, called “Agfacolor
CN 17S" (S for Special), with a film speed of 40 ASA
(ISO). This film was available in roll film sizes, 35mm cassettes
of 12 and 20 exposures, and Agfa “Rapid” cassettes.
Amateur Photographer magazine for 3rd April 1966 carried an Agfa-Gevaert
double page colour spread advertisement for Agfacolor CN 17
Special Film. It contained pictures taken by
An
improved type of masked film was introduced in 1966, called “Agfacolor
CN 17S" (S for Special), with a film speed of 40 ASA
(ISO). This film was available in roll film sizes, 35mm cassettes
of 12 and 20 exposures, and Agfa “Rapid” cassettes.
Amateur Photographer magazine for 3rd April 1966 carried an Agfa-Gevaert
double page colour spread advertisement for Agfacolor CN 17
Special Film. It contained pictures taken by  The
second description of Agfacolor CN S film in 'Photography' magazine,
June 1968, was in the Felix Smith on Colour section. It
read:
The
second description of Agfacolor CN S film in 'Photography' magazine,
June 1968, was in the Felix Smith on Colour section. It
read:


|
High Temperature Processing of 80S Professional
Film (and CNS 2) in Rotary “one shot” Processors Processing was also possible at 75°F (24°C). A “high temperature” Rotary Processor procedure was possible for processing film in “Colenta” or “Metorette 70” type machines, working at 75°F. It was mainly for use with Agfacolor 80S Professional sheet and roll films, but it was also possible to process Agfacolor CNS 2 film using the same solutions and bath temperatures. This sequence dates from 1975. |
||||||||||||||||||||||||||||||||||||||||||||||
|
Load film in total darkness, or under Agfa Gevaert safelight filter, No. G4.
Total time: 28 minutes. Notes:
|
  This film was processed in Agfacolor N series chemicals, similar to the older Agfacolor CNS film. It was replaced by Agfacolor 100 film in 1982. |
|||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor CNS 400 in 1979 | ||
 |
Agfa Gevaert introduced Agfacolor CNS400 film in 1978, a 400 ASA(ISO) high speed colour negative film for processing in the Kodak C-41 colour negative film process or Agfacolor Process AP70. Later, in 1981, two new professional colour negative films appeared, N100S for daylight exposure, and N80L for tungsten lighting in 120 rolls and sheet film, both designed to be processed in Kodak C-41 or Agfa AP70 and the N100S film replaced Agfacolor Professional 80S film. With a speed of 400ASA (ISO) Agfacolor CNS 400 colour negative film was claimed to be ideal for elusive shots in subdued light, or high speed action shots. Also claimed to have a very high resolution with amazingly fine grain. It was available in 35mm, both 24 and 36 exposure cassettes, as well as 20 exposure cartridges of the 110 film size (The 110 cartridge-based film format was introduced by Kodak in 1972. It was essentially a miniaturised version of Kodak's earlier 126 film format. Each frame was 13mm × 17mm, with one registration hole. |
|
|
Agfacolor 100 in 1982 Both films were processed in Agfa AP70 chemicals, equivalent to Kodak process C-41. Agfacolor 100 film eventually replaced Agfacolor CNS2 film, one of the last Agfa Gevaert films designed to be processed in “Process N” chemistry. |
||
 |
||
| Amateur Photographer test of Agfacolor
Ultra, Optima and Portrait (October 13th 1990) Joël Lacey looks at Ultra, Portrait and Optima: the trio of films forming Agfa's latest assault on the colour print film market. |
|
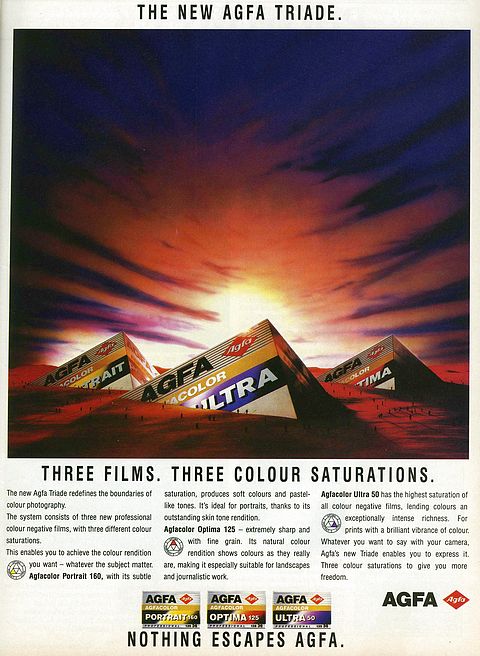 |
Naming a new concept in film making after a type of Chinese secret society - Triad - might not be the most subtle marketing exercise ever, but the idea of having essentially the same film with three very different levels of colour saturation is nonetheless a very interesting development. The three films - Portrait, Optima and Ultra - have different characteristics but are based on the same film technology. The mingling of different speed emulsion layers in different ratios is what makes the films differ in both film speed and colour saturation. This saturation is, according to Agfa, twice as great in Optima as it is in Portrait, and twice as high again in Ultra as it is in Optima. What this means in real terms is probably best ascertained from examining the photographs, but there are a couple of points worth looking at first. There are other differences between the three films, including one which would seem to go against a conventional wisdom which states that the faster the film speed, the finer the grain. But with Triad the price to be paid for the increase in colour saturation in Ultra is an increase in the graininess, as can be seen from the eyeball pull-ups from the portrait shots. In all things, Optima steers the middle course between the other two films, and it is also the most widely available of the trio. Neither Ultra nor Portrait is available in a larger format than 120, while for Optima sheet film up to 10x8in is available. All three films carry the 'Professional' tag and as such, expectations are bound to be quite high in terms of the quality of resolution and colour saturation involved. As far as the typical user is concerned - ie producing prints of no greater than enprint size - there is no doubt that each of the films fulfills its potential as far as resolution and contrast is concerned. A greater test occurs for these films as the shots are enlarged. In the vast majority of cases, the way in which a print looks is as much to do with the way it has been developed as it is with how critical the exposure was at the time of shooting. Unless adequate care is taken when the film is processed and printed - be it Agfa's Triad, Kodak's Ektar or Fuji's Reala - the quality will not be evident. Important Factor Food photography, on the other hand, may involve using highly saturated colours to make the food look both fresh and appetising, whereas for general photography where a sense of realism is welcome, a film which takes equal notice of flattery and saturation may be the best bet. With these criteria as the basis for film selection, Agfa is attempting to allow the photographer to give different treatment to different subjects while still keeping the same type of film in terms of some of its characteristics. |
|
Glancing at the diagram (alongside), it is interesting to note the bias in the films towards individual colours (assuming that the central origin of the axis is a point of no colour saturation). Historically, Agfa has always tended to tone down its reds a notch or two compared to the opposition, and this still seems to be the case with the Triad films. The difference in blue and magenta sensitivity and saturation between Ultra and the other two emulsions is significantly greater than for other colours. The addition of extra-sensitive material to a film is obviously going to have some influ-ence on the thickness of that film and, without the film base, Ultra is 50 per cent thicker than Portrait. Film Latitude |
|
 Ultra's raison d'etre is to give saturated colours. It succeeds (left hand side). Optima's fleshtones are the most realistic of the quartet (right hand side). |
 Portrait film de-emphasises skin problems for flattering portraits. Agfacolor Optima 125 gives good crisp whites Agfacolor Portrait 160 is the fastest film but with the finest grain ! |
 Portrait
is, in my view, just a little too bland to do justice to flesh
tones, while Ultra's tweaked colours do not have the natural
look that a film needs to succeed in the general arena, but then
again, demonstrably this is not what either of these films has
been designed for.
Portrait
is, in my view, just a little too bland to do justice to flesh
tones, while Ultra's tweaked colours do not have the natural
look that a film needs to succeed in the general arena, but then
again, demonstrably this is not what either of these films has
been designed for.|
|
||
|
In 1969, Agfa-Gevaert introduced “Duplichrome D 13”, a sheet film designed for making large duplicate colour transparencies. It was intended for making duplicates from original Agfa-Gevaert reversal films, such as Agfachrome 50S and 50L Professional films. Successful duplicates could also be made from Kodak Ektachrome and Kodachrome original transparencies. Duplichrome D 13 was available in sheet film sizes from 4 x 5 inches to 20 x 24 inches. The film had a speed of approximately 10 ASA (ISO) and was designed for exposures in enlargers with colour heads with a recommended exposure time of 1 second to 10 seconds. Original transparencies could be printed directly onto the duplicating film without the need for contrast masking or the use of the “flashing” technique. |
||
 |
 |
|
 |
 |
|
 |
Alongside is shown an instruction manual for using Duplichrome D13 film dating from May 1974. Printed in German, it gives descriptions of the Agfa subtractive yellow, magenta and cyan filters used to correct the colour balance of the duplicating film, plus the filter factors and a good colour correction table listing the filters to correct any colour cast. It is interesting to note that the table also lists corrections for colour cast when Tri Colour filters are used. For instance, a yellow (Gelb) cast required an increase (Verlangern) in exposure through the blue (Blau) filter. The Agfa filters used in Tri Colour printing were L622 Red, U531 Green and U449 Blue. Mixing instructions are given for the five solutions for the reversal process with two processing sequences, Normal and Schnell (fast). This small booklet packs a lot of information into its twelve pages. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Processing
Procedure for Duplichrome D 13 Either of two processing sequences could be used, a normal sequence taking 64 minutes wet time, and a rapid sequence taking 45 minutes wet time. The rapid sequence was mainly for use in processing machines such as “Colenta” and the processed transparencies had limited keeping properties due to the shorter processing times. It was suggested by Agfa to start the processing sequence in rotary machines with a “Pre Wet” bath before the First Development step.
Notes:
Duplichrome D 13 film remained on the market for many years. A new duplicating sheet film was introduced by Agfa-Gevaert in 1993 as “Agfachrome Duplicating Film”. It was available as 4 x 5 inches, 10 x 8 inches, and in 35mm. An Agfa-Gevaert catalogue for March 1993 states that “Other sizes of duplicating film available shortly”. It was designed for processing in Agfa AP–44, which was the equivalent of the Kodak E6 process. Agfachrome Duplicating Film was most likely the replacement product for Duplichrome D 13. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor
Reversal Duplicating Film (Reversal Coyping Film) Agfa-Gevaert also manufactured Agfacolor Reversal Duplicating Film. As far as is known, this film was for making 35mm duplicate transparencies from 35 mm originals and was only available in 35mm format. The film was originally known as Agfacolor Reversal Copying Film and was used by authorized Agfa processing laboratories for the production of 35 mm duplicate transparencies from the early 1950s. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor paper was first demonstrated at a meeting of the German Cinetechnical Society (Deutsche Kinotechnische Gesellschaft) in 1942 at Dresden, but due to wartime conditions, and lack of basic materials, Agfa did not release the Agfacolor negative / positive process until January 1949, and then only to a few laboratories in East/West Germany and later to Switzerland and Russia. Agfacolor film was made at Wolfen, in East Germany, and the colour printing paper was made at Leverkusen, in West Germany (note: although this is believed to be essentially true, some paper was manufactured at Wolfen; see below). After the war, the 'Rights' to the Agfa brandname were lost to the West German company, and the Wolfen company's products were rebranded ORWO (ORiginal WOlfen). The negative film, like the early cine film, was available in daylight, Type T, and artificial light, Type K. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Wolfen and ORWO, Film and Colour Paper: Agfa were making colour motion picture film, negative and positive, possibly since 1939 at their plant at Wolfen. Much later, when the film was marketed, it was labeled “Veb Filmfabrik Agfa Wolfen. Deutsche Demokratische Republik”. In the late 1940s, Agfacolor films Type T and Type K were also being manufactured at their West German factory at Leverkusen. By 1956, the Leverkusen factory was making the, then new, Agfacolor CN17 Universal colour negative film, (40 ASA(ISO)) designed for use in Daylight and Artificial light. At that time, CN17 film was only made at Leverkusen, the East German Agfa factory continued to make Type T and Type K films independently. As from 1956, the East German films were re-named, “Agfacolor Ultra “ negative films, with an increase in speed from 12 ASA(ISO) to 32 ASA for both types. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Alongside is shown a box of Agfacolor Ultra K Negative sheet film, manufactured in 1963 in East Germany by Agfa at Wolfen. This film is balanced for Tungsten light exposure at a speed of 40 ASA (ISO). It has an expiry date of April 1964. From 1964 onwards, products
made at the East German Wolfen factory were labeled ORWO (meaning
= 'Original Wolfen'), and this film became known as “Orwocolor
Negative, NK 17” The equivalent Daylight type film
was known as: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Until recently (March 2019) Michael Talbert believed Agfacolor paper was only made at Leverkusen, West Germany, possibly from the end of World War 2, and then marketed in Europe from 1949. However, below is shown a picture, plus side views, of a box of Agfacolor paper 9 x 12 cms, clearly marked as being made by Agfa at Wolfen, expiry date July 1960. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A box of 25 sheets of Agfacolor paper, size 9 x 12 cms, made at the East German factory at Wolfen. The paper contrast grade is “Hart”, (Hard), suitable for soft contrast or under exposed colour negatives. This paper would have been balanced for printing from unmasked colour negative films, such as the Agfacolor East German colour negative films, Ultra T for daylight, and Ultra K for artificial light. The emulsion number is 022 436, and the filtration given for changing over batches of paper is 10 00 10 (10 Yellow, 0 Magenta, 10 Cyan), given in “Wolfener Filter”, possibly equivalent to the Agfa colour printing filters. It is not known what the number 0784 refers to, and, strangely, there is no “paper code” printed on the label. The equivalent code printed on a similar packet made at Leverkusen, West Germany, would have been CH 111.
Left hand side of box:
Right hand side of box:
This is now a rare box, from a seller on the German e-bay web site. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
April 1951 Price list When Agfa negative / positive
colour materials arrived in the UK, in July 1951 (see below),
it was the policy of Agfa to only sell Agfacolor chemicals and
colour printing paper to those who had completed a course on
Agfacolor photography at one of the Agfacolor Schools. In 1951
there was an “Agfa Photo Schule” at Leverkusen. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The first item in the left hand column (see page above) is a kit of print processing chemicals for Agfacolor paper making 1 litre of each of the solutions apart from the Anti-Fading solution. This would have to be purchased separately in either ¼ or 1 litre bottles to be diluted to 10 times the volume. The Agfacolor 1 litre paper processing kits are not mentioned in any of the 1950s “Agfacolor” books by H.Berger. “Agepon” is a Wetting Agent. “Agfacolor Umrechnungstabelle” is some kind of measure for working out the exposure times for Agfacolor paper. “Agfacolor Rechenschieber” translates as a “Slide Rule”, again for calculating exposure times when changing the filtration using Agfacolor glass filters, using the filter factors given by Agfa. “Agfacolor Farbstern” or “Colour Star”. There is a diagram of a “Colour Star” in the 1950 edition of the Agfacolor book by H.Berger. It is a circle showing coloured triangles spaced around a circle. Green is opposite Magenta, Blue is opposite Yellow and so on. It might be a some kind of chart or poster to hang up in the darkroom. “Agfa Filmlack”. Filmlack is a lacquer for coating onto Agfacolor negative films to protect them from scratches, marks etc. It was applied onto the emulsion side after drying. "Agfacolor Lichschutzlosung” is an Anti Fading solution for Agfacolor paper. This solution must have been introduced from mid 1950 to early 1951 and was the last bath in the processing sequence before drying. Prints were bathed in the Anti Fading solution and dried without further washing. The very early processing sequences recommended Agepon Wetting Agent as the last bath before drying. |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1951
~ Agfacolor Arrives in the UK Until mid-1951, very few people had set eyes on an Agfacolor negative, let alone printed one. Agfa were concerned that if they marketed the process on the basis that everyone was able to purchase the special Agfacolor chemicals, colour paper and equipment to make their own colour prints, great difficulties would arise for the amateur printer from handling, processing, and especially the colour printing of an unknown negative material onto an unknown printing paper. This would have had a detrimental commercial effect on the Agfacolor negative/positive process as a whole. To provide technically satisfactory processing, Agfa set up four laboratories in the U.K. with specifically designed equipment to process and print Agfacolor negative film to a high standard. Staff at the laboratories were trained by Agfa in the various aspects of processing, printing and enlarging Agfacolor negatives. In July 1951, the first four companies to handle Agfacolor materials were (according to Mr.Napthine of Agfa)
Fencolor laboratories Ltd. of 11a, Newmarket Road, Cambridge, are first mentioned as Agfacolor processors in the BJPA of 1953, so its likely they started Agfacolor processsing in 1952. It appears that “University Cameras” of Cambridge sold Agfacolor negative film very early on and maybe took processing and printing orders for Fencolor. The Agfacolor process was capable of giving very good results, provided the film was exposed precisely in the right lighting conditions and the print was made with the correct printing filters in the enlarger. However, in the early days of Agfacolor printing, few people were able to filter an Agfacolor print successfully, so paper wastage was very high, - and expensive! It is quite possible that those who had some experience in making Carbro or Dye Transfer prints in the 1930s or 1940s, or maybe “Ansco Printon” prints, were the most qualified to judge colour casts on the new Agfacolor paper. Those who had made “assembly” prints would have had to learn an entirely new method of changing the colour balance of an Agfacolor print, using glass Agfacolor filters on a black and white enlarger with a filter draw, or working with a “Varioskop F” enlarger with an Agfacolor head. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A 1952 price list for Agfa colour films and processing | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The International School of Colour Photography was started in late 1951(see below, Note 1) at Heath House, Crockham Hill, Edenbridge, Kent, with a staff of three people, Kenneth Cobley, who lived at Heath house at the time, Gloria Walers (see below, Note 2), and Andy McDonald. It had been thought that Tommy Anderson (see below, Note 3), who was allegedly there from the start, invested in the company, but never worked there. The leaflet shown to the right was enclosed with the “Agfa News” letter (above). The leaflet advertises a special three day course at the School of Colour Photography for photographic dealers as well as a longer week’s course for photographers. The School of Colour Photography was located at Heath House, Edenbridge, where “Colour Processing Laboratories” were founded in 1952. The Principal mentioned in the leaflet was Kenneth Cobley. The School gave instruction on the use of Agfacolor negative and positive materials, from taking the picture to making the final colour print. In 1949, Agfa in Germany had set up a similar school, the “Agfa Photo Schüle” at Leverkusen. By March 1952 "The International School of Colour Photography" was open for weekly courses in Agfacolor photography (see advert from the Amateur Photographer magazine). Only photographers who had attended a course at an approved Agfacolor school, such as this, could obtain the genuine Agfacolor chemicals, equipment and Agfacolor printing paper to process their films and make their own colour prints in their own darkrooms. In the early 1950s, Agfacolor paper was balanced for their unmasked film, and was designated CN 111. It was a thick, double weight paper with a glossy surface. C-colour, N-normal, 1-double weight, 1-white, 1-gloss. A Hard grade, CH 111, was available from 1952. There was also a colour positive film, for making large display transparencies, later known as “Positive Film S” Agfacolor negative film CN17
(40 ASA) was introduced in 1956, and CN14 (20ASA) in 1958. A
masked film was put on the market in 1963, Agfacolor CN17M, with
a new printing paper for masked colour negatives, coded CN 111M,
later to be known as MCN 111. These papers, plus
others, are discussed below. Colour Processing
Laboratories (C.P.L.) In the “British Journal of Photography Almanac” for 1953, there is a mention of “The International School of Colour Photography” and “Colour Processing Laboratories” in the negative-positive materials – Agfacolor section. It is thought that the 'School' closed down in the early 1960s, after Agfacolor processing and printing materials had become widely available to amateur photographers (the Pa process). |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
By 1959, C.P.L. had an address in Pall Mall, London where colour negative film was processed in two hours and black and white proof prints, possibly contact prints, were produced in three hours, this included the negative processing time. It is quite likely that the laboratory ran an Agfacolor negative process as well as a Kodak C-22 process for Kodacolor roll films and Ektacolor sheet films; though note that Ektacolor Professional 120 size roll film did'nt appear until 1963. (Ref: Advertisement in The British Journal Photographic Almanac for 1959. The advert in question also mentions ICIcolor. This required a separate negative process and ICIcolor film could not be processed in Agfacolor negative film chemicals or Process C-22. It is not known if C.P.L. actually processed ICIcolor film or just made prints from ICIcolor negatives). In 1966 the company moved into
new premises on an industrial estate at "Fircroft Way, Edenbridge,
Kent". Fircroft Way was approximately 2¼ miles south
from Heath House at Crockham Hill beyond Edenbridge station on
the B2026. Another laboratory was opened at 9 Grafton Mews, Fitzroy
Square, London W.1. C.P.L. addresses in 1966: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Heath House, Fircroft Way, |
20 Crown Passage, 9 Grafton Mews, |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Notes: (1) Some old C.P.L. price lists state 1951 as the start date for the C.P.L. processing laboratory. But it is very unlikely that the 'School' was begun before the processing laboratory. Peter J Cheese, a PhD Research Student at The Photographic History Research Centre at De Montfort University, Leicester, has e-mailed (2nd September 2020) to say "Companies House Records show that Colour Processing Laboratories (C.P.L.) was incorporated on 11th December 1951, company number 00502207". (2) When Michael Talbert worked at C.P.L., the print manager he worked under mentioned that he had been taught to filter by Gloria Walers, but he pronounced the name as Waters. (3) In 1975, when Michael Talbert was filtering some prints in the machine printing department, someone who he had never previously seen at the laboratory, came up the stairs to the department, looked around, and asked if the laboratory made Dye Transfer prints. He replied that as far as he knew, C.P.L. had never made Dye Transfer prints. On mentioning this to the manager Michael was told the person enquiring was Tommy Anderson. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The above C.P.L. addresses were obtained from a magazine describing the 'British Photographic Export Group' which was founded in 1966 just before the “Photokina” exhibition at Köln in October 1966. There’s an advert for C.P.L. on the back cover of that magazine which gives all four addresses of the C.P.L. locations at that time - see below and left. The back page advertisement is based around the company called Photo Mayo in Newcastle, run by Bob Mayo. There is a short article on C.P.L. inside plus other articles on the companies that joined the British Photographic Export Group in 1966. De Vere is one, and there is a short description on the, then new, Mark X giant horizontal enlarger which ran on rails and made wall size enlargements. The magazine was given out to visitors to B.P.E.G. stand in “Halle 10” at the Photokina exhibition in October 1966. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Summary Table ~ Agfacolor Colour Negative Printing Papers, 1949 to (at least) 2006 The following table is offered as a summary Guide to the availability of various Agfacolor papers, between their earliest and perhaps 1993.
Notes.
Later processes
for Agfacolor papers Types 8 and 9. Agfacolor Process 95 for Type 8 papers only.
This process was designed for Mini Lab use only, and was a faster process than AP-92/EP-2. The “Super Stabilizer” could be replaced with a wash of the same time duration. The process was time compatible with AP-92/EP-2 but not chemically compatible and Agfacolor papers designed for process AP-94/RA-4 could not be processed successfully in Process 95. (Ref: Agfacolor Process 95 for Agfacolor Type 8 paper. TD P-95-C). Process 91 for Agfaprint processors. For Type 9 and 9i. Agfacolor
Papers Surface Codes 117 carries the following meaning: Paper with the the first figure
= “3” (as in 310), indicates that the paper base was
polyethylene (P.E) coated paper, equivalent to Kodak Resin Coated
base, R.C. 310 = Medium weight, P.E. base,
1 = White, 0 = High Gloss The 317 surface was replaced by the 319 surface in the late 1970s. Baryta (Fibre
Based) paper |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Below are shown two early, around 1954, Agfacolor prints. The left hand print is believed to have been more exposed to light during the intervening years than the print on the right hand side, which was kept in an an album. The album print is more magenta/blue. The different storage of the prints is likely to have contributed to their change of colour and the amount of fading. These early Agfacolor prints don't show 'thermal yellowing' nearly as badly as early Kodacolor prints. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor CN 111 Agfacolor CN 111 Paper. This paper was specifically for printing from unmasked negatives such as Agfacolor CN17 film. It was much slower in speed than the subsequent Agfacolor MCN 111 Type 7 paper. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg)
|
.jpg)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The CN 111 box above seems to date from 1969 to 1972. There is fair certainty that CN 111 paper was no longer made by 1973. Hence this box is one of the last batches. The “Grundzahl” figures (see below) are printed on the underside of the box (see picture above, right) and in this example are 60 40 00 (60 Yellow, 40 Magenta, 0 Cyan). Filter corrections on the later batches of this paper may have been very similar to filtrations on MCN 111 papers for masked colour negatives such as Agfacolor CNS films; also Ektacolor and Kodacolor. The “storage advice”, as printed underneath “Agfacolor” on MCN paper labels, is omitted, since CN 111 paper could be stored at a temperature 'not above 68F (20C)'. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor Paper CH 111 This label dates from 1960, although the design of the larger label may date from the 1950s. Agfacolor paper CH 111 was first introduced in 1952. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Layer Changes in Agfacolor Papers CN 111 and
CH 111 The sharpest layer was always the top layer, and as the Cyan dye image generated by the Red sensitive layer carried the most tonal weight, or was the darkest dye, it was found an advantage to coat the Red sensitive layer on top, thus giving the print a slightly higher visual sharpness. The Green sensitive layer remained in the middle, and the Blue sensitive yellow dye forming layer was coated next to the paper base. It was also possible to dispense with the yellow filter layer, as previously coated under the Blue sensitive layer, by making the Blue sensitive layer much faster in speed than the relative blue sensitivity of the other two layers. Eastman Kodak had “reversed” the layer order in their Kodacolor papers some years before (believed to be Kodacolor III Type 1348, in 1954, see Early Kodacolor Print Materials). This layer order in CN111 and CH111 papers remained until their demise, in about 1969. The subsequent Agfacolor MCN 111 paper was coated in the reverse order, with Red sensitive on the base and Blue sensitive on the surface. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor Paper MCN 111 MCN 111 Masked, Colour, Normal (grade), Double Weight (1), White, (1), Glossy, (1). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
This first label dates pre-July 1964, as the main label states Agfa, whereas post-July 1964 the labels stated Agfa-Gevaert. The paper was for use with Normal contrast negatives. The paper quickly became popular for printing from other masked colour negative films, notably, Kodacolor rollfilms and Ektacolor sheet films. In 1968, an improved version of MCNI 111 paper was introduced in rolls of paper for photo finishing only, namely, MCN 111 Type 7, (see below). The print filtrations needed to correct colour casts on MCN 111 paper were generally of much higher values, or density, compared to the later Type 7 paper. On later labels storage information was printed underneath the cyan panel. It was recommended that MCN 111 paper was stored at or below 10°C (50°F) to extend the keeping properties of the paper. Agfa and Gevaert joined forces in July 1964. Both these companies continued to make colour film and colour printing paper with their own brand labelling for a year or two after 1964, but from autumn 1964 many film and paper products were labelled “Agfa-Gevaert”. Ntoice that the safelight filter information is incorrectly stated as simply 166; this safelight is for the previous, less sensitive, CN 111 paper. The correct safelight should be 166M, and was corrected on later packets, see labels below. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|


|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfa-Gevaert Agfacolor MCN III Type 7 Paper | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
An improved Agfacolor paper,
MCN 111 Type 7, was introduced in 1968. Type 7 was designed for printing from masked colour negatives and was approximately twice the speed of the older MCN 111 papeer and four times the speed of Agfacolor CN 111 paper. By this time manufacture of the Hard grade Agfacolor CH 111 paper had ceased. In general, the new Type 7 paper required lower filter corrections to produce a correctly balanced print. The paper was designed to be processed in Agfacolor Pa chemicals. In appearance, Type 7 paper was identical to the older MCN 111 paper, with regard to surface and base thickness. In the early 1970s, the author made some prints on a silk surface Agfacolor paper designated MCN 117 Type 7. Code: 1 = Double Weight; 1 = White; 7 = Silk Texture. It had a lower contrast than the glossy surface Agfacolor paper, due to the Silk surface. MCN 111 Type 7 paper was replaced by MCN 111 Type 4 paper in 1972. From then on, Agfa-Gevaert numbered their colour printing papers in sequence. In 1983, Agfa-Gevaert introduced another paper designated Type 7, being CN 310 Type 7. This paper was for use in Agfa CP-92 process chemistry, which was the equivalent of the Kodak EP-2 process. CN 310 Type 7 was an entirely different product to the older MCN 111 Type 7 paper of the early 1970s. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The letters O.R. printed to the left hand side of the top of the label (see image, below) meant the paper was not “Back Marked”. The trade mark “Agfa” was printed on the back of Agfacolor paper diagonally at about 2 inch intervals on “Back Marked “ paper and such packs were printed with the letters M.R. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
As best is known, Agfacolor MCN111 Type 7 paper was still being manufactured in 1977. Information on Type 7 paper was included in a supplementary booklet dated January 1976, enclosed in “Agfacolor”, by Heinz Berger, Ninth Edition, published in 1972. Michael Talbert (author of this page) saw many 20 x 24 inch 25 sheet packets in a refrigerator at the 'Colour Processing Laboratories' (CPL) in 1977. Type 7 paper was not included in an “Agfa Gevaert Professional” price list for February 1978. It is believed that MCN111 Type 4 paper emulsion (see below) was no longer coated onto a byrata (paper) base after 1975 and the Type 7 paper was manufactured as a substitute. As far as the author is aware, the Type 7 emulsion was never coated onto a polyethelene (P.E.) base. The sealing labels on the later Agfacolor Type 7 paper boxes and packets are identical to the later labels on the Type 4 labels, except for the paper type number and the very small figures on either side of the label denoting the label number. The Type 7 label numbers are: DZ406 (cf. DZ 405) and 0150 107 (cf. 0150 104). There are two Type 4 labels for 50 inch roll paper grouped together a short distance below, the right hand label being the one almost identical to the later Type 7 label. It is likely that after 1977 Agfa Gevaert only produced batches of Type 7 paper to special order (ref: Agfacolor Professional price list, Feb. 1978.). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfa-Gevaert
Agfacolor MCN III Type 4 Paper This Type 4 box dates from about 1972, and is most likely one of the first batches of Type 4 paper, as “Typ 4” has been printed onto an old “MCN 111” paper label dating from before 1969. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
New labels for Agfacolor paper were introduced in 1974. This image shows a comparison between old and new Type 4 paper labels for roll paper, 50 inches wide and 33 feet long for mural prints. They are almost exactly the same Batch No. and by this time the “Grundzahl” figures, 70 40 00, were printed on the paper label. The new label denotes the surface – White Glossy, and “E.I.” stands for “Emulsion In” (emulsion side rolled inwards). In 1974, 50 inches was the widest width of colour paper obtainable from Agfa Gevaert. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfa-Gevaert Agfacolor MCN 310
Type 4 Paper Agfacolor Type 4 emulsions were first coated onto a Polyethylene (P.E.) base in 1972. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below is shown a box of Agfacolor MCN317 Type 4 paper dating from 1972 to 1973. This is thought to be the first label of the then new Polyethylene (P.E.) based colour papers introduced by Agfa Gevaert in 1972. The UK laboratory where Michael Talbert (author) worked in 1971 to 1972 was testing the Agfacolor P.E. paper with a gloss surface, MCN310 Type 4, in 1972, the paper being processed through the Agfacolor Pa process, four solutions and two washes, alongside the conventional byrata based papers, MCN 111, Types 7 and 4. It is likely that by 1972 Agfa Gevaert had also introduced the Silk 317 surface. The rear label (right below)
is similar to the 1970 MCN111 Type 7 label with the diagonal
blue line across the left hand side. The “Grundzahl”
figures are printed onto the orange box which dates the box to
pre-1974. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Below is shown the front and rear labels on a box of Type 4 P.E. paper with a “White Silk Grain” finish (hence the numbering 317). It appears this box was originally labelled “MCN317/4d”, but the “d” has been blanked over. The “White Silk Grain” finish had been replaced by “White Lustre” by the early 1980s (see Type 5 Agfacolor paper, below). The illustrated box dates from 1975. The back of the box (right, below) shows the usual “Grundzahl” figures plus storage information. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfa-Gevaert Agfacolor MCN 310 Type 4e Paper The emulsion support consisted of a thin layer of paper which had been coated on both sides with a layer of polyethylene. In the photographs below, inthe code MCN 310/4e, the 3 denotes the paper has a polyethylene base (PE), the 1 indicates a white colour base and the 0 denotes a high gloss surface. The light sensitive emulsion
was coated directly onto the polyethylene giving a very smooth
high gloss surface. Other surfaces were obtained by embossing
the gloss surface to give: The paper was sensitised starting with the red sensitive layer, with its cyan coupler, nearest the base. The middle layer was sensitive to green, with a magenta coupler, and the top layer to blue, with a yellow coupler. There was no yellow filter below the blue sensitive layer. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 A label from a packet of Agfacolor Type 4e paper with a glossy surface, Code 310. The triangular stamp indicates that the paper is compatible with Process 85. This packet dates from 1978 – 79. |
 A later label from a packet of Agfacolor Type 4e paper of the same Code 310 surface. The rectangular stamp includes Process 85 and the (then new) Process 81 for machine processing. This packet dates from 1980. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 The two rear two labels (above and opposite) show the filtrations given to calculate an approximate print filtration when changing between batches of paper. O.R. on the label indicates that the back of the paper was not imprinted with the Agfa logo (or any other back print). |
 This rear label, with the filtration 60 50 00, is the later (1980) pack of paper (as above). |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Processsing
Type 4/e Agfacolor Type 4e paper was compatible with Processes 82, 85/86, and 81. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor MCN 310 Type 5 Paper By this time Agfa-Gevaert were no longer manufacturing colour printing paper with a byrata (paper) base. “PE” stood for Polyethylene, the equivalent of a Resin Coated base. Sizes of paper ranged from 5 x 7 inches to 24 x 32 inches. The 24 x 32 inch size could be processed in the larger Agfaprint C66 table top processor. The smaller Agfaprint C37 was capable of processing prints up to 12 x 16 inches. The box illustrated below contained 50 sheets of Agfacolor Type 5 paper with a “Lustre” surface, denoted by the numbering 319. It dates from 1981. The “Grundzahl” figures were printed on the rear label (right hand side, below) and the processes listed for the paper (88 or 90 or P) were similar to Kodak Ektaprint 2, but not compatible. The “White Lustre” surface was almost identical to the Kodak colour printing paper surface “Lustre Luxe E”. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfa-Gevaert
Agfacolor Paper CS 310 Type 6 The back of packet label (right, below) has the numbers “40 45 40” which may relate to some kind of Additive Speed system, for Tri Colour printing. Or it could also be a white light filtration of Yellow, Magenta and Cyan figures which, if the “40” is subtracted from each figure, leaves 5 Magenta. This may mean a correction of +5 Magenta to be applied to this particular batch of paper. But this is an unusual way to express +5 Magenta, hence the uncertainty of the meaning of these figures. Type 6 was replaced by Agfacolor Type 7 paper in 1983. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfa-Gevaert Agfacolor Paper CN 310 Type 7 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Label from a box of Agfacolor paper CN310 Type 7 dating from the mid 1980s (Type 7 arrived in 1983 ?). 310 is the Glossy surface, and the “3” indicates Grade 3 , Normal Contrast grade. This paper had a PE (resin coated) base. This later Type 7 was a completely different product to the older 1960s MCNIII Type 7 paper. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfa-Gevaert Agfacolor Paper CN 310 Type 8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Glossy surface, Normal Grade (3). “BUEF5” (lower right hand corner) is the catalogue number, and the emulsion number follows. Also shown are the “Filtration change” figures for changing between different batches of paper. Instead of the “Grundzahl” figures, Agfa had now adopted a method similar to Kodak’s “Filter Pack Adjustment” or “White Light Data”, as printed on the labels of their Ektacolor papers. -5Y -20M 90 stands for “Minus 5 Yellow Minus 20 Magenta, Exposure Factor 90”. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
“BUFE7” is the catalogue number, and the emulsion number follows. By this time, Agfa-Gevaert no longer printed any filter corrections on their paper labels.  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfa-Gevaert Agfacolor Signum Paper CN 312 The pictures below are of an Agfacolor Professional Signum paper label on a box of 8 x 10 inch paper. This is the first type of Signum paper, there was a Signum II. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The label indicates a Semi Matt surface, CN312, which Agfa termed as 'Matt'. The paper was also available in a 'Gloss' surface, CN310.  |
Both the catalogue code 'B7DQK' and the paper are listed in the Agfa Price List for May 1998. This paper was processed in Agfa AP-94 chemicals, equivalent to the Kodak RA-4 process.  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 MCN
111 paper was introduced in 1963 for making prints from the then
new
MCN
111 paper was introduced in 1963 for making prints from the then
new |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor Printing
Filters Although the Eastman Kodak Company had been making Kodacolor prints with semi-automatic printing machines, using a method of Tri-color printing, since 1942 (see: Early Kodacolor Print Materials), the Agfa company preferred a different approach. Agfacolor prints were made by a method known as “White Light” printing, in which the colour cast on a test print was removed by inserting coloured filters into the light beam of the printer or enlarger. Although this web page has already described the colour printing filters used in Motion Picture printing (see above), the Agfacolor printing filters for use in printers and enlargers were slightly different. In 1951, Agfacolor Printing filters for use in printers and enlargers were manufactured as square glass sheets, in 6 sizes, from 2¾inch square for enlargers taking 35mm negatives, up to 11¾inch square for vertical or horizontal enlargers designed to print large sheet film negatives. All sizes of printing filters were available in the three subtractive colours i.e yellow, magenta and blue-green (cyan) in a range of varying densities. The lowest colour density was nominated as a “5” unit filter and then the filter densities progressed in 10 unit densities up to and including 100, the highest colour density. Thus a set of filters would consist of 11 in each colour, making 33 separate filters (in 1958, a set of 24 gelatine Agfacolor printing filters was manufactured specifically for amateur colour printers, 8 filters in each colour). The “100” density filter was marked as “99”, so a six figure code could be used when writing the filtrations used in colour printing. The filtrations used for each colour print or test print were written in the strict order of “Yellow, Magenta, Cyan”, the colour Blue-Green was (by then) known as “Cyan”. The filtration 00 99 45 would consist of: no yellow filters, a 99 magenta filter, a 40 cyan filter, and a 5 cyan filter. A simpler way of writing filtrations was to abbreviate the designation for the filter not being used by using a line. 00 99 45 became – 99 45. This is said: "Stroke, ninety-nine, forty-five". |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Printing Filters and Mosaic (Test Strip) Filters in Storage Box | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
For Agfacolor printing, an enlarger with a filter draw was an essential requirement, though it was possible to modify a black and white enlarger for colour printing by fitting some kind of filter draw between the light source and the condensers. The sets of 33 colour printing filters were supplied in a wooden case. The one shown alongside is believed to date from the mid to late 1950s. There are 11 filters in each colour, from 5 to 99 (effectively 100) in colour density, plus three Mosaic filters. The first three filters at the left hand end are the Mosaic filters, see here (below) for an explanation of their use. The size of each filter is 4¾inches (12cm) square. Glass filters of this size were still being used in De Vere Mark X Horizontal enlargers for making mural colour prints on Agfacolor paper and on Cibachrome Print material CCP – D 182 in the 1970s. On each filter is printed a black/white edge; the denser the filter, the longer was the printed white section compared with the black section. It was then easy to tell if the filters were not in order of density when they were put back in their case or before the start of a printing session. There are 11 Yellow filters,
11 Magenta filters, and 11 Cyan filters. The densities of each
of the filters are given above on the white strip below the hinge
of the lid. At the left hand end of this top white strip, is
marked:- |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The square “window” at the left hand end of the box, which could be covered by the flap, is a safelight (safe for Agfacolor paper types CN111 and CH111) to help select the correct printing filter in the dark without risk of fogging the Agfacolor paper and without having to turn on the main room light. The “Safelight” was operated by the small white switch, visible at the right hand side of the flap. The left hand end of the filter box opens and folds back as there is a hinge at the back of the box. Inside the box there is a voltage transformer connected to the small bulb for illuminating the safelight filter under the flap. The input voltage is 240volts on the model illustrated. The safelight was an available extra when purchasing the box of filters from Agfa. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
1951 Prices of Printing Filters, Mosiac Filters and Storage Boxes Alongside is a page from an Agfacolor price list published in April 1951. This was prior to Agfacolor being sold in the UK, which was July 1951. The page lists the prices in German Marks (Deutsche Marks = DM), which was the German currency pre-1999 when the EU Euro was introduced. In 1951 the currency conversion was around DM 12 = £1. The page lists Agfacolor printing filters, mosaic filters and the wooden boxes to keep the sets of filters in i.e. Agfacolor-Farbfiltertresor. Bruttopreis = Gross, before
income tax. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Enlargements from colour negatives were made in exactly the same manner as enlarging from black and white negatives, apart from the use of the colour printing filters. The colour printing filters were used to correct any colour cast by inserting a filter of the same colour and density of the cast.
It is never necessary to print with all three colours of filter within the enlarger since same strength yellow, magenta and cyan filters simply cancel each other out. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Enlarger Heads Instead of a whole array of individual glass colour printing filters of varying densities, a special printing enlarger “Colour Head” was equipped with one “99” (100) density glass filter in each of the subtractive colours which could be gradually introduced into the light beam of the enlarger. Three knobs on the outside of the colour head were provided for moving the “99” filters more or less into the light beam. Above the knobs was a graduated scale from 0 to 99. When half the filter was across the light beam the scale registered “50”, and so on. The filtration of any colour print could now be corrected to any degree down to a unit of “1”, whereas the smallest change when using glass filters was a unit of “5”, the smallest density glass filter made. If the colour cast on the test print was so strong that a higher filtration than “99” was needed to eliminate the cast, a fourth knob, situated in the centre of the colour head was pulled out to introduce a further “99” filter in any one of the three subtractive colours. The first Agfacolor Heads to be manufactured were provided with one “99” supplementary filter but later, in the early 1950s, the Heads were modified to incorporate one pull-out knob for each colour. The maximum filtration which could then be utilized was 210 units in each colour. The rotary knobs were able to be turned past the “99” mark giving another 10 filtration in each colour. This was to allow for a certain amount of fading of the filters. The pull-out knobs were known as “stops”, and the rotary knobs were known as “dials”. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The lamp used in the Agfacolor Head was a 250 watt tungsten bulb. This bulb also illuminated the scales above the rotary knobs so that the filtration could be adjusted in the dark-room. The light was thoroughly mixed before reaching the condensers of the enlarger. The “Agfa Varioskop” was the first enlarger to be fitted with an Agfacolor Head, although the Head was modified to fit other makes of enlargers. One of the first companies to fit an Agfacolor Head to their enlargers was De Vere, who had started making enlargers for black and white printing in 1947. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The author has had considerable experience of making prints using Agfacolor Heads and can add the following comments.
Compensation
for exposure times when using Agfacolor filters Agfa produced tables of exposure
factors for calculating exposures for all possible variations
in filtrations. A print exposure made with no filters in the filter draw (zero print) is judged to have a Blue/Magenta cast and glass filters of 120 Magenta and 90 Cyan are placed in the enlarger filter draw to correct the colour cast. ( -- 120 90) The original 'correct' exposure with no filters was 8 seconds at f/11. The exposure factor given for those particular Magenta and Cyan filters is 7.4. Therefore the print exposure has to be increased by 7.4 times the original exposure. Thus, 7.4 x 8 = 59.2. The print would have been exposed at 60 seconds at f/11. The length of time could, of course, be reduced to 30 seconds at f/8 When using the Agfacolor head the exposure factors were sometimes less. In this case, the exposure factor for 120 magenta and 90Cyan is 6.6. Glass filters generally required more compensation in print exposure than the colour heads because of a small amount of light reflection between the filter surfaces in a stack of glass filters placed in a filter draw. Exposure factors for the glass
filters ranged from: When adding glass filters, or dialing up filters on the Enlarger Colour Head, the exposure time was multiplied by the appropriate exposure factor. When removing glass filters, or dialing down, the exposure time was divided by the appropriate exposure factor. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Early Methods of Calculating the Correct Colour Balance of an Agfacolor Print | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The Agfacolor Mosaic Filters | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
In the early 1950s, the most difficult aspect of making any successful colour print, was deciding on which printing filters to place in the filter draw to eliminate the colour cast. Two decisions had to be made.
Of course it was quite possible to expose many test strips with different filtrations and exposure times on a trial and error basis in the hope that one or other of the tests might show the correct colour balance. This takes much time and uses up a lot of colour printing paper. hence, Agfa invented a faster method of arriving at the correct filtration while exposing only the minimum of test strips. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
The Agfa Mosaic filters consisted of different filter combinations, available as three different filter groups. Each mosaic filter contained 36 different filter combinations in a chequer board fashion. One mosaic filter was of Yellow – Magenta filtrations, from no filtration to 99 99 –. Another mosaic was of Yellow – Cyan filtrations, from no filtration to 99 – 99. The third mosaic was of Magenta – Cyan filtrations, from no filtration to – 99 99. Each mosaic filter was available as a glass filter for placing on top of a piece of Agfacolor paper. A Mosaic print was made by “printing” the Mosaic filter onto the paper with the negative in the negative carrier. Procedure for using the Agfacolor Mosaic filters
Hence, if the "zero" test print had a Green cast, then another test was exposed, this time with the Yellow – Cyan mosaic filter placed on top of the printing paper (i.e. adding Yellow - Cyan filtration) and exposing for twice the time as assessed by the “zero” stepped exposure test print. The Yellow – Cyan Mosaic was graduated in 36 Yellow and Cyan filtration combinations at 20 unit intervals, for filtering out colour casts from Yellow to Green to Cyan (see diagram). The exposure time was doubled to compensate in general for the density of the different filtrations in the mosaic filter. Each mosaic filter repeated the same group of 36 different filtrations eight times, so that a single exposure using the mosaic would show the effect of the mosaic over 8 different parts of the print. Each filter measured 4¾ inches by 2½ inches. After processing, the Mosaic print would show a range of colours from Blue to Magenta to Red. A filtration for exposing the final print could be assessed by choosing the most neutral coloured square, repeated eight times over the Mosaic test print. A special mask was available, which isolated the “assessed” filtration in the eight sections. It was perforated with eight square holes, and when placed on the Mosaic print and one square hole lined up with a selected filtration, the other seven holes would show the result from the same filtration in the other seven sections. Having found the filtration for that particular square, (see diagram), those filters could be placed in the filter draw, the exposure time calculated from the exposure factor table, based on the “zero” print exposure, and the final print exposed. In practice, it is likely that another test print would be exposed, as the Mosaic filters were made at 20 unit intervals and so an estimated 'in between' filtration might have to be made. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| If the colour cast on the “zero” print was so strong that the Mosaic print (as in the example) was still Yellow, or Cyan, or Green in the 99 – – square, or the – – 99 square, or the 99 – 99 square, then another trial Mosaic print was exposed, but this time with a 99 unit filter of the same colour of the cast placed in the filter draw. When the Mosaic print was assessed, it was remembered that each, say, yellow filtration had been increased by 99 units. For example, the 40 – – square would now be 140 – –. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The disadvantages of the mosaic filter system were:
It should be noted that a saturated area of any colour is extremely difficult to filter to correct balance because that area of the print may look acceptable at a number of differing filtrations that would not be representative of the picture as a whole. Because of these disadvantages, the mosaic system was almost obsolete by the end of the 1950s. A far better method was to make one test strip from a new negative at a filtration based on previously printed negatives and then, according to the colour of this test strip, make three or four more tests with different estimated filter values. It was quite possible that one of the tests would be close to a neutral colour balance. Another two estimated test strips would likely bring the correct filtration to within 10 filter units and a final, correctly balanced, print could then be made. In the long run, this method probably wasted less paper on test prints than the mosaic system. Agfacolor
Comparator The Comparator was equipped with a set of Agfacolor printing filters which could be set at the filtration for the “known” Agfacolor negative (one that printed to a neutral balance), and another set of printing filters which were adjustable to match the colour of the two negatives. Both negatives were viewed at the same time, and the filters were changed under the “unknown” negative, (the negative that was to be printed), until the colour of both negatives looked the same. The value of the printing filters used to match the colour of the negatives was then used to make the final print. Example:-The “known” Agfacolor negative had been printed at a filtration of -- 40 40 and this had produced a satisfactory print. When the “unknown” negative was matched in colour to the “known” negative, the matching filters were -- 85 90, then this filtration was the correct one for the final print. By adding blue filters, almost 50 blue, this meant that the “unknown” negative was yellower than the “known” negative. If the “unknown” negative had been printed at a filtration of – 40 40, then the resulting print would have printed bluer, the amount of extra yellow in the negative producing a blue cast. By adding a blue filter, approximately 50 blue, or in colour printing filter terms, 45 Magenta, 50 Cyan, ( -- 85 90) , this filtered out the blue cast. If, instead, the “unknown”
negative had been bluer than the “known” negative,
the yellow filter over the “unknown” negative would
have to be adjusted until a match was found. Assuming that the
filters under the “unknown” negative were -- 40 40,
and a yellow filter was added of value of 60 -- --, the resulting
filtration would be 60 40 40. Subtracting the neutral density
value of 40, leaves a filtration of 20 -- -- . This filtration
would be used for printing the “unknown” negative. The
'Colorax' and other devices Below are some pictures of an Agfacolor “Colorax” device in a box dating from the early 1950s. It came off the German ebay site and is incomplete. Michael Talbert (author) is still trying to work out how it was used! There is a circular “chart” giving filtrations corresponding to a glass filter with different coloured segments, It is believed that originally there were three of these “segment” filters, though the item purchased has only got one. In a 1954 book by Berger, "Agfacolor", there is a picture of the Colorax with the circular chart, plus another chart with numbers (exposure times?) on it like a graph. This graph is also missing from the ebay puchase, so the author can only guess what it might have been used for. It could have been used for working out exposure times, calculated from filter factors for various filtrations. There are also three glass filters with segments in the book's picture. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The “Colorax” was made by Stumpp and Schule, Beuren, Nurtingen, Germany, and was designed for finding the correct filtration when printing Agfacolor unmasked colour negatives onto Agfacolor papers CN 111 and CH 111. The “disc” in the background was used to work out the filtration from the test prints exposed in the Colorax. .jpg) |
.jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
.jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Referring
to the Colorax circular filtration chart, left hand picture,
above. For example: A test print using the 12 sector filters would have produced 3 filtrations of 10 strength red, green and blue, and 3 filtrations of 30 strength red, green, and blue. The other 6 filtrations would have been variations between 10 and 30 in yellow, magenta, and cyan. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The Colorax was specifically made to be used with unmasked Agfacolor negative films, Type T (daylight), and type K (artificial light). These films were designed to be printed onto Agfacolor papers, CN 111, and CH 111 with the lowest filtration possible; at best with zero filtration. In the early 1950s the filter combinations could have been made up of yellow/magenta, yellow/cyan, magenta/cyan filters. Filter values over 100 (99), were deemed unlikely. When Agfacolor masked films became available in 1963, namely Agfacolor CN17M, the colour negatives were always printed with some yellow and some magenta filters when printed onto a paper with a very high sensitivity to blue light, such as Agfacolor MCN 111. Its unlikely that Stumpp and Schule were making the Colorax device much beyond 1962, as by then electronic colour analysers would have been on the market. The Colorax is no longer included in the edition of Berger’s "Agfacolor" book, published in January 1964, a German language edition. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Other early colour printing 'analyser' gadgets or devices were the “E.K. Strip printer” and the “Colormeister”. By the early 1960s, most of these gadgets were rendered obsolete. More sophisticated methods evaluating colour negatives were appearing on the market such as electronic densitometers which, if correctly calibrated, could give a fairly accurate filtration from an unknown negative in seconds. One of the best densitometers made was the “Macbeth Quantalog”, made by the Macbeth Corporation, Newburgh, New York, U.S.A. Another was the “Welch Densichron”. These newly marketed densitometers drastically reduced the amount of tests prints made in hand enlarging. 'Hand enlarging' is a term in the photofinishing industry referring to enlargements made manually with an enlarger, as opposed to small prints made on an automatic machine, as is usually the case with amateurs’ negative films. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Notes
on Early Filtrations used with the AGFACOLOR Heads By the mid-1950s, it was noticeable to Michael Talbert (author) that filtrations for Agfacolor prints were generally moving in a Magenta/Cyan direction, the yellow filter hardly ever being used. Agfacolor CN 111 and CH 111 papers would have been in use at this time. John Vickers, author of the book, “Making and Printing Colour Negatives” published in 1959, gives filtrations mainly in Magenta and Cyan. In the late 1950s, Kodak Colour Print paper Type C and the later Ektacolor papers, were balanced for use with Yellow and Magenta filters, probably due to Kodacolor and Ektacolor negative films all being of the “orange mask” variety from the mid-1950s (see Kodak web page). Agfa introduced their first “orange” masked negative film in 1963, being CN17M, and with it a new printing paper, CN 111M, the latter balanced for use with masked negatives using, like the equivalent Kodak papers, Yellow and Magenta filters to correct the colour balance. By 1964, the paper became known as MCN 111. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
History
of Grundzahl Figures
The filtration used to produce an accurate grey print was known as the “basic filter value” or “Grundzahl” (base number) and was printed onto every box or packet of Agfacolor paper in a three figure code in the order of Yellow, Magenta, Cyan e.g. 00 20 30. A batch of paper bearing a Grundzahl figure of 00 00 00 would represent a “perfect” paper as manufactured i.e. all three emulsions were exactly the same speed and no filter corrections were necessary other than ones required by the negative itself. In practice, this occurred very infrequently; the vast majority of Agfacolor paper batches required a certain amount of 'paper batch' filter correction. The “Grundzahl” figures could be of any combination of filters, as shown in the picture (alongside) of examples taken from Agfacolor CN111 paper packaging. One shows corrections for a red cast, 30 40 00, one for a green cast, 90 00 10, and one for a blue cast, 00 40 50. Applying these filters to the 'standard' printer lighting would give a perfect grey in the resulting print. In 1963, Agfa introduced their first masked negative film, CN17M, plus a new printing paper, coded MCN111, for making prints from that masked film. Due to the orange/yellow colour mask incorporated in the new film, Agfacolor CN111 paper could not be used to make prints from it. As the film had a very distinct orange cast due to its masking, any prints made on CN111 paper would show a very heavy cyan/blue cast. True, this heavy cast could have been “filtered out” by appropriate filters in the printer light path, but these filters would have involved very high cyan values of possibly more than 100 units, plus fairly high magenta filter values. This would have increased the print exposure time unacceptably. To alleviate this problem, the blue sensitive emulsion in the new MCN111 paper was increased significantly, to around four or five times the speed of the blue emulsion in CN111 paper. At the same time, the green sensitive emulsion speed was also increased. This imbalance in sensitivity between the three emulsion layers of the MCN111 paper compensated for the heavy orange/yellow mask in the CN17M negative. In consequence, it was found that most, if not all, filtrations on the new paper, when printing from masked colour negatives, were made up of yellow and magenta filters only; cyan filters were hardly ever used to correct colour casts. The relative speed increases in the emulsions of the MCN111 paper caused the “Grundzahl” figures to made up of yellow and magenta filters only. With no filters in the filter draw (or dialled into the colour head) a CN17M negative printed ontop MCN111 paper would always produce a print with a strong red cast. Packets and boxes of the later MCN 111 paper were stamped with their Yellow and Magenta “Grundzahl” figures, but for consistency with the previous three sets of numbers, Cyan was still shown, albeit as 00, e.g. 70 50 00. It was an advantage for the colour printer to only work with yellow and magenta filters, as it was much easier to calculate increases and decreases in exposure. Changes in exposure for different yellow filter factors were almost negligible and exposure changes for magenta filter factors were normally less than the equivalent cyan factors. In 1964–65, the blue sensitive emulsion layer speed and green sensitive emulsion layer speed of Agfacolor CN111 paper were increased to be brought into line with MCN111, and the resulting “Grundzahl” figures were then also only made up of yellow and magenta filter values (with cyan as 00). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfa-Gevaert Gelatine Colour Printing Filter Set | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The picture below shows a set of Agfacolor gelatine printing filters for correcting colour casts in negative positive printing, dating from the late 1960s. Although intended for use with Agfacolor paper, the filters could be used to correct casts on any negative positive colour printing paper. There are 8 filters in each colour, Gelb (Yellow), Purpur (Magenta), and BlauGrün (Cyan). The density values of each set of colour filter are: 10, 20, 30, 40, 50, and two filters of 99, plus a filter of 5 density. The complete set contained 24 filters, but the filters could also be purchased individually. Higher densities were obtained by combining two or more filters, and the 99 density was the practical equivalent of 100. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
The filters were intended for use in a filter draw, built into the enlarger. They were not suitable for placing underneath the enlarger lens, or in any part of the image forming beam, as the definition of the print would certainly suffer, even with just one filter in the light beam. The thickness of each filter is at least twice that of an equivalent Kodak Colour Printing filter from the “CP” range of Kodak filters. Each filter is marked with its density value, in the same way as the glass filters described and illustrated peviously (above). The Yellow density value was marked on the left hand side of the filter, Magenta in the middle, and Cyan on the right. A “Filter Pack” density value would be written as e.g. 120 90 00; meaning 120 Yellow, 90 Magenta and 0 Cyan. Such a pack would have to be formed by the combination of four filters because the densities are too high and not included in the set of filters i.e. a 120 filter would be made up from a 99 filter and a 20 filter, while the 90 filter would be made up from a 50 filter and a 40 filter. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
As the density of each filter increased the exposure time of the print, Agfa Gevaert included various “Exposure Increase Factor” tables in their manuals and instruction leaflets. The gelatine filters were not interchangeable with the glass set of filters described above i.e. a 40 Magenta gelatine filter would be a different density to a glass 40 Magenta filter. Generally, the filters from the glass set were denser than the gelatine filters, and the glass set required higher filter factors if both colours used in the filtration were over 99. If one colour was under 99, then the factors would be about equal. This is because the glass set comprised of single filters of 60, 70, 80 and 90, whereas these density values would have to be made up as two filters with the gelatine set, thus increasing filter density and increasing the exposure. To assist the amateur printer with his filtrations, the early sets of gelatine filters included a developed Agfacolor negative plus a small colour print made from this negative. By printing the enclosed colour negative and trying to match the Agfacolor print using his own darkroom equipment, the printer was able to keep a check on his processing and printing procedures. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Early
Process ~ 1947
Notes.
Agfacolor Paper Process in 1950 This process was for Agfacolor paper CN 111 and for the later CH 111.
Notes.
As late as 1956, Jack H. Coote mentions the above Agfacolor print process in his book “Colour Prints”, first edition, published in April 1956. By then, Agfa were using a more simplified process for their Agfacolor paper. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Paper Process in 1951 Agfacolor Anti-Fading Solution. By 1954 the Anti-Fading solution was available as a powder component to be made up with water to make 1 litre or 10 litres of working strength solution. When the solution had been mixed 40–50ccs of 30% Formaldehyde was added per litre of Anti-Fade solution. This permitted heat drying or glazing up to a temperature of 80°C. Substitute formulae for processing Agfacolor paper were given by R.J. Finn in the British Journal of Photography Almanac (BJPA) of 1954. The processes are not identical to the procedures given by Agfa. Finn’s colour process involved a “Stop-Fixing Bath” or a “Fixing Bath”, in place of an ordinary Stop-Bath and some of the wash times were longer. Finn also warned prospective amateur colour printers about 'Red Fog', which could occur in his Bleaching Bath formula, hence his need for a long wash time of up to 15 minutes before the Bleach Bath. The third step of his procedure he called a Stop-Bath, but the formula is one for a Fixing Bath ! |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Paper Process from 1954 !954 Processing Sequence for Agfacolor Paper CN111 and CH111
Notes.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Amateur
Processing of AGFACOLOR Print Materials, from 1958 In 1958, the processing and printing of Agfacolor materials had become straightforward and reliable enough for Agfa to release the chemicals for processing the negative and positive materials plus Agfacolor paper for sale to the general public without the need for attendance at an approved Agfacolor School. Packs of 1 litre chemicals for processing Agfacolor negative material and Agfacolor paper, plus various sizes and quantities of Agfacolor paper became available for sale to the Amateur photographer. Amateur
Colour Negative Printing A set of filters consisted of Yellow, Magenta and Cyan in seven densities from 5 to 99 (100) in each colour. There were two “99” filters of each colour, ensuring that heavy colour casts could be corrected in the printing operation. Later sets of filters were supplied with a small Agfacolor print and the negative of this print. The negative was printed onto Agfacolor paper and the print was filtered to match, as near as possible, to the print enclosed with the filter set. In this way it was possible to ensure that processing was satisfactory with regards to colour balance and contrast. Any errors in exposing and processing, which might have gone un-noticed, would show and could be corrected. The set of 24 filters, size 7 cms. square, were intended to be used in a filter draw below the condensers of a black and white enlarger. If the enlarger had no filter draw, it was possible, ialbeit somewhat inconvenient, to make a mask out of black cardboard, balance the mask on top of the condensers, and then place the filters on top of the mask. This method could be used for the occasional printing session, but it was far better in the long run to obtain an enlarger with a filter draw. Voltage
Fluctuations |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Agfa published an “Agfacolor Manual”, specifically aimed at amateur photographers or beginners in colour printing. Entitled:- “Agfacolor Fibel, Leitfaden zur Selbstverarbeitung von Agfacolor Negativ – Positiv”, meaning “Agfacolor Manual, Introduction to “do – it –yourself” processing of Agfacolor Negative/Positive Materials”. The first edition was published in German, in 1958, but it was later published in English, and ran to two more editions before being completely re-written and up-dated and published as “Agfacolor User Processing”, in 1972. The first 1958 German edition gave very comprehensive instructions on how to process Agfacolor negative film and how to make prints on Agfacolor paper. Included in the book were tables for negative and print processing sequences, and filter factor charts, as well as a colour balance comparison chart of one neutrally filtered print surrounded by six “off colour” prints, each varying by 50 units of cyan, magenta, yellow, red, green and blue. At the back of the book there were five “tear-out” processing data and filter factor tables for mounting onto cardboard and hanging up in the darkroom for instant reference. Printed on the last page of the manual were lists of Agfacolor films, Agfacolor papers, chemicals and filters which were available for sale to the amateur photographer. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A complete set of chemicals, suitable for making up 1 litre quantity of each of the four print processing solutions, was available for sale to amateur photographers. The collective name for the set was: Pa/Satz. The processing solutions were Developer, Stop-fix, Bleach-Fix and Anti-Fade bath. Each solution was made up from powders to be mixed with water, but the Anti-Fade bath required the addition of Formalin which had to be obtained separately. The chemicals were also sold as individual units. Processing
Sequence for Agfacolor Papers CN 111 and CH 111 ~ 1958
Total time without drying:- 49½ minutes. Notes.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Paper Processing 1960-1961 This is a processing sequence from 1961, incorporating the new developer, suitable for the Agfacolor papers CN 111 and CH 111.
It may be noticed that this procedure is an extended version of the 1954 sequence of processing, with one additional bath. Notes.
Processing
Agfacolor Paper with an additional Stop–Fix Solution
Notes:-
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The
Agfacolor Pa Process for CN 111 and CH 111 papers ~ 1961
Notes.
By 1975 the Agfacolor print processing chemistry had changed to a three/four bath arrangement for their new resin coated paper, much the same as Ektaprint 3. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
  To make 2 x 25 litres of working solution. The box contained two powder components marked A and B. These were to be dissolved in 20 litres of water at about 104F. (A first, then B). When dissolved, enough water was added to make up to 25 litres of working solution. It was likely that this amount of solution would have been used in a continuous processing machine, and the chemical baths would have been replenished. This Stop-Fixing bath was intended for use with the Agfacolor Pa Process. The box dates from 1971. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
USA Home Processing Procedures; a Leaflet and Agfacolor Manual, 1961
To the right can be seen the cover of an Agfacolor Manual, the 1961 edition, printed and published in the USA by Agfa for American photographers. It includes detailed instructions on how to process Agfacolor negative films (unmasked CN17 and CN14) and make colour prints from negatives onto Agfacolor CN111 and CH111 papers. In 1961, two Agfa processing kits were available in the USA, one for colour negative processing and one for colour print processing. Each kit contained powder chemicals to make up 1 litre, or approximately 1 US quart, of each of the solutions. A liquid colour film developer was available separately. The American size 11 x 14 inches of Agfacolor printing paper was obtainable in CN111 and CH111 for unmasked negatives. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
To the right is shown the centre pages of an Agfacolor handout leaflet describing 'Agfacolor Home Processing'; the making of colour prints on Agfacolor paper in home darkrooms. The leaflet was for the American market. The full leaflet can be downloaded as a pdf here. The above 'Agfacolor Manual' is advertised on the last page of this leaflet for $1. The print process consisted of six processing baths plus washes. Test strips could be examined after only 20 minutes of processing if the shorter times of development and Bleach Fix were given. Agfacolor paper could be judged for colour casts while still wet provided the red stain of the Bleach Fix bath was rinsed off before trying to estimate filtration changes. Test strips would appear slightly red in balance when the paper was wet and this cast, about 10 red, (10 10 -) could be taken into account when filtering the strips. Kodak Ektacolor paper at that time exhibited a heavy blue magenta cast in wet prints making it very difficult to judge colour casts successfully. The processing steps given in the 'Agfacolor Manual' 1961 edition (see cover above) published in the USA are slightly different to the steps in this (blue) leaflet. The 'Manual' suggests rinsing the strips and final prints in a tray of water for about 10 seconds after colour development to remove excess developer from the surfaces of the prints before immersing the prints in the Stop-Fix. Also, when processing test strips only, the processing sequence in the 'Manual' ended at the rinse after the Hardening bath. The wash time and wash temperature
range given in the 'Agfacolor Manual' are 10 minutes at
57°F to 72°F (see below, right) compared to those in
the leaflet, which are 68°F to 70°F and 5 minutes.
The higher was temperature might explain the reason why the wash
is half the time stated in the 'Manual'.
|
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Process Agfacolor Yourself - UK Price List c1963 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Process Agfacolor Yourself. This page is taken from an Agfa catalogue of cameras, movie cameras, films and printing papers. It is very likely the catalogue dates from early to mid-1963. It includes products and cameras made by Agfa only and there is no mention of the name 'Agfa Gevaert'. No date is printed anywhere in the catalogue, apart from in the description of the Agfacolor cine film 'CT-13S', where it says “since it’s introduction in 1963, the Agfacolor cine film CT-13S…………”. It can be noted that the codes for the Agfacolor solutions in the negative processing kit seem to relate to earlier codes dating from the late 1950s, and the 'Intermediate Bath' chemicals are missing. By the end of 1963, Agfa colour negative processing kits included a 1 litre pack of chemicals to make up the Intermediate Bath, code NZW. The last solution of the Agfacolor paper processing kit has the earlier code of PA.VI/A. By the end of 1963 the Agfacolor
paper processing kits included an Agfacolor 'Stabilizing Bath'
code PA VIS. So, although this price list might date to 1963,
it looks as if the processing kits listed are the solutions contained
in earlier kits. The Agfacolor paper listed below the printing
filters would have been Agfacolor CN III for unmasked negatives.
The price list omits the Agfacolor Hard contrast grade paper
CH III. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
“Warm
Process" for Agfacolor papers ~ 1966
Total time: 17½ minutes. Notes:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
“Warm”
process at 25°C for dish processing MCN III and CN III papers
~ October 1968
Total Time: 20 minutes Notes.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Pa 77°F process
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
“Dish
Processing” Agfacolor Paper using Pa Chemicals The developer was used at a temperature of about 68°F. The dish was placed on a dish heater with a thermostat which usually kept the temperature within the +/-1°F range, although the actual working temperature might have been higher (in summer), or lower (in winter), than 68°F. All other solutions were used at room temperature. In winter the solution temperature could be as low as 57°F (apart from the developer heated by the dish heater). The prints were processed in the darkroom up to the Stop-Fix stage, and then taken out of the darkroom where the Bleach-Fix and Stabilizer dishes were placed next to a 20x24inch washing dish. Test strips were processed up to the Bleach-Fix stage, rinsed in water for about a minute, wiped down to get as much water off them as possible, and then assessed for colour balance and density. Note that Agfacolor Paper MCN 111 Type 7 was not “Resin coated”, or “PE”, therefore the test strips were still wet when assessed. The times in the processing solutions were kept as close as possible to the Agfacolor Pa sequence times, but the first wash was a quick rinse (about ½minute) in a large dish of water. The water was changed frequently as it rapidly turned brown with developer chemicals. The author also remembers that the Bleach-Fix time was increased to maybe 8 or 9minutes in winter because it took so long to act when its temperature was well below 68°F ! Despite this rather crude method of working, the author remembers turning out some very acceptable colour prints. This all goes to show that the Agfacolor paper and chemicals must have had an enormous processing latitude. In winter, the processing solutions were often far too cold, and the author is sure that the Stop-Fix was over worked on several occasions due to the primitive way of washing the prints after the colour developer. However……… The author does have one surviving 8x10inch print from those days, printed in 1973. Almost all prints he made were 8x10inch or smaller. He thinks he might have made a 10x12inch print on very rare occasions, but certainly no larger than that size. The 8x10inch print still owned by the author has been dark stored for the past 39years. It is difficult to detect any sign of real fading as the picture is of a garden taken in evening sunlight. The print has a yellow colour cast but it is impossible to tell if the cast is due to fading or the print was that colour in the first place, though it does seem that the white borders of the print have turned very slightly yellow. Another print, printed on Agfacolor paper MCN111 Type 7 in 1972, shows that all of the colours have faded, which has made the print look slightly softer in contrast. The borders have turned definitely yellow, and the print has a slight yellow cast. This print was made at a colour laboratory, not under the dish processing arrangements mentioned above, and was processed by the Pa procedure, and then dark stored for the past 40years. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor Manuals, 1968 to User Processing, 1st Ed.1972 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
The earlier second edition, also printed in English and with a similar cover to the 3rd Edition, was printed in October 1963 On the right hand side is the then new Agfacolor User Processing book. This was an improved version of the Agfacolor Manual, contained many colour photographs, tables and diagrams, together with much more detailed information on filtering colour prints. There is also a complete section on processing and printing faults, for film and paper, with photographs and descriptions of defective negatives and prints, but also showing the corrected version. This 1st edition was published in 1972. To download a pdf of the Agfacolor User Processing manual, first edition, 1972, click here. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor Process 85 (previously Process 82)
and Process 86 ~ from 1974 The chemicals for Process 85
were supplied in powder form, known as Process 85 chemicals,
or as concentrated liquids known as Process 86 chemicals. The working strength developer made from Process 86 chemicals was made up from the developer replenisher and a developer starting solution. Developer chemicals to be made up from powder components: Developer chemicals to be made up from concentrated liquids: Starting solution 86CD-S. Bleach Fix. Final Bath. Agfacolor
Process 85 in a Commercial Machine Processor
Notes:
Agfacolor
Process 85 using the Amateur 1 litre kit in a Dish
or using a Drum (Tube) Processor 2 x 1 litres
of Colour Developer; 1 litre of Stop Bath; 1 litre
of Bleach-Fix; 1 litre of Final Bath. The Developer packet consisted
of three components A1, A2 and B, (two lots of these components)
to be dissolved in 0.8 litres of water at about 68°F
(20°C), and the solution was made up to 1 litre. In drums and dishes at 25°C (77°F) and 30°C (86°F) Load drums in total darkness, or with dish processing check temperature of developer before turning off the room lights. Type 4 paper could be handled under an 08 Agfacolor Safelight screen (15 watt bulb in safelight), for no longer than 3 minutes. With dish processing, it was probably safer to work in total darkness.
Total times: 22 to 17 minutes Notes:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfa
Process 85 Chemistry for Type 4 and Type 5 Colour Papers Note, however, that the instructions
that accompanied Agfa's own Process 85 processing kits,
gave a range of processing temperatures, from 20°C, through
25°C and 30°C, to 42°C, with a warning that "At
42°C, high consisatency of temperature is vital and a pre-soak
of 1minute is essential". Nonetheless, despite suggesting
a 35°C processing temperature, the BJPA for 1985 says their
formulae are as “specified by Agfa”. These are the chemicals required to make 1 litre of Process 85 Colour Developer.
Bleach – Fixer
Note that EDTA is ethylene-diamine-tetra-acetic acid. Stabilizer
Note that Possible Brightening Agents are: Leucophore B.R (Sandoz) Blancophore BBU, BUP, BP (Bayer) Uvitex CF conc. PRS (Ciba) Tinopal BV (Geigy) PhotineC, B (Hickson & Welch) Celumyl, B,R,S, (Bezons) However, if you wash the paper for at least 3 minutes in running water you can omit the Stabilizer bath. Stop-Bath Use a 2% Acetic Acid solution. Processing Sequence Using a Small Rotary Drum processor at 35°C. The sequence should also work for dish processing.
Keep the Developer temperature at + or – ½ degree C but the other solutions and washes can vary + or – 2 degree C either way without making any difference to the end result. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Process 81 The process timed from 6 minutes 20 seconds to 8 minutes 30 seconds.
Notes:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor
Process 87, 88, 90 and P for Type 5 Paper ~ from 1977 A new surface was “White Filigran Lustre, coded 319” (see picture of Agfacolor Type 5 labels above), which replaced the “Silk, 317” surface. Agfacolor Process 87 was mainly for the processing of rolls of paper in continuous paper machines where the paper is drawn through the machine by a “leader” belt. The end of the roll of paper is attached to the belt by waterproof tape. Load roll of paper onto machine in total darkness.
Notes:
Agfacolor Process P
Notes:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfaprint
C37 & C66 Processors; Type 5 and Type 4 Papers Used With
Process P90 Chemistry Below is shown an Agfacolor processing sequence for the C37 and C66 processors when using Agfacolor Type 5 paper. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
The full LKA Agfaprint report can be downloaded by clicking on the cover image or here. The conclusion of the test, as on the front cover, reads: "All in all - for their price, which is on the same level as the lowest cost roller processors. the Agfaprint machines are considerably more sophisticated, more efficient, use less chemistry, require less weekly throughput, less cleaning, less preparation before running and offer grestler capacity. The 25" input of the C66 is unmatched unless you install a machine costing three times as much. In fact, no other popular processor suitable for a normal commercial studio, as opposed to a laboratory, allows 24" x 32" prints to be processed." |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfacolor Reversal
Paper UCN Agfacolor Reversal
Paper CU 111 In 1966 there were five sizes of paper, 10.5 x 14.8 cms to 18 x 24 cms available in 100 sheet boxes, plus 24 x 30 cms and 8 x 10 inches in 50 sheet boxes. Also, for machine printing, the paper was obtainable in rolls of 7.6 cms (3 inches) and 8.9 cms (3½ inches) wide by 75 metres long. The paper could be handled under a 09 safelight filter, previously known as a 166. It was manufactured much like
Agfacolor MCN 111 colour printing paper for colour negatives
but was processed like a transparency film, viz: The paper had a much lower
contrast than the MCN 111 paper to accommodate the high
contrast of a transparency. Transparencies have a much higher
contrast than colour negatives. Printing was done in exactly
the same way as printing on Cibachrome,viz: The following is a processing sequence for CU 111 (n/a = not applicable)
Notes:
Agfa reversal paper CU 111 was still available to photo-finishers in the late 1960s, but might have been withdrawn at the time of the introduction of CU 410, or even before then. Agfachrome
CU 410 (silver dye-bleach process) Between 1970 and 1976, Agfa-Gevaert produced its own (comparable to Cibachrome) silver dye-bleach printing material on a white-pigmented acetate base called Agfachrome CU 410. Only available to a few photo-finishers in Germany, it was used to print amateurs' transparencies (Ref: Lipton 2001). Agfachrome CU 410 was introduced at the 1970 Photokina. The exhibit included a display of 8 x 10 inch enlargements, along with an announcement of its availability for machine processing. The processing sequence included a developer, a stop bath, a wash hardener, wash, dye-bleach, wash, bleach-fix, wash, and stabilizer, with a total processing time of fifty minutes (Ref: Coote 1972: 2:52). Agfa never advertised or marketed the product, and customers probably never suspected they were receiving silver dye-bleach prints. Because they were more costly to manufacture and process, silver dye-bleach printing materials and chemistry were eventually abandoned by Agfa in favour of dye coupling ones. Michael Talbert takes up the
description. The process was for making prints from amateur photographers' transparencies, and the materials and processing chemicals were not for sale to the general public. The British Journal Photography
Annual for 1974, published September 1973, reported: They go on to say that the British Journal of Photography magazine of 23rd February 1973 forcast that Agfa Gevaert "will revert to a colour paper of the colour development type coated on a resin coated base". The author believes they meant (by this) paper for printing directly from transparencies, and Agfa Gevaert did produce "Agfachrome" paper a few years later, 1977, or 1978. It is unknown whether Agfa Gevaert went on using CU 410 until 1976 but it seems unlikely, as CU 410 was not mentioned in any other British Journal Photography Annual after 1974. By 1978 Agfa-Gevaert were making Agfachrome paper, compatible for processing in Kodak R14 chemicals, a three solution process. This was a resin coated paper available in Glossy and Lustre surfaces and was an entirely different material to Agfachrome CU 410. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Process 60 for Agfachrome 410 Dye Bleach Paper
Total time: 50 minutes Notes
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfachrome
PE CU 310 and CU 312 Papers It was recommended that a first trial print was made without any correction filters in the enlarger filter draw, or the dials of the colour head set to zero, and a trial exposure made at a lens aperture of F8. Whatever the colour cast of the test print, the opposite colour filter to the cast was used to arrive at a correctly balanced print. A yellow cast was corrected by inserting magenta and cyan (blue) filters in the filter draw or by dialling up magenta and cyan filters in a colour head. The method of colour correction was exactly the opposite to printing a colour negative. In 1980, Agfachrome paper was obtainable in sizes from 5 x 7 inches to 20 x 24 inches in 10, 25 and 100 sheet packings. Pictures of the packaging are shown below. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 This packet dates from 1980, and was available in this size and surface in 25 sheet packets and boxes of 100 sheets. The Glossy surface (310), was available only in boxes of 100 sheets. The rear label gives the two Agfa processes, Process R and AP61, plus the Kodak R14 process. The Agfa “Grundzahl” or “Paper Change Rate” figures are 20 Yellow, 0,0 (20 -- --). Storage below 10°C is recommended. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Processing Agfachrome CU paper in Drum Processors
Agfa-Gevaert made the “Agfachrome Process R” kit of chemicals, with all liquid concentrates, for making up the three solutions to process the paper – First Developer, Colour Developer, and Bleach-Fix. The processing solutions were compatible with the Kodak R-14 process for Ektachrome 14RC paper. 1 litre of each solution would process about 1 square metre of Agfachrome paper, or approximately 20 sheets of 8 x 10 inch paper. The processing sequence, dating from 1980, was as follows.
Notes for Drum processing.
Processing Agfachrome CU paper in Dishes or Trays
Notes on dish processing
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfacolor CT18 (Agfachrome) reversal film Taken from Amateur Photographer magazine for 23rd November 2013. "....Agfa CT18 requires a process unlike any other, and the relevant AP-41 (see further, below) process was discontinued by Agfa in the early 1980s..." (Maybe 1983). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Left is shown an amateur leaflet of Agfa films. It is undated but is believed to date to maybe 1963-1965; probably nearer 1963. Agfacolor CT18 for daylight
exposures. There is also a section on Prints from Transparencies, Duplicate Transparencies, Magnetic (sound) Striping of 8mm cine film. Click the image, or here, to download the leaflet as a pdf. Right are some photographs of Agfa's processing laboratory at Wimbledon; Deer Park Road, London, S.W.19. These are contained within the same leaflet. The top right probably shows slides being mounted into the plastic slide holders used by Agfa. |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Alongside is shown the cover
of a similar catalogue to the one above, again with no date,
though it usefully mentions that Agfacolor movie film CT13S was
introduced in 1963. The cover and three relevant pages can be
downloaded as a pdf by clicking the image or here. On the “Process Agfacolor
Yourself” page (refers to colour negative film CN17 and
CN14, not transparency film; see the pdf download) it’s
interesting to note that Agfa didn't supply the Intermediate
Bath in their negative processing 1 litre kit, and the last
bath in the print processing sequence is named “Anti-Fading
Solution” with the older code PA.VI/A. This last bath was
later named as “Stabilizer”, possibly about 1967. The
paper that is listed, in various sizes, would have been Agfacolor
CN111, suitable for making prints from unmasked colour negatives. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
_cr1.jpg) |
_cr2.jpg) |
_cr3.jpg) |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Agfachrome
Process 41 (including transparency film Agfacolor CT 18) The formula for the first Developer for Agfachrome reversal films, as used in Process 41, before Agfa switched to their E6 compatible Process 44, is given below. The formula dates from 1975. This makes 1 litre of solution.
The pH range should be 10.2 +/- 0.1 Possibly best to dissolve the chemicals in about 750 ml of water and finally make up the total to 1000ml. It’s possible that Orwo UT-18 could be processed in the Agfachrome Process 41 chemicals as the processes were similar. Orwo reversal processing is described in the British Journal of Photography Annuals from the mid-70s to 1985. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Agfachrome Film for Process AP44; equivalent
to Kodak E6 Below is shown a page from an Agfa Gevaert 'Products Catalogue' for 1982. It shows Agfachrome CT18 and Agfachrome CT21 films, both of which were processed in the old Agfa 41 processing solutions, and also the new Agfachrome 200 film, which had to be processed in Agfa AP44 chemistry, compatible with Kodak E6. The films were sold with the processing costs included in the price. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
By the mid-1980s, almost all colour reversal films were processed in E6, or an equivalent process with another manufacturer's name or number. Weird makes of Russian films were still using processes similar to E2, or old Agfa reversal processes, as was Perutz, a manufacturer which is thought never made a film compatible with E6. The first Agfa-Gevaert reversal
film to be sold in the UK and was compatible with Kodak E6 was
Agfachrome R100S Professional. Michael Talbert has a data sheet
for it dated July 1981. The British Journal Annual for 1983 suggests
the first was Agfachrome 200 film, introduced in 1982. This
was the first process E6 film that was made by Agfa-Gevaert in
Germany, but the (earlier) R100S film was made for them by Fuji. Agfa Gevaert were late in manufacturing E6 films. Fujichrome 100 film for E6 was being sold as early as 1979. Process 44 was also for Agfachrome 50RS, 100RS, 200RS, and 1000RS films plus the later Agfa reversal films, their RS Plus and RSX ranges. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Alongside is shown page 10 from the data sheet book P32 on Agfachrome R100S film. This shows a table for the AP-44 process, equivalent to Kodak E6. Pages 4 and 5 of the same P32 data sheet book describe the film, while pages 6 and 7 give a reciprocity chart and colour density curves. All these pages can be downloaded as a pdf by clicking here. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Alongside is shown an Agfa Solinette II 35mm folding camera with f3.5 50mm Agfa Apotar lens. Manufactured at the Agfa Camera Works, München, around 1955. It has 'whole of lens' helical focussing down to 1m and a Prontor SVS shutter speeded B & 1-1/300th second. A very pocketable camera when folded. It deserved to do better but bulkier rigid body designs won the day, possibly on price (simpler construction), no bellows to fail and able to be more accurately manufactured in terms of consistent optical alignment. The Solinette is shown with a 36 exposure cassette of 35mm Agfachrome RSX 200 colour transparency film. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
.jpg) |
Around March 1996 Agfa had overhauled their previous RS Plus line of films and replaced them with their new RSX line. Agfa created three new films—RSX 50, RSX 100 and RSX 200. All Process AP44 = Kodak E6. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Fujichrome films, before 1979, were processed in a similar way to Kodak E4, and the processing procedure reproduced in the British Journal Annuals for Fujichrome is almost identical to Kodak process E2. After 1978, Fuji introduced new films to be processed in Fuji process CR-56, which was their equivalent to Kodak E6. Process E4 was a “high temperature” E2 process, so pre-1979 Fuji films could be processed successfully in E2. To read about the Kodak E2, E4 and E6 reversal (transparency) processes, see the left hand index on the Ektachrome web page click here. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Michael Talbert started making colour prints in 1969, using Kodak Ektacolor Commercial paper. He was a photographic colour printer in the 1970s, printing colour negatives mainly onto Agfacolor paper. He also had experience using about 10 types of Kodak paper, plus other makes, Gevacolor, Fuji, Paterson, Konica. Michael now sets up and takes “Retro” fashion pictures, but prints them digitally. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| UFA, Universum Film AG, (originally Universum
Film Aktiengesellschaft): The following is taken from Wikipedia: Universum Film AG, (originally Universum Film Aktiengesellschaft) better known as UFA or Ufa, was the principal film studio in Germany, home of the German film industry during the Weimar Republic and through World War II, and a major force in world cinema from 1917 to 1945. After World War II, UFA continued producing movies and television programmes to the present day, making it the longest standing film company in Germany. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Wolfen, ORWO and Agfa-Gevaert Agfa were making colour motion picture film, negative and positive, possibly since 1939 at their plant at Wolfen. Much later, when the film was marketed, it was labeled “Veb Filmfabrik Agfa Wolfen. Deutsche Demokratische Republik”. In the late 1940s, Agfacolor films Type T and type K were also being manufactured at their West German factory at Leverkusen. By 1956, the Leverkusen factory were making the, then, new Agfacolor CN17 Universal colour negative film, (40 ASA(ISO)) designed for use in Daylight and Artificial light. At that time, CN17 film was only made at Leverkusen, the East German Agfa factory continued to make Type T and Type K films independently. As from 1956, the East German films were re-named, “Agfacolor Ultra“ negative films, with an increase in speed from 12 ASA(ISO) to 32 ASA for both types. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
The Wolfen plant continued to manufacture negative film branded with an “Agfa” label until 1964, from then on the film was branded “ORWO”. ORWO stands for “Original Wolfen”, and by the mid 1960s as many as five different types of negative film, plus three transparency films, were manufactured at Wolfen. ORWOCHROM UT18 (50ASA) slide film is illustrated in the advertisement shown to the left (from Photography magazine, April 1973). It was available in 120 roll film and 36 exposure 35mm cassettes. The 35mm film was available at the time of the advertisement at a special introductory price "around thirty bob" (£1.50p) for 36 processed transparencies returned in white plastic frames ("which you can easily mark or write on"). Agfa and Gevaert joined forces in July 1964. Both these companies continued to make colour film and colour printing paper with their own brand labeling for a year or two after 1964, but by the late 1960s film and paper products were labeled “Agfa-Gevaert.” “Gevaert” was a large Belgian photographic material manufacturing company founded by Lieven Gevaert in 1894. The company’s plant at Mortsel made colour film and colour printing paper as from the early nineteen fifties, initially mainly for D&P laboratories. The company started marketing their colour film and colour printing paper in the UK in 1953, with the sizes of prints and prices being similar to Agfacolor at that time. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Agfa
realized this very early (1949–50) so thereafter, whenever
new red, green or blue emulsions were used for coating the paper
base, the resulting paper batch was tested at their laboratory.
This was to find a filter combination which would produce a neutral
grey print (grey scale) on the new paper. The test used a “standard”
light source for exposing the print i.e this never altered in
colour temperature or intensity. If the “standard”
light source was exactly the same for all paper emulsions tested,
then it follows that the filter combination required for prints
to show an accurate grey scale would relate to the colour sensitivity
differences of the emulsion layers from one paper batch to the
next.
Agfa
realized this very early (1949–50) so thereafter, whenever
new red, green or blue emulsions were used for coating the paper
base, the resulting paper batch was tested at their laboratory.
This was to find a filter combination which would produce a neutral
grey print (grey scale) on the new paper. The test used a “standard”
light source for exposing the print i.e this never altered in
colour temperature or intensity. If the “standard”
light source was exactly the same for all paper emulsions tested,
then it follows that the filter combination required for prints
to show an accurate grey scale would relate to the colour sensitivity
differences of the emulsion layers from one paper batch to the
next.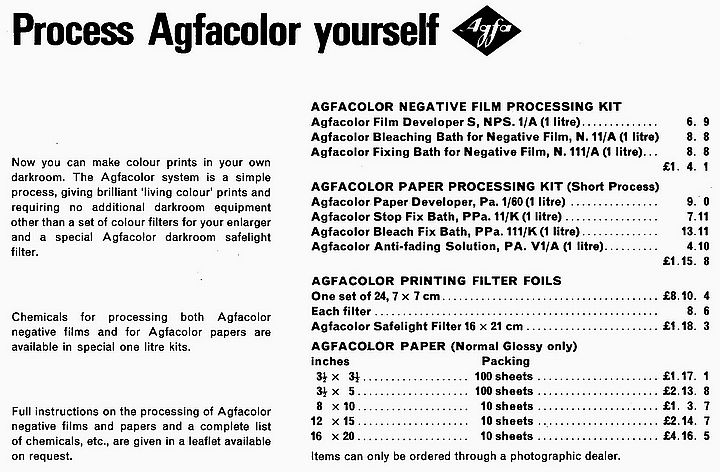

|
|
|
|
|
|